
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Шлифовальный материал | Область применения |
Карбид кремния эеленый 63С, 64С | То же, чистовое шлифование, заточка твердосплавного инструмента, хонингование и суперфиниширование. Доводка пастами и суспензиями сталей, цветных металлов и сплавов кремния, твердых сплавов |
Кубический нитрид бора (эльбор) ло, лп | Шлифование труднообрабатываемых сталей, резьбошлифование, зубошлифование. Заточка инструментов из быстрорежущих сталей, Вну-треннеее прецизионное шлифование, доводка, полирование и суперфиниширование закаленной стали |
Алмаз А, АСО, АСР, АСВ, АСК, АСС | Шлифование твердых сплавов, заточка и доводка твердосплавного режущего инструмента. Хонингование и суперфиниширование. Доводка пастами и суспензиями твердых сплавов, закаленных сталей, керамики, ситал-ла, подложек из кремния, сапфира, кварца, арсенида галлия и других монокристаллов |
Таблица 4.33. Степень твердости абразивного инструмента |
| |
Степень твердости | Область применения |
|
Ml, М2, МЗ, СМ1, СМ2 (мягкие и средне-мягкие) | Плоское шлифование торцам круга (на бакелитовой связке), периферией круга (на керамической связке). Шлифование и заточка инструмента из твердых сплавов, минералокерамики, закаленных углеродистых и легированных сталей. Тонкое шлифование, резьбошлифование, зубошлифование, суперфиниширование. Шлифование цветных металлов и сплавов |
|
СМ2, CI, С2 (средне-мягкие и средние) | Чистовое шлифование (круглое, плоское, внутреннее, бесцентровое) загото« вок из закаленной стали. Шлифование резьб с крупным шагом. Обдирочное шлифование торцем круга |
|
С2, СТ1, СТЗ (средние и среднетвердые) | Шлифование (круглое, бесцентровое, профильное, резьбошлифовальное) неза« каленных углеродистых и легированных сталей и сплавов и других вязких материалов. Плоское шлифование сегментами. Хонингование |
|
| Область применения | |
СТ2, СТЗ, Т1.Т2 (сред-нетвердые и твердые) | Обдирочное шлифование, шлифование фасонных профилей, прерывистых поверхностей, отрезные работы, зачистка поковок и литья. Ведущие круги для бесцентрового шлифования, хонингова-ние закаленных сталей | |
ВТ1, ВТ2, ЧТ1, ЧТ2 (весьма твердые и чрезвычайно твердые) | Силовое и обдирочное шлифование, правка абразивных кругов методом обкатки и шлифования. Шлифование заготовок с малым припуском (детали часовых механизмов), шлифование шариков для подшипников | |
Металлическая, | Для алмазного инструмента различного на- |
органическая, | значения |
керамическая |
12 п. П. Серебреницкий
4.3. вспомогательный инструмент
Вспомогательный инструмент подразделяется на ряд подгрупп (табл. 4.36). Обозначают его так же, как и режущий, двумя четы* рехзначными индексами. Например, державка суппортная отогнутая левая для стержневого резца сечением 10x10 мм обозначается так: державка 6701—0004 ГОСТ 13065—67.
Конструкции вспомогательного инструмента разнообразны. Он используется при работе практически на всех станках. На токарных станках —это различные державки для крепления резцов, втулки, патроны (рис. 4.28, 4.29). В револьверных головках токарно-револь*
верных станков режущий инструмент крепят с использованием стоек, патронов, втулок и т. д. На станках сверлильной группы с помощью втулок, патронов, державок крепят сверла, зенкера, зенковки, развертки, метчики (рис. 4.30, 4.31) и т. д. Крепление фрез на фрезерных станках практически невозможно без соответствующих оправок, втулок и т. п. (рис. 4.32).
