
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
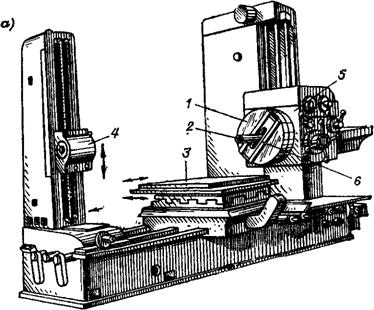
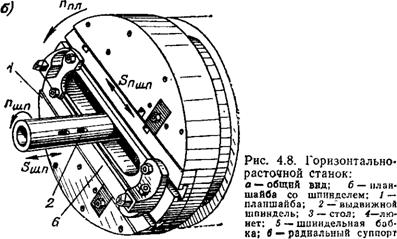
/ — основание; 2 — колонна; 3 — консоль; 4 — шпиндельная головка; 5 — шпиндель |
Координатно - расточные станки предназначены для обработки отверстий с высокой точностью (0,005... 0,001 мм) их взаимного расположения. Их можно использовать также Для измерения и контроля деталей, для точных разметочных работ. В одностоечных станках (рис. 4.10) шпиндель имеет вращательное движение (главное движение) и движение осевой подачи, а крестовый стол перемещается в двух взаимно перпендикулярных направлениях (вспомогательные движения). У двухстоечных станков стол перемещается в продольном направлении, а шпиндельная головка — в поперечном (вспомогательные движения); главное движение и подача шпинделя —те же, что и у одностоечных станков.
Фрезерные станки предназначены для обработки с помощью различных фрез плоских наружных и внутренних фасонных поверхностей, винтовых поверхностей различного профиля, нарезания зубчатых колес и т. д. Они отличаются разнообразием конструкций. Универсальные станки общего назначения делятся на консольно-, бесконсольно-, продольно - и карусельно-фрезерные. Наиболее распространены кон сольно-фрезерные станки, которые подразделяются на горизонтальные, вертикальные, универсальные и широкоуниверсальные. Горизонтальные и вертикальные фрезерные станки имеют соответственно расположенные оси шпинделей; универсальные — поворотный стол; широкоуниверсальные — дополни-
тельный шпиндель, поворачивающийся вокруг вертикальной и гори* Зонталъной осей, или два шпинделя — вертикальный и горизон* тальный.
f лавное движение у фрезерных станков — вращение фрезы (пл об/мин). Подача — продольная (s, мм/мин), поперечная (sn, мм/мин) и вертикальная (sB, мм/мин)—придается столу с салазками, расположенному на консоли (рис. 4.11, 4.12). Вспомогательные движения у консольно-фрезерных станков — быстрые перемещения (по трем направлениям) стола, салазок и консоли, а у некоторых еще и вертикальное перемещение шпиндельной бабки и ее поворот.
 |
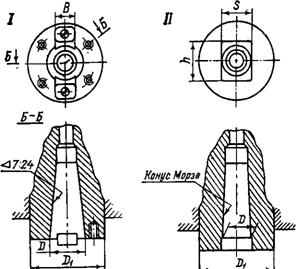
Базой для установки режущего инструмента у всех фрезерных станков является коническое отверстие шпинделя, которое выполняется с конусностью 7: 24 или с конусом Морзе. Согласно ГОСТ 836—72 предусмотрены восемь типоразмеров концов шпчндолей
С отверстием конусностью 7:24 (номера 30...70, табл. 4.9) и два «типоразмера (номера 3, 4) с отверстием с конусом Морзе. Концы шпинделей от 30 до 70 имеют на торце два паза под торцевые Шпонки шириной В и резьбовые отверстия, используемые для крепления инструмента, базируемого на торец и наружный диаметр шпинделя Di. В отверстии конца шпинделя 3 (и 4) соосно с коническим отверстием выполнен прямоугольный паз (Sxh), обеспечивающий передачу крутящего момента инструменту, который лыской хвостовика входит в паз,
При установке фрез используется различный вспомогательный инструмент. Для горизонтально-фрезерных станков —это чаще всего оправки с буксами (втулками), противоположный от шпинделя конец которых поддерживается серьгой; для вертикально-фрезерных станков — оправки с конусом.
 Строгальные и долбежные станки служат для обработки горизонтальных, вертикальных и наклонных поперхностей в условиях единичного и мелкосерийного производства. Главное движение у станков этой группы (рис. 4.13, 4.14) — возвратно-поступательное (п, дв. ход/мин). У одних моделей главное движение, как и движение подачи (s, мм/дв ход), может сообщаться заготовке, у других — режущему инструменту.
Строгальные и долбежные станки служат для обработки горизонтальных, вертикальных и наклонных поперхностей в условиях единичного и мелкосерийного производства. Главное движение у станков этой группы (рис. 4.13, 4.14) — возвратно-поступательное (п, дв. ход/мин). У одних моделей главное движение, как и движение подачи (s, мм/дв ход), может сообщаться заготовке, у других — режущему инструменту.
Станки подразделяются на продольно-строгальные, поперечно-строгальные и долбежные. Крепление резцов осуществляется в резцедержателях.
Шлифовальные станки предназначены в основном для чистовой обработки деталей абразивными или алмазными кругами. При этом обеспечиваются точные размеры, правильная геометрическая форма и высокое качество поверхностей деталей. На этих станках можно обрабатывать плоские, наружные и внутренние цилиндрические, конические и фасонные поверхности, шлифовать резьбы и зубья колес, разрезать заготовки. В последнее время шлифование широко используется в качестве обдирочных и получи-стовых операций.
