
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Наименование операции обработки резанием в маршрутной карте* должно быть записано в соответствии с терминами группы операций (табл. 2.4), например токарная, фрезерная, сверлильная. Рекомендуется и уточненная форма записи наименова-
ния операции, учитывающая особенности применяемого оборудования, например токарно-винторезная, вертикально-фрезерная, вертикально-сверлильная и т. п. (см. ГОСТ 3.1702—79).
Содержание операции в маршрутной карте раскрывается при маршрутном изложении технологического процесса
+ |
|
|
1-W
1 p^g | rm___ | 7) | |||
SB* | У | ||||
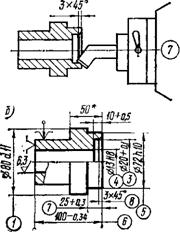
Рис. 2.7. Схема настройки револьверного станка с вертикальной осью вращения револьверной головки (а); операционный эскиз (б)
в единичном и опытном производстве. В маршрутных картах, прилагаемых к развернутым технологическим процессам (серийное и массовое производство), содержание операций по переходам не приводится, так как оно записывается в операционных картах.
Запись содержания операции при маршрутном изложении технологического процесса может быть полной или сокращенной. ГОСТ 3.1702—79 определяет схему записи (схема 2.2), которая начинается с ключевого слова — глагола в неопределенной форме, характеризующего метод обработки: точить, сверлить, фре*
Iff
Инв. № подл. | Подпись и дата | Взам. инв. № | Инв. № дубл. | Подпись и дата | ГОСТ 3.1105—74 Форма |
|
| |||||
1 | 2 | 3 | 4 | 5 | 1 8 |
|
| |||||
Маршрутная карта | i 6 19 |
|
| |||||||||
| 7 Фланец | Литера | 10 |
|
| ||||||||||
Материал | Код | Код единицы величины | Масса детали | Заготовка | Единица нормирования | Норма расхода | Коэфф. исп. матер. |
|
| |||
Наименование, марка | Код и вид | Профиль и размерь | Кол. дет. | Масса |
|
| ||||||
11 Серый чугун СЧ 21-40 ГОСТ 1412—70 | 12 | 13 | 14 12,6 | 15 Отливка | 16 | 17 / | 18 15,9 | 19 / | 20 15,9 | 21 0,79 |
|
|
Номер | Наименование и содержание операции | Оборудование (код, наименование, инвентарный номер) | Приспособление и инструмент (код, наименование) | Коэфф. шт. вр. | Кол. раб. | Кол. одн. обрабат. деталей | Код тариф, сетки | Объем произвол, партии | Тп. з |
| ||
X CD а* | * н о V | 1 <У Я И К о кг | ||||||||||
Код профессии | Разр. работ | Единица нормир. | Код вида нормы | Тш1Л |
| |||||||
22 1231 24 | 25 | 26 27 | 28 | 29 | 30 | 31 | ' 32 | 33 |
| |||||||||||
1 | Вертикально-фрезерная | Вертикально-фрезерный 6Н12ПБ | Тиски 7200—0178 ГОСТ 21168—75 | Щ | 5000 | 8/2,6 |
| |||||
Фреза 2214—0157 ВК6 ГОСТ 9473—71 |
| |||||||||||
| ||||||||||||
On равка 6222—0040 ГОСТ 13785—68 |
| |||||||||||
1 |
| |||||||||||
|
34
Изм.
35
Лист
36
№ докум.
37
Подпись
38
Дата
Изм,
Лист
№ докум.
Подпись
Дата
Разраб. 39
Н. контр.
40
41
42
Лист 43
Листов44
Схема 21. Маршрутная карта с примером заполнения некоторых граф
Номер графы
Содержание графы
Инвентарные номера, подписи и даты регистрации основного экземпляра
Обозначение детали (сборочной единицы) по конструкторскому документу
Наименование детали (сборочной единицы) по конструкторскому документу
Цифровое (кодовое) обозначение технологического процесса, маршрутной карты, технологического документа (по ГОСТ 3.1201—74)
Литера, присвоенная технологическому процессу
Наименование и марка материала
Код материала по классификатору
Код единицы массы детали или заготовки по классификатору
Масса детали по конструкторскому документу, кг Код заготовки по классификатору и ее вид Профиль и размеры заготовки
Количество деталей, изготовляемых из одной заготовки
Масса заготовки, кг
Количество деталей, на которое установлена норма расхода материала (1, 10, 100 шт. и т. д.)
