
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 |
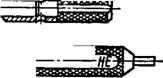
Рис. 4.34. Поводковый патрон (а) с хомутиком (б)
Таблица 4.37. Основные типы стандартизованных патронов и тисков
Приспособления
ГОСТ
Индекс1
Патроны Самоцентрирующие трехкулачковые Токарные поводковые Поводковые для резьбовых концов шпинделей
Четырехкулачковые с независимым перемещением кулачков Поводковые
Самоцентрнрующие двухкулачковые Цанговые к токарно-револьверным станкам Магнитные
Токарные самоцентрирующие трех - и двухкулачковые клиновые и рычажно-кли-новые
2675—80 2571— 71 2572— 72 | 7100— 7108— 7108— |
3890—72 | 7103— |
13334—67 14903-69 17200—71 | 6152— 7102— 6151— |
16934—71 24351—80 | 7108— 7102— |
Индекс разновидности по принятой классификации.
Приспособления
гост
Индекс
Тиски
Станочные с эксцентриковым зажимом и одной подвижной губкой
То же, с двумя подвижными губками
Станочные винтовые самоцентрирующие рычажные для круглых профилей
То же, с призматическими губками для круглых профилей
Станочные с ручным и механизированным приводами
18237—72
18684—73
21167— 75
21168— 75 14904—80
7200—
7200— 7200—
7200—
7200—
 |
Рис. 4.36. Универсально-безналадочные приспособления:
а — тиски; б — поворотный стол; в — использование поворотного стола для позиционного фрезерования; 1 — стол станка; 2 — поворотный стол} 3 — обрабатываемая деталь; 4, 5 — приспособления; 6 — заготовка на по-* згаии загрузки
Таблица 4.38. Оправки стандартизованные, хомутики, центры
 |
Приспособления, элементы приспособлений
Оправки
Кулачковые шпиндельные с зажимом:
ручным винтовым
пневматическим
Кулачковые фланцевые с зажимом: ручным винтовым пневматическим
' 17528—72
j 17529—72
j
j 17530—72
I 17531—72
7112— 7113—
7112— 7113—
1
Индекс разновидности по принятой классификации.
Измерительные средства, применяемые в машиностроении, принято делить на следующие основные группы: меры, калибры, универсальные инструменты и приборы.
Меры — тела, вещества и устройства конкретного (вещественного) воспроизведения единиц измерения, а также величин, кратных или дольных им. Меры бывают с постоянными значениями (конце-* вые меры длины, угловые плитки) и переменными значениями (масштабные линейки, лимбы и т. п.).
Калибры — инструменты, дающие возможность определить отклонения от заданных размеров, форм и взаимного расположения поверхностей без установления величин самих отклонений.
Универсальные инструменты и приборы позволяют установить значение измеряемой величины.
Кроме того, существуют специальные измерительные средства, предназначенные для повышения производительности контроля определенных типов деталей. К этим средствам относятся контрольные приспособления, автоматы, полуавтоматы и т. п.
Концевые меры длины (ГОСТ 9038—73 и 13581—68) являются исходными измерительными средствами в машиностроении. С их помощью проверяют, градуируют и устанавливают на размер инструменты и измерительные приборы. Их применяют также при особо точных координатно-расточных п разметочных работах, при наладке станков и т. п.
Рабочие размеры концевых мер установлены в пределах от 0,1 до 2000 мм с градацией через 0,001j 0,01; 0,1; 0,5; 10,0; 25,0; 50; 100 и 1000 мм.
Меры комплектуются в наборы от 7 до 116 шт. Меры длины по ГОСТ 13581—68 выполняются из твердого сплава.
По точности изготовления концевые меры делятся на четыре класса: 0, 1, 2 и 3.
Для расширения области применения концевых мер и создания удобств в работе применяют специальные державки, струбцины с зажимными сухарями, блоки с центровыми боковиками и другие принадлежности (ГОСТ 4119—76).
Угловые меры призматические (ГОСТ 2875—75) применяются для точных измерений и для проверки угловых шаблонов, шкал, угломерных инструментов и приборов. Они представляют собой стальные пластины треугольной и четырехугольной формы толщиной 5 мм (рис, 4.38, в), Треугольные плитки имеют один рабочий
угол а от 10 до 79е, а четырехугольные — четыре рабочих угла от 80 до 100°.
Установлено три класса точности угловых плиток: 0-й класс с предельными отклонениями рабочих углов ±5"; 1-й ±10" и 2-й ±30". Измерительные плоскости угловых плиток, так же как и концевых мер, обладают способностью притираться («слипаться») ♦ Отклонения их от плоскостности не превышают 0,0003 мм.
