
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
рис. я, б, г | рис. б |
/1== yt(d-~t) + (0,3...3); | |
12 = 2...5 | /2 я 1...2 |
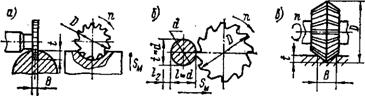
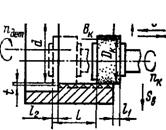
XII. Фрезерование шпоночной фрезой канавки: а — закрытой с двух сторон; б — закрытой с одной стороны
v, sM — см. XI; sB — вертикальная подача, мм/мин
т Л+ (0,5... 1,0) | l — d
0 S-Q $}&
То = -1; /i = o,5rf +
+ (0,5... 1,0)
XIII. Фрезерование: а —сегментной канавки дисковой фрезой; б — дисковой пилой; в — угловой дисковой фрезой
ъРп _ l + h + h
v 1000 » 5м ~" s**n; Т° 5М
/j ж 0Д..1.0; /2 = 0; | /i = 2...5; /а = 3...10 | |
/ =f | + (0Д..З); /а = 2...5 |
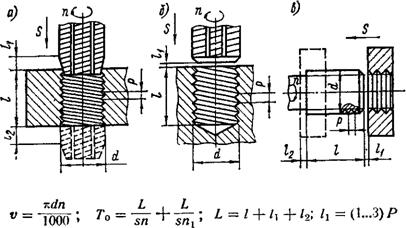
XIV. Нарезание резцом на токарном станке резьбы: а, б—наружной; б, в — внутренней
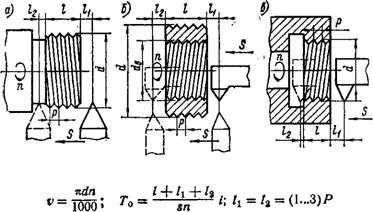
Подача s равна шагу резьбы Р\ f за рабочий ход зависит от поперечной (или осевой подачи) на рабочий ход
XV. Нарезание резьбы: а —метчиком на проход; б —метчиком в. упор; в —плашкой
Подача s равна шагу резьбы Р; / равно глубине профиля резьбы; щ — частота вращения шпинделя при свинчивании инструмента, об/мин
 |
/2 = (2...3)Я J /2 = 0 | /2 = (ОД..2) Р
nDn _ L \,2пР
v ~ 1000 "» 5кр ~ sm - 52гл; 7\> - s^ — Sm ;
L^l + h + l* / = /X + /2 = 0,2D;
/ — равно глубине профиля резьбы; S\— радиальная подача, мм/мин (подача врезания) на глубину резьбы на длине 1\\ $2 — продольная подача, равная шагу резьбы Р, на величину (1,15. .1,25) Р, мм/об заготовки; sHV — круговая подача заготовки, мм/мин; г — число зубьев фрезы
v = - jqqq ; /=л (глубина впадины зуба) при нарезании за один
LzK |
snq » h = (1.1..Л.2) Vh (D-h); /2 = 2...3 s — подача фрезы, мм/об заготовки; q — число заходов фрезы; Лзаг — частота вращения заготовки, об/мин |
рабочий ход; гд — число зубьев нарезаемого колеса; z — число зубьев фрезы s = sM]= szzn\ L = / + 1г + /2;
£ = / + /1 + h\ |
■ ZZ |
/2 =]ЛЛф-.Л) +<1...2); /2 = 2...4
5Х — подача возврата фрезы (холостой ход), мм/мин; т — время на деление, мин; Т0 — дано для станков с автоматическим делительным механизмом
XVIII. Обработка цилиндрических зубчатых колес: а —нарезание долбяком; б — шевингование дисковым шевером
![]()
![]()
V = |
1000 |
h |
1 = /1 + Б + /2;
nmzjy
+
5рлдв. ход 5крЛдв. ход
t—h при нарезании за один рабочий ход (обкат); sp —радиальная подача долбяка (подача врезания), мм/дв. ход;
1000
2Д, 2Ш — число зубьев обрабатываемого колеса и шевера (инструмента) ; s — продольная подача стола, мм/об заготовки; sB — вер
fpp — круговая подача долбяка и заготовки, мм/дв. ход; / — число рабочих ходов (обкатов); т, ^д —модуль и число зубьев нарезаемого колеса
Продолжение табл. 2А0 тикальная подача инструмента, мм на один ход стола; яд, пш — частота вращения детали и ше-вера, об/мин
XIX. Шлифование методом продольной подачи на центровых шлифовальных станках: а—-наружное круглое; б— внутреннее
|
г
nDKnK 2L Z
v = 1000.60' м/с; t = $в* Т° = m~'k (при s* мм/дв - Х°А)