Норма расхода материала (кг) на одну деталь
Коэффициент использования материала
Номер цеха, в котором выполняется операция (процесс)
Номер участка, конвейера, поточной линии, склада или рабочего места
Номер операции (процесса) в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещения)
Наименование и содержание операции (процесса)
Код, наименование (модель) и инвентарный номер технологического оборудования
Код и наименование приспособления и инструмента. Допускается указывать только специальную оснастку
Дробное обозначение:. в числителе — коэффициент штучного времени при многостаночном обслуживании, в знаменателе—код профессии по классификатору
Дробное обозначение: в числителе — количество рабочих, занятых на операции, в знаменателе — разряд выполняемых работ
Дробное обозначение: в числителе — количество одновременно обрабатываемых деталей при осуществлении операции, в знаменателе — количество деталей, на которое установлена норма времени: 1, 10, 100 шт. и т. д.
Дробное обозначение: в числителе — код тарифной сетки, определяющей условия работы (горячие, холодные и др.), в знаменателе — код вида нормы (расчетный, хронометр ажный, опытно-статистический и др.)
Объем производственной программы, в шт. Графу заполняют только при серийном производстве
Номер графы
Содержание графы
33
34—38 39—42
43 44
Дробное обозначение: , в числителе — норма подготовительно-заключительного времени на операцию, мин, в знаменателе— норма штучного времени на операцию, мин
Вносимые изменения
Подписи разработчиков (проверяющих и утверждающих), даты Порядковый номер листа Общее количество листов документа
Таблица 2.4. Группы операций обработки резанием
группы
Наименование группы
Применяемые станки (оборудование;
01 02 03 04
05 Об
07 03
09 10 11
12 13 14
15
16
Автоматно-линейная Агрегатная Долбежная Зубообрабатываю-щая
Комбинированная Отделочная
Отрезная Программная
Протяжная
Расточная
Резьбонарезная
Сверлильная Строгальная Токарная
Фрезерная
Шлифовальная
Автоматические линии
Агрегатные
Долбежные
Зубофрезерные, зубострогальные, зубошлифовальные и др.
Сверлильно-фрезерные и др.
Хонинговальные, доводочные, полировальные, суперфинишные
Отрезные
Станки с программным управлением
Протяжные
Расточные
резьбофрезерные |
Гайконарезные, и др.
Сверлильные
Строгальные
Токарные, токарно-винторезные, многорезцовые и др.
Фрезерные (кроме зубо - и резьбо-фрезерных)
Шлифовальные (кроме зубошлифо-вальных)
веровать и т. д. (табл. 2.5). Далее в определенной последовательности (см. приведенную блок-схему) указывается дополнительная и основная информация. Первая дополнительная информация (Доп. инф. 1), записываемая сразу после ключевого слова, указывает на количество последовательно или одновременно обрабатываемых поверхностей: 2, 3, 4... Вторая дополнительная информация (Доп. инф. 2), приводимая при полной записи вслед за первой, характе-
5 а)
Ключевое слово О
Доп. инф. 1
Доп. инф. 2
Доп. инф. | Доп. инф. | ||
г | 5 | 6 |
t
^ ...выдерживая...
...выдерживая размер(ы).
6^ Сверлить 2 глухих отверстия, выдерживая d = 8 + 0,2; dx = 35 ± 0,1; /г = 12, согласно эскизу
I____________ 1 U1 I___________ I I_______________ I I-------------------------- I I------------------- 1 I--------------------- 1
0 1 2 3 7 4 6
в) Точить внутреннюю поверхность, выдерживая размеры d = 40 — 0,34; d2 = 20 — 0,24; / = 40 ± 0,2, г = 1.5
I----- =-1 I___________ I I____ 1______ I I_____ 1_______ 1_____ —I I------ :_______________ 1 I____ 1
1
окончательно
1—в—1
Схема 2.2 Запись содержания операций при маршрутном изложении технологического процесса: а — блок-схема; б, в — примеры

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 |