Угловые плитки выпускаются наборами (93, 33, 24, 8, 7 шт.) с общим пределом измерений от 10 до 360°. Изготовляются также наборы, содержащие три призмы (шестигранную, восьмигранную и двенадцатигранную) для измерения углов с градациями 30, 45 и 60°. Для осуществления измерений угловыми плитками из них составляют блоки с помощью комплекта принадлежностей, состоя*
V
щего из односторонних и двусторонних державок, лекальной линейки, державки к линейке, отвертки и клиновых штифтов. Проверка углов угловыми плитками производится на просвет. При хорошей освещенности погрешность при измерении углов плитками обычно не превышает 15".
Щупы. Для определения величины зазоров применяют щупы (рис. 4.38, £), которые обеспечивают точность измерения 0,01 мм. Согласно ГОСТ 882—75 щупы изготовляют двух классов точности (с отклонениями от 4-5 до +15 мкм для 1-го класса и от +8 до +25 мкм — для 2-го) и выпускаются в семи наборах. Например, в набор № 1 входят следующие номинальные размеры пластин; 0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1 мм.
Штриховые инструменты (рис. 4.39) характеризуются наличием ряда прямых штрихов, нанесенных на плоскости через определенные расстояния один от другого, и могут воспроизводить любое кратное или дробное значение единицы измерения.
Образцовый штриховой метр (рис. 4.39, а) предназначен для проверки шкальных инструментов. По реборде перемещаются два движка с лупами 7-кратного увеличения для повышения точности отсчета по шкалам. Деления нанесены с одной стороны через 1 мм, а с другой —через 0,2 мм. В реборду вмонтирован термометр. Пределы измерения — 1000 мм при точности до 0,1 мм.
![]()
 измерять длину кривой, например, дуги. Штрихи на линейках (рис. 4.39, б) нанесены через 1 мм с точностью от ±0,1 до ±0,2 мм в зависимости от длины линейки. Линейки выпускаются с пределами измерения от 100 до 1000 мм. Точность измерения —• 0,25...0,5 мм.
измерять длину кривой, например, дуги. Штрихи на линейках (рис. 4.39, б) нанесены через 1 мм с точностью от ±0,1 до ±0,2 мм в зависимости от длины линейки. Линейки выпускаются с пределами измерения от 100 до 1000 мм. Точность измерения —• 0,25...0,5 мм.
г) |
|
 Рулетка (рис. 4.39, в) и складной метр (рис. 4.39, д) предназначены для грубых измерений. Рулетка состоит из стальной или матерчатой ленты, помещенной в футляр. Деления нанесены через 1 мм на лентах длиной до 2 м или через 1 см на более длинных. Метр состоит из нескольких одинакового размера звеньев, соединенных шарнирно. Цена деления — 1 мм, длина звена — 100 мм.
Рулетка (рис. 4.39, в) и складной метр (рис. 4.39, д) предназначены для грубых измерений. Рулетка состоит из стальной или матерчатой ленты, помещенной в футляр. Деления нанесены через 1 мм на лентах длиной до 2 м или через 1 см на более длинных. Метр состоит из нескольких одинакового размера звеньев, соединенных шарнирно. Цена деления — 1 мм, длина звена — 100 мм.
ж) |
Рулетки позволяют вести замеры в пределах от 1000 до 50 000 мм, а складные метры— от 1000 до 2000 мм при точности измерения до 1 мм.
Ленточный метр (рис. 4.39, г) является разновидностью рулегки.
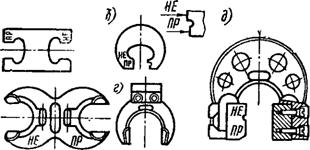
Рис. 4.40. Калибры для контроля отверстий: а — пробка односторонняя; б — пробка двусторонняя с цилиндрическими вставками; в — пробка двусторонняя со вставками; в — пробка с насадками; д — пробка листовая; е — штихмас; щ — схема контроля отверстия пробки |
Калибры—бесшкальные контрольные инструменты, воспроизводящие одно или два предельных значения проверяемого размера и служащие для контроля размеров деталей и взаимного расположения поверхностей (табл. 4.39). По технологическому назначению калибры подразделяют на рабочие (для проверки размеров деталей на рабочем
месте), приемные (используются работниками ОТК и заказчиками) и контрольные (для контроля самих калибров).
Калибры для проверки отверстий могут быть различных конструкций (рис. 4.40).
Калибры-пробки односторонние имеют только
одну проходную или непроходную сторону. У двусторонних калибров-пробок две стороны: одна проходная, а другая непроходная. Калибры-пробки предназначены для измерений отверстии диаметрами до 100 мм.
Пробки листовые односторонние и двусторонние имеют предельные размеры от 18 до 300 мм.
У штихмасов и нутромеров сферических (рис. 4.40, е) предельные размеры составляют от 01.01.01 мм.
Деталь считается годной, если проходная сторона калибра под легким давлением входит в деталь. Непроходная сторона калибра

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 |