DK, d — диаметр шлифовального круга и детали; пк, яд-— частота вращения шлифовального круга и детали, об/мин; sB — вертикальная (поперечная) подача в мм на каждый или двойной ход стола с заготовкой, мм/ход или мм/дв. ход; s — продольная подача в долях ширины шлифовального круга Вн (на один оборот заготовки) или в мм на оборот заготовки, s« (0,3...0,7) Вк\ Z — припуск на обработку на сторону; k —поправочный коэффициент «на выхаживание», принимаемый при черновом шлифовании 1,25... 1,7, при чистовом — 1,2...1,4; при шлифовании на проход £=/ — (0,2...0,4) Вл; при шлифовании в упор — (0,4...0,6) Вн
XX. Шлифование наружное (а) и внутреннее (б) методом врезания
|
0
v. DK, пк, пд, kt Z, d — см. XIX; T0 = - j^k; t ~ sB Sn — вертикальная (поперечная) подача, мм/об. заготовки; fc« 1,2.,. 1,3
XXI. Плоское шлифование периферией круга на станках с прямоугольным столом
 |
 |
V, DKi nKi ky Z— см. XIX; t ш 5B; I = / + lx - f l2\
/1п = 5...6; ft « 1,2... 1,5 (2)
sB — вертикальная подача в мм на цикл двойных ходов по ширин* обработки В\ s — продольная подача, м/мин; sn — поперечная пода^ ча в долях ширины шлифовального Kpvra Вк (на двойной ход стола с заготовкой) или в мм/дв. ход, sn»te(0,2...0,7) Вк
/п-* число деталей, одновременно установленных на столе станка
^sB;U/ + /i + /2;
т £ z J - ь
Го=я 5-1000 ' t ' tn #А;
/i = 0,5(ЛК-/£)2_Б2); /2=;5...10;
5В — вертикальная подача, мм/дв. ход стола; s — продольная подача, м/мин; £=1,2...1,5 (2)
Го =*7Г-* = 1,2,..1,5(2) |
Z
sB —вертикальная подача, мм/об стола; sHp — круговая подача, м/мин; £>Ср — средний диаметр стола, мм; лСт — частота вращения стола, об/мин
 ХХШ. Наружное бесцентровое шлифование: а — на проход; б — методом врезания
ХХШ. Наружное бесцентровое шлифование: а — на проход; б — методом врезания
1000 |
Ф
вк |
vпИ — скорость ведущего круга, м/мин; £>к, 0Вк— диаметры шлифовального и ведущего кругов; пк, пвн — частота вращения кругов, об/мин
sM = 1000 t/BK sina; _ n0KD
t - sn\ То - tn ; k - |
_lm + BK Io~ sMm k = 1,05... 1,2
k s 1,05... 1,2 |
пд — частота вращения заготовки, об/мин; sn — поперечная подача ведущего круга, мм/об детали |
a — угол наклона ведущего круга; sM — продольная подача заготовки, мм/мин; m — число деталей в партии, шлифуемых непрерывным потоком
XXIV. Строгание (а) и долбление (б)
 |
'//7
*дв. ход
1000
L В + Лп + /ап
1000 гср' sn
fcp — средняя скорость резания, м/мин; лдв. Ход — число двойных ходов стола (резца) в мин; sD — поперечная подача в мм на двойной ход стола или резца (мм/дв. ход); /щ (fen) — врезание (перебег) инструмента в поперечном направлении; для продольно-строгальных станков 1\ 4-/2=200...500, для долбежных и поперечно-строгальных — /i + /2=35...75; vpX> i>xx-— скорости рабочего и холостого ходов, м/мин
«эвертикальная подача; 8г — подача на зуб, мм/зуб; 5М — минутная подача, мм/мин; v — скорость резания, м/мин;
Т0 — основное (технологическое) время на операцию, мин;
Ть — вспомогательное время на операцию, мин;
Т — период стойкости инструмента, мин;
ф — главный угол в плане режущей части инструмента;
а — толщина среза, мм;
Ь — ширина среза, мм.
\000v itDn Примечание, п = —^д - ; 1/ = ^щ-. |
Материал режущей части инструмента выбирается в зависимости от вида обработки и материала [7, 11, 12] —см. табл. 2.16...2.18. Возможные точность и шероховатость, получаемые на различных операциях, приведены в табл. 2.13...2.15 [5, 11, 12].

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 |
