
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Режущкй инструмент в гнездах (табл. 4.5) револьверной го» ловки и вертикального суппорта устанавливается с помощью различных оправок, державок, втулок, а в резцедержателе бокового суппорта, как правило, непосредственно.
 Токарно-револьверные станки предназначены для обработки в серийном производстве деталей сложной формы с применением многих инструментов: резцов, сверл, зенкеров, разверток и т. д. Инструмент крепят в гнездах револьверной головки (табл. 4 6) с помощью различных видов вспомогательного инструмента — стоек, втулок, патронов, оправок и т. д. и в резцедержателе поперечного суппорта (если он имеется). На токарно-револьверных станках могут одновременно работать несколько инструментов, предварительно настроенных на размер и величину хода, поэтому они производительнее токарных. В зависимости от расположения оси вращения револьверной головки различают станки с вертикальной (рис. 4.3, а) и горизонтальной (рис. 4.3, б) осями вращения.
Токарно-револьверные станки предназначены для обработки в серийном производстве деталей сложной формы с применением многих инструментов: резцов, сверл, зенкеров, разверток и т. д. Инструмент крепят в гнездах револьверной головки (табл. 4 6) с помощью различных видов вспомогательного инструмента — стоек, втулок, патронов, оправок и т. д. и в резцедержателе поперечного суппорта (если он имеется). На токарно-револьверных станках могут одновременно работать несколько инструментов, предварительно настроенных на размер и величину хода, поэтому они производительнее токарных. В зависимости от расположения оси вращения револьверной головки различают станки с вертикальной (рис. 4.3, а) и горизонтальной (рис. 4.3, б) осями вращения.
ам*^ |
Главным движением (рис. 4.4) является вращение шпинделя с заготовкой (л, об/мин); движением подачи - продольная подача (s, мм/об) револьверного суппорта (головки) и поперечная подача (sa, мм/об) поперечного суппорта. В некоторых станках поперечный суппорт может иметь также и продольную подачу. У станков с горизонтальной осью вращения по-медленным поворотом револьвер-
перечная подача осуществляется ной головки (рис. 4 5).
поворот (индексацию) быстрый подвод и от- |
К вспомогательным движениям относят: револьверной головки из позиции в позицию вод ее, подачу и зажим прутка и др.
Станки сверлильной группы предназначены для сверления, рассверливания, зенкерования, развертывания отверстий в различных деталях, для нарезания резьб, цекования, растачивания канавок и т. д.
Универсальные сверлильные станки подразделяют на настольно-, вертикально - и радиально-сверлильные, многошпиндельные, горизонтально-сверлильные для глубокого сверления.
Главным движением у этих станков является вращение шпинделя с закрепленным в нем инструментом (/г, об/мин), а движением подачи — вертикальное перемещение шпинделя (s, мм/об). Вспомогательные движения у вертикально-сверлильных станков (рис. 4.6)— вертикальное перемещение стола, а у радиально-сверлильных — вертикальное перемещение и поворот консоли (рукава) и продоль-
Таблица 4.5, Посадочные места токарно-карусельных станков
Револьверная головка (а)
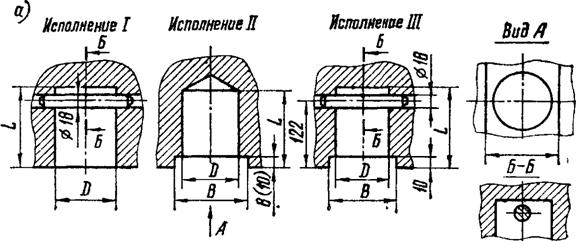
Исполнение 1 | Исполнение II | Исполнение III | ||||||||
D, мм | 60А | 80А | 60А | 70А | 70А3 | 100А3 | 75А | 80А | ||
L, мм | 105 | 135 | 90 | 103 | 90 | 140 | ПО | 135 | ||
В, мм | — | — | 75А4 | 80А4 | 80А5 | 90 ±0,2 | 120±0,2 | — | 100А4 | ||
Модели станков | 152 153 1536 i | 1А55 1А56 | 1532 | 1Н531 | 1531(М) 1541 1531Б 1508 1510 ИМ531 , | 1532Т 1540 КУ-50 1 1 | 1540Т 1550 КУ-63 | 1М532 | | 1551В 1М553 1 | 1551 |
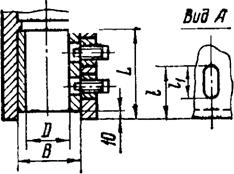
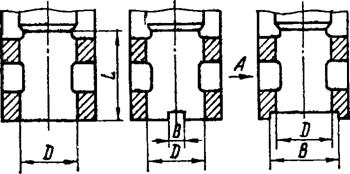
Вертикальный суппорт (б)
Продолжение табл. 4.5
 $
$
Исполнение I Исполнение Е Исполнение Ш
Йспотенив1У
ш
Исполнение 1 | Исполнение II1 | Исполнение III | Исполнение IV | |||||
„ Левый Суп- П°РТ Правый | Метрический 80 Револьверная головка (метрический 80) | Метрический 100 | Метрический 140 | Метрический 100 | Метрический 140 | Метрический 160 | Цилиндрическое отверстие | |
D, мм | 80 | 100 | 140 | 100 | 140 | 160 | 80А | |
L, мм | 195 | 225 | 270 | 230 | 300 | 340 | 250 | 150 | |
В, мм | — | 25А | 120А | 160А | 180А | 100 А | ||
/, мм | 120 | 113 | 158 | 160 | 205 | 217 | — | |
11% мм | 60 1 | 58 | 80 | 85 | 95 | 112 | — | |
Модели станков | 1А56 1Л532 (1520)2 (1525)2 (1Л525) 2 | 1532 2 1М532 2 1556 2 | - 1565 1М565 | 1532Т* 1540 2 КУ-502 | 1540Т2 1550 2 КУ-63 2 | 1550Т 1563 1580Л | 1551 1551В 1М557 | 1М553 |
1 Станки с суппортами исполнения II имеют боковой суппорт с отверстием той же конусности.
