
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рис. 4.41. Калибры для проверки валов: а — скоба листовая двусторонняя; б — скоба листовая односторонняя; в, г — скобы литые; д — скоба регулируемая; е — схема контроля вала скобой
не должна входить в деталь. Не следует сильно нажимать на калибр, так как при этом не обеспечивается точность измерения.
Калибры для проверки валов выполняются в виде скоб различных конструкций (рис. 4.41).
Скобы листовые предельные изготовляются с пределами измерений от 1 до 50 мм. Скобы штампованные предельные двусторонние и односторонние — от 3 до 170 мм. Скобы литые со вставными губками предельные односторонние— от 100 до 325 мм. Скобы регулируемые предельные односторонние — до 330 мм.
Деталь считается годной, если проходная сторона скобы под давлением своего веса проходит через вал (рис. 4.41, е). Непроходная сторона скобы не должна проходить через вал.
Внутреннюю резьбу в гайках проверяют предельными резьбо-* выми пробками, а наружную — жесткими и регулируемыми предельными резьбовыми кольцами (рис. 4.42).
Резьбовые пробки изготовляют трех видов: цельные (пределы измерений 1...6 мм); со вставками (пределы измерений 6...100 мм) и с насадками (пределы измерений 52... 100 мм).
Резьбовые кольца бывают двух видов: жесткие и регулируемые с пределами измерения диаметров от 1 до 100 мм. Резьба непроходных пробок и колец имеет укороченный профиль (сре-данный до среднего диаметра) и выполняется в пределах 2...3,5 витка.
Для измерения резьбы на деталях в серийном производстве применяются резьбовые скобы (рис. 4.42, в). В корпусе / скобы смонтированы две пары роликов: проходная 2 и непроходная 3. Ролики установлены на эксцентричных валиках, что дает возможность легко регулировать размер скобы.
Шаг резьбы можно контролировать пластинчатым резьбомером (рис. 4.42, д) путем подбора пластины, обеспечивающей минимальный зазор по профилю резьбы. Контроль среднего диаметра достаточно просто можно осуществлять с помощью микрометра и мерных проволочек-роликов по ГОСТ 2475—62 (СТ СЭВ 242—75), устанавливаемых при контроле во впадину резьбы [8].
Калибры листовые (рис. 4.43) используются для проверки уступов, высот, длин, ширины пазов и т. п. Калибры для проверки уступов выполняются в виде Т-образных или Г-образных шаблонов.
Калибры листовые предельные двусторонние предназначены (рис. 4.43, г) для измерения пазов с размерами от 2 до 50 мм. Калибры листовые с рисками (рис. 4.43, б) используются для измерения длины деталей от 15 до 200 мм и более. Риски указывают предельные — наибольший и наименьший — размеры измеряемой длины. Расстояние между рисками должно быть не менее 0,5 мм.
 |
Калибры-пробки для проверки конических отверстий (рис. 4.44, а, г) выполняются с уступом, длина которого является допуском на базовое расстояние конической поверхности. Для точной проверки конусности на измеряемой поверхности детали
 |
или на калибре проводят мелом, синей краской, разведенной на масле, или карандашом две-три линии вдоль образующей конуса. Затем калибр вставляют в деталь (или надевают на нее) и по*»
вертывают на часть оборота. Неравномерное стирание линий указывает на вид и расположение погрешностей конуса.
Калибры для проверки наружных конических поверхностей изготовляются в виде конусных втулок (рис. 4.44, б) или угловых скоб (рис. 4.44, в). При использовании их конусность контролируется по световой щели или по рискам.
Штангенинструменты — штангенциркули, штангенглубиномеры, штангенрейсмасы являются наиболее распространенными в машиностроении видами измерительного инструмента. Их применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин и т. д. (рис. 4.45).
Отсчетное устройство любого штангенинструмента состоит из основной шкалы, нанесенной через 1 мм на штанге инструмента, и шкалы нониуса (рис. 4.46). На основной шкале имеются миллиметровые деления. На шкале нониуса, длина которой соответствует 9 делениям штанги (9 мм), нанесено 10 делений. Таким образом, каждое деление нониуса равно 0,9 мм, т. е. короче деления штанги на 0,1 мм. Это позволяет вести отсчет измерений с точностью до 0,1 мм. В штангенинструментах' используются нониусы и с другой ценой деления: 0,05 и 0,02 мм. Типы штангенин-струментов и их данные приведены в табл. 4.40.
Штангенрейсмасы предназначены для измерения высот (рис. 4.46, д). Конструкция рамки инструмента позволяет устанавливать в ней, в зависимости от рода работ, ножки для измерения высот или для разметки.
Штангенглубиномеры (рис. 4.46, е) предназначены для измерения глубин отверстий и пазов. 1
Кронциркули и нутромеры (рис. 4.47) используются для сравнительно грубых измерений охватываемых и охватывающих поверхностей с точностью от 0,2 до 0,5 мм. Если кронциркуль устанавливать не по линейке, а по точному шлифованному валику, то точность измерения может быть повышена до 0,05..Д1 мм.
Точность измерения нутромером ±0,5 мм. При снятии размера с его ножек штангенциркулем точность измерения может быть повышена до ±0,1 мм.
Микрометрические инструменты (рис. 4.48) служат для определения размеров наружных поверхностей (микрометр), диаметров отверстий (нутромер) и их глубины (микрометрический глубиномер) с точностью до 0,01 мм.