Вспомогательный инструмент подбирается к станку по уже выбранному режущему инструменту для данного перехода операции технологического процесса. Вспомогательный инструмент должен иметь, с одной стороны, установочные поверхности и элементы крепления, соответствующие режущему инструменту, а с другой — поверхности установки и элементы крепления, соответствующие по-< садочным местам станка, В связи с этим при его выборе необходимо:
четко определить конструкцию режущего инструмента, форму и конструктивные особенности его установочных поверхностей и эле* ментов крепления;
установить вид и характер посадочного места данного станка, форму установочных поверхностей, особенности элементов и тре« буемый характер крепления;
 |
 |
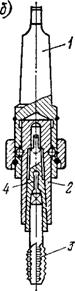
Рис. 4.30. Крепление метчиков в быстросменном патроне: а — в переходной втулке; б — с по« мощью разрезной втулки; / — пат* рон; 2 — втулка переходная; 3—• метчик; 4 — втулка разрезная
Рис. 4.31. Плавающий патрон для крепления разверток с цилиндрическим хвостовиком:
/ — корпус; 2 — пружина; 3 — ша« рики; 4, 8 — гайки; 5 —шайба; 6 — поводок; 7 — втулка
сравнить соответствующие данные установочных поверхностей и элементов крепления режущего инструмента и посадочного места станка;
подобрать по соответствующим ГОСТам или нормалям (или спроектировать) вспомогательный инструмент, который по своим данным соответствовал бы и режущему инструменту, и станку, т. е. явился бы согласующим промежуточным звеном между ними;
проверить соответствие выбранного вспомогательного инстру^ мента характеру выполняемого перехода операции технологического процесса.
Данные о выбранном вспомогательном инструменте записываются в соответствующих графах карт технологического процесса рядом с данными о режущем инструменте в соответствии с приняв тыми обозначениями.
 |  |
Рис. 4.32. Крепление торцевых фрез на оправке с торцевым пазом
с— схема; б — элементы; / — шомпол; 2 —гайка; 3 — шпиндель станка; 4 — оправка; 5— шпонка на торце шпинделя; 6 — шайба; 7 — винт; 8 — переходное кольцо; 9-* фреза
1 Индекс разновидности инструмента по принятой классификации.
2 Индекс вида.
Наименование | Индекс 1 | Наименование | Индекс1 |
Патроны для концевого насадного инструмента Жесткие кулачковые То же, с втулками | 615 2 6150— 6151— | Перемещающиеся качающиеся То же, плавающие То же, самоустанавливающиеся | 6155— 6156— 6157— |
Оправки для фрез Хвостовые, с конусом Морзе То же, с конусом 7 : 24 Двухопорные, с конусом Морзе То же, с конусом 7 : 24 | 6222 6220— 6222— 6224— 6225- | Оправки для насадных зенкеров, разверток и зенковок Без направляющих, с конусным хвостовиком То же, с цилиндрическим хвостовиком С направляющими, с одним направлением То же, с двумя направлениями | 6232 6230-6232— 6235— 6236— |
Державки для резцов Прямоугольных прямых Прямоугольных отогнутых | 670 2 6700— 6701— | Призматических (тангенциальных) Круглого сечения | 6703— 6708— |
4.4. приспособления
Приспособления наиболее часто классифицируют по двум признакам: по группам станков и по степени специализации. Наиболее характерными и распространенными являются приспособления для Токарных, револьверных, круглошлифовальных, сверлильных, расточных, фрезерных, протяжных и зубообрабатывающих станков.
По степени специализации приспособления можно разделить на пять групп: универсально-безналадочные (УБП), универсально-наладочные (УНП), универсально-сборные (УСП) и сборно-разборные (СРП), специализированные наладочные (СНП) и специальные приспособления.
В практике широко используются приспособления всех групп. Универсально-безналадочные приспособления применяются при обработке различных деталей и в ряде случаев на различных станках. Перед использованием приспособления не требуют доработки и укомплектования. К подобным приспособлениям относятся различные патроны (рис. 4.33...4.35), тиски (рис. 4.36), поворотные столы, делительные устройства, центры и оправки. Многие из них стандартизованы (табл. 4.37, 4.38). Многие детали приспособлений УСП также стандартизованы. Эти приспособления собираются для каждой данной операции и детали из отдельных элементов. По истечении надобности в таком приспособлении оно разбирается на составные детали и узлы, которые могут быть использованы для компоновки другого приспособления (рис. 4.37).
Специальные и специализированные приспособления служат для обработки данной детали (группы типовых деталей) на определенной операции. Разработка и изготовление подобных приспособлений требуют соответствующих навыков [14],

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 |