2 По заказу поставляются с револьверной головкой в правый суппорт.
ные (установочные) перемещения шпиндельной головки (рис. 4.7). Наличие нескольких вспомогательных движений у радиально-свер-лильных станков позволяет использовать их для обработки крупных
деталей, которые устанав-
 ливают на столе станка или около него и не смещают при переходе к сверлению нового отверстия.
ливают на столе станка или около него и не смещают при переходе к сверлению нового отверстия.
У большинства сверлильных станков базой для установки инструмента является коническое отвер1-стие в шпинделе, и лишь у небольшой группы — наружный конус или фланец (табл. 4.7).
Расточные станки служат для обработки крупногабаритных деталей в условиях единичного и серийного производства. На них можно производить сверление, растачивание, зенкеро-
вание и развертывание отверстий, фрезерование поверхностей и пазов, подрезку торцов резцами, нарезание резьб и т. д. Универсальные расточные станки подразделяют на горизонтально-, координатно - и алмазно-расточные.
Главным движением у этих станков (рис. 4.8) является вращение шпинделя (п, об/мин) с закрепленным в нем режущим инструментом. Движение подачи (s, мм/об) сообщается либо инструменту, либо заготовке, закрепляемой на столе станка Вспомогательные движения — установочные перемещения шпиндельной бабки, стола, задней стойки и т. д.
Рис 4.6. Схема работы инструмента на токарно-револьверном станке с горизонтальной осью вращения револьверной головки на продольной (а, б, о) и поперечной (в, г) подачах |
Режущий инструмент устанавливается и закрепляется в отверстии выдвижного расточного шпинделя и на радиальном суппорте планшайбы (рис. 4.8, а). Выдвижной расточный шпиндель 2 станка располагается по оси планшайбы / в шпиндельной бабке 5 и при работе получает вращение и осевую подачу в обоих направлениях. В ряде станков вращение шпинделя не зависит от вращения планшайбы. Шпиндель имеет коническое отверстие для

Таблица 4.6. Данные револьверных головок токарно-револьверный станков
Модель станка
Эскиз и основные размеры
Диаметры базовых отверстий, мм
1318, 1П318 1Н318
та.
Ос»
I
4)f
18А
 |
1322, 1325 1Г325
15А, ЗОА
РО-22
ВО
Отв. № 1, 2,
9—35А3 Отв. № 3, 5, 7, 11, 13,
15— 30 А3
Отв. № 4, б,
8, 10, 12, 14,
16— 15А3
1336М, 1336Р, 1336, 1П326
4-/7
Отв. № 1, 2, 8, 12—38А3 Отв. № 4, 5, б, 10, 14, 16—30А3 Отв. № 3, 7, 9, 11, 13, 15—15А3
Эскиз и основные размеры
Диаметры базовых отверстий, мм
38А, 50А
70А
Ф17]2&)
Ф95А
о
95А
ч----- >
115*02
Отв. № 1, 5f 7, 9, 11,
13—20А Отв. № 2, 3,
4, 8, 12,
14—ЗОА Отв. № 6,10,
15, 16—40А
установки инструмента с радиальным пазом под клин крепления fpHC 4.9, б). У крупных станков конус посадочного отверетия-в шпинделе выполнен согласно ГОСТ 2701—72 метрическим, а у небольших и средних —с конусом Морзе (табл. 4.8).
 Планшайба расточного станка отличается значительно большей, жесткостью, чем выдвижной шпиндель, и используется для крепления фрезерных головок большого диаметра. Она имеет радиальный суппорт 6, в котором крепится инструмент для обработки торцев растачиваемых деталей, обтачивания фланцев и т. п. Суппорт размещен на направляющих планшайбы. Образованное в нем окно для прохождения выдвижного расточного шпинделя (рис. 4.8, б) ограничивает радиальное перемещение суппорта, в Т-образных пазах которого с помощью болтов крепятся резцедержатели, стойки и т. д. В современных станках движение подачи сообщается радиальному суппорту, как правило, независимо от подачи выдвижного расточного шпинделя, что позволяет вести обработку деталей совмещенным методом, т. е. одновременно вееми инструментами, закрепленными как в расточном шпинделе, так и на планшайбе.
Планшайба расточного станка отличается значительно большей, жесткостью, чем выдвижной шпиндель, и используется для крепления фрезерных головок большого диаметра. Она имеет радиальный суппорт 6, в котором крепится инструмент для обработки торцев растачиваемых деталей, обтачивания фланцев и т. п. Суппорт размещен на направляющих планшайбы. Образованное в нем окно для прохождения выдвижного расточного шпинделя (рис. 4.8, б) ограничивает радиальное перемещение суппорта, в Т-образных пазах которого с помощью болтов крепятся резцедержатели, стойки и т. д. В современных станках движение подачи сообщается радиальному суппорту, как правило, независимо от подачи выдвижного расточного шпинделя, что позволяет вести обработку деталей совмещенным методом, т. е. одновременно вееми инструментами, закрепленными как в расточном шпинделе, так и на планшайбе.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 |