Работа микрометрических инструментов основана на использовании принципа винтовой пары. При вращении винта изменяется расстояние между мерительными наконечниками (пяткой и винтом). Для ограничения усилия зажима измеряемой детали при контроле винт вращают за трещотку, которая автоматически ограничивает прикладываемый момент. Шаг микровинта равен 0,5 мм, поэтому за один оборот барабана измерительный наконечник перемещается также на 0,5 мм. При 50 делениях на барабане цена одного деления равна 0,01 мм. Отсчет целого числа миллиметров ведется по нижней шкале (с цифрами), отсчет полумиллиметров — по верхней шкале (указателем при этом является край конуса барабана), а сотых долей миллиметра — по шкале на конусной части барабана (рис. 4.48, а).
Микрометры по ГОСТ 6507—78 (СТ СЭВ 344—76 —СТ СЭВ 352—76) выпускаются нескольких типов (табл. 4.41):
МК — гладкие, для измерения наружных размеров;
МЛ — с циферблатом,- для контроля толщин листов и лент;
МТ — для измерения толщины стенок труб;
МЗ — для контроля длины общей нормали зубчатых колес диаметром до 300 мм с модулем свыше 1 мм.
Микрометры гладкие МК (рис. 4.48, б) выпускаются 16 типоразмеров с пределами измерений от 0...15 мм до 500...600мм.
Микрометр листовой МЛ отличается от обычного большим вылетом скобы и наличием специального циферблата.
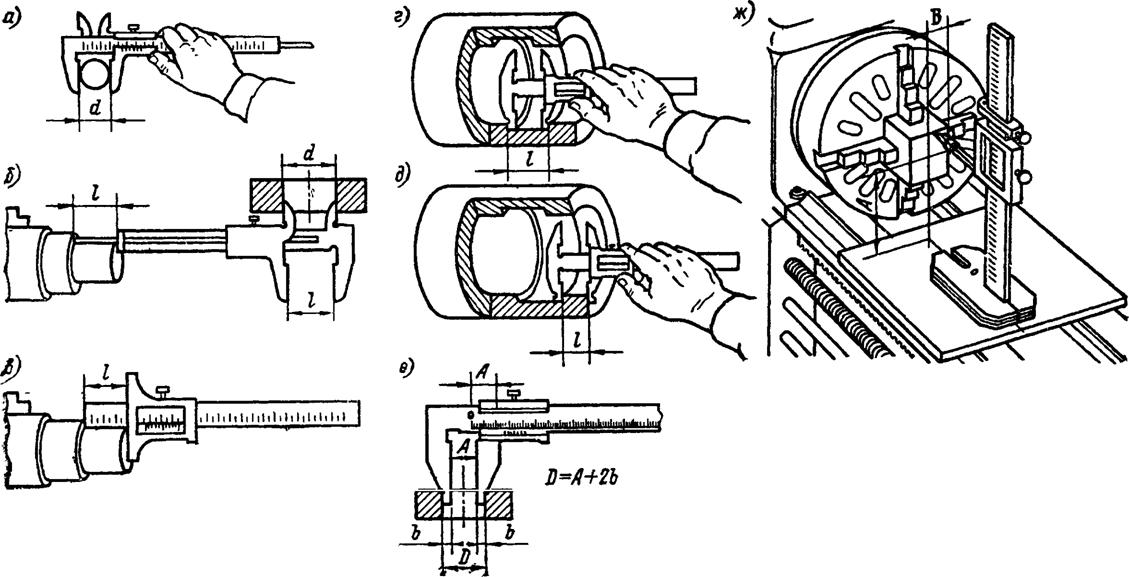
Рис. 4 45 Контроль с помощью штангенинструментов:
с—диаметров, 6, в — длин, г, д — вьутренних канавок; е диаметров отверстий; выверка и разметка (ж)
ю
 |
д |
1 |
4 5 6 1________ 0,1мм_______________ I 0 1 2 3 4 5 6 |
|
Оснобная шкала
1 | / |
llllll | 1 1 1 1 1 1 1 1 |
7 | 1 | | | | 1 | м |
О 25nnR50 75 100
1 0J05MM______________
![]()
* J 1015 2425 0,02т
тшпн 1,1,1,1,1, | hlfu. l.lilil | | ||||
19 , g j | и | 3» |

20° |
f 0425ми |
ЗН5.
Рис. 4.46. Штангенинструменты:
в —схема отсчетного устройства; б — штангенциркуль ШЦ-1; в — штан« генциркуль ШЦ-П; г — штангенциркуль ШЦ-III;д — штангенрейсмас, е —• штангенглубиномер; i — штанга; 2 — измерительная губка; 3 — нониуса 4 —- рамка; б — винт крепления рамки; 6 -= ножка
Микрометр трубный МТ обеспечивает точное измерение толщины стенок труб, цилиндров и т. п. От обычного микрометра отличается наличием сферы на пятке и скоса на скобе для возможности замера труб с малым внутренним диаметром.
Микрометры настольного вида (ГОСТ 11195—74) выпускаются двух типов: МГ и MB с пределами измерения 0...20 и 0...10 мм при погрешностях показаний ±3 мкм.
Нутромеры микрометрические (ГОСТ 10—75) позволяют вести измерения внутренних размеров в пределах от 01.01.01 мм (табл. 4.42).
Механические измерительные приборы делятся на три группы: рычажные, рычажно-зубчатые и зубчатые. Как правило, они предназначены для относительных измерений.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 |