Шлифовальные станки делятся на кругло - и внутришлифоваль* ные, бесцентрово - и плоскошлифовальные. Имеются также различные специализированные шлифовальные станки. Главным движением у них является вращение шлифовального круга (пк, об/мин). Движения подачи у станков разных типов различны.
Кругло шлифовальные станки (рис. 4.15) служат для наружного шлифования цилиндрических и конических поверхностей. У универсальных станков этого типа кроме поворота детали (смещение бабки с центром) возможен и поворот шлифовальной бабки с кругом, а также передней бабки. На круглошлифовальиых станках можно работать методами продольного и врезного шлифования (табл. 2.10). При продольном шлифовании детали сообщаются круговая подача (яд, об/мин), а также продольная (s, в долях ширины круга или мм/об детали) за счет возвратно-поступательного движения стола. В конце хода (или двойного хода) шлифовальному кругу сообщается поперечная подача (sn, мм/дв. ход).
Короткие детали шлифуют методом врезания. При этом используются круговая (/гд) и поперечная (радиальная) подачи (snt мм/об детали); кроме того, шлифовальная бабка или стол могут совершать колебательное осевое движение (s, дв. ход/мин). Вспомогательные движения круглошлифовальиых станков — поперечное (установочное) движение шлифовальной бабки и поворот ее.
 |
а — общий вид; б обработка плоскости цилиндрической фрезой; в — набор дисковых фрез; г — обработка торцевой фрезой; д — работа набором фрез; / — станина; 2 — ко* робка скоростей; 3 — хобот; 4 — шпиндель; 5 —стол; 6 ~* консоль; 7 — привод подач
Плоскошлифовальные станки классифицируют: по расположению шпинделя — на горизонтальные и вертикальные; по форме стола — с круглым и прямоугольным столом. У станков с го* ризонтальным расположением шпинделя и прямоугольным столом (рис. 4.16) продольная подача (s, мм/мин) осуществляется при возвратно-поступательном движении стола, поперечная (sn, в долях ширины круга или мм/дв. ход)—смещением стола или шлифоваль* ной бабки, а вертикальная (sB, мм/проход)—перемещением шпин* деля с кругом шлифовальной бабки,
28Z
Крепление шлифовальных кругов у всех станков, как правило, производится с использованием специальных фланцевых оправок с устройствами балансировки.
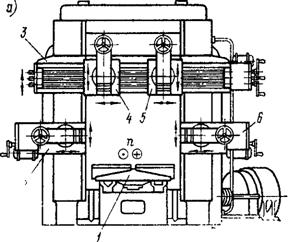
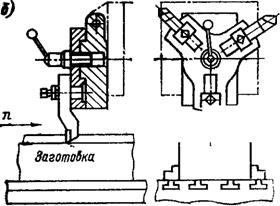
Рис 4 13. Продольно-строгальный станок: а — общий вид; б — схема работы инструмента; У — стол; 2 и б — левый и правый суппорты; 3 — траверса; 4 и 5 — левый и правый суппорты траверсы
1 — основание; 2 — продольные салазки; 8 — поворотный стол; 4 — ползун; 6 — колонна; 6 — резцедержатель; 7 — поперечные салазки
а — общий вид; б — схема работы инструмента; / — задняя баб* ка; 2 — шпиндельная бабка; 3 —передняя бабка; 4-» стол; 5 — станина; 6 — деталь
10
289
Экономические нормы точности отклонений от теометрической формы поверхности при, обработке на станках основных типов.
 |
Предельно достижимые нормы точности, установленные ГОСТом, действительны для новых станков, а также прошедших капитальный ремонт. На практике с учетом износа «танков и ряда других факторов эти значения несколько ниже. Отклонения размеров, формы и взаимного расположения*поверхностей деталей (ориентировочные данные), получаемые после чистовой обработки на металлорежущих станках, приведены в табл. 4.10...424. При черновой обработке указанные значения следует увеличивать примерно на!/з. *
В таблице приняты следующие обозначения: £тах — наибольший (максимальный) диаметр обработки; L — длина нормируемого участка (заданная длина); А — отклонение формы, отклонение расположения или суммарное отклонение формы и расположения; / — длина обрабатываемой поверхности; В — ширина обрабатываемой поверхности; D(d) —диаметр обрабатываемой поверхности; bd — отклонение диаметрального размера;
67 — отклонение линейного (продольного) размера; d06p (/обр; L06v) — диаметр (длина) образца. Отклонения формы и расположения поверхностей обозначены в соответствии с принятым по ГОСТу,
Таблица 4.9. Концы шпинделей фрезерных станков
Обозначение концов* шпинделей (ГОСТ 836-72) | Размеры, мм | |||
D | А | В | SXh | |
30 | 31,75 | 69,832 | 15,9 | — |
40 | 44,45 | 88,882 | — | |
45 | 57,15 | 101,600 | 19,0 | — |
50 | 69,85 | 128,570 | — | |
55 | 88,90 | 152,400 | 25,4 | — |
60 | 107,95 | 221,440 | — | |
65 | 133,35 | 280,0 | 32,0 | — |
70 | 165,10 | 335,0 | — | |
31 | 23,825 | 50 60 | — | 24X42 |
41 | 31,267 | 70 | 32X47 | |
80 |
1 Допускается только в сторону вогнутости. 2 Для станков с расстоянием между центрами (РМЦ) до 20 000 мм, |
Продолжение табл. 4.9 Данные моделей станков

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 |
