

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для увеличения тягового усилия на приводном барабане конвейер может быть оборудован также устройством 10 для прижатия ленты к барабану, позволяющим дополнительно уменьшить усилие натяжения ленты и снизить требования к ее прочности.
Рис. 7.3. Принципиальная схема конвейера с подвесной лентой
7.3.2 Определение производительности конвейеров
Техническая производительность ленточных конвейеров с плоской лентой для сыпучих и кусковых грузов определяется по формуле (т/ч):
 ,
,
где ![]() – ширина ленты, м;
– ширина ленты, м;
 – ширина поверхности ленты, перемещающей груз, с учетом свободного поля у бортов во избежание просыпания груза, м;
– ширина поверхности ленты, перемещающей груз, с учетом свободного поля у бортов во избежание просыпания груза, м;
![]() – скорость движения конвейерной ленты, м/с;
– скорость движения конвейерной ленты, м/с;
![]() – угол естественного откоса груза в движении, град (0,4–0,6 угла естественного откоса в покое).
– угол естественного откоса груза в движении, град (0,4–0,6 угла естественного откоса в покое).
Техническая производительность конвейера с желобчатой лентой (т/ч)
 ,
,
где ![]() – коэффициент, зависящий от формы сечения груза на полотне конвейера;
– коэффициент, зависящий от формы сечения груза на полотне конвейера;
![]() – плотность груза, т/м3.
– плотность груза, т/м3.
При угле естественного откоса груза в движении и угле наклона трехроликовой опоры 20°, 30° и 36° значения коэффициента соответственно равны 470–550, 550–625 и 585–655.
Техническая производительность наклонных ленточных конвейеров по сравнению с горизонтальными уменьшается в зависимости от угла наклона ленты к горизонту:
Угол наклона ленточного конвейера, град.................10 15 20 25 30
Уменьшение производительности
по отношению к производительности
горизонтального конвейера, %.................................. 5 10 17 23 43
7.3.3 Конвейеры с цепным тяговым органом
К конвейерам с цепным тяговым органом относятся пластинчатые, скребковые и подвесные. Назначение цепей в этих конвейерах – передача движения от приводных звездочек грузонесущему органу.
Пластинчатые конвейеры (рис. 7.4) служат для перемещения тяжелых штучных грузов, крупнокусковых материалов и особенно острокромчатых, а также грузов, нагретых до высокой температуры. В качестве несущего органа служит настил из лотков или пластин (металлических или деревянных), соединенных цепью.
Производительность пластинчатых конвейеров – 2000 т/ч, скорость тягового элемента до 1 м/с, ширина настила 400–1 600 мм.
Пластинчатые конвейеры выполняются в основном как стационарные устройства и очень редко как передвижные.
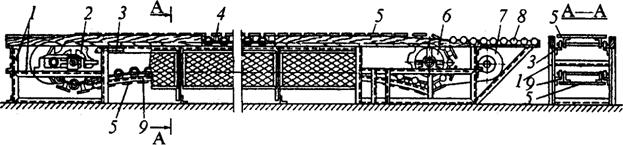
Рис. 7.4. Стационарный пластинчатый конвейер:
1 – рама; 2 – натяжные звездочки; 3 – направляющие рабочей ветви цепи; 4 – цепь; 5 – пластины; 6 – приводные звездочки; 7 – электропривод; 8 – роликовый стол; 9 – направляющие цепи холостой ветви
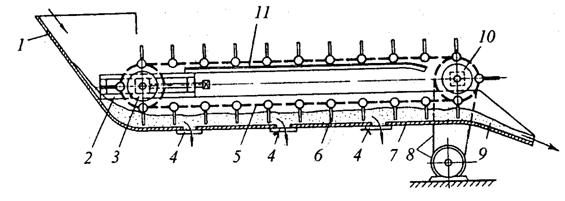
Рис. 7.5. Скребковый конвейер:
1 – загрузочное устройство; 2 – натяжное устройство; 3 – натяжная звездочка; 4 – отверстия для выгрузки по длине желоба; 5 – цепь; 6 – скребок; 7 – желоб; 8 – электродвигатель; 9 – выгрузочный лоток в конце конвейера; 10 – приводная звездочка; 11 – направляющие шины
Скребковый конвейер (рис. 7.5) применяется для перемещения различных пылевидных, зернистых и кусковых грузов. В этих конвейерах груз перемещается по неподвижному желобу при помощи скребков, закрепленных на движущейся цепи. Скребковые конвейеры часто применяют в качестве питателей в погрузочно-разгрузочных машинах.
Производительность скребковых конвейеров 50–350 т/ч, скорость 0,16–1 м/с, ширина скребков 200–1200 мм, высота 100–400 мм.
Рабочей ветвью скребкового конвейера могут быть как нижняя, так и верхняя ветви. Имеются конвейеры, у которых и нижняя, и верхняя ветви рабочие, перемещающиеся по самостоятельным желобам. Разновидность скребковых представляют конвейеры с погрузочными скребками, в которых желоб разделен на две части (одна для рабочей ветви, а другая для холостой). Груз заполняет сплошной массой все сечение рабочей ветви желоба или большую ее часть.
На складах многоярусного хранения грузов промышленных предприятий находят применение цепные подвесные конвейеры.
Техническая производительность пластинчатых конвейеров с плоской поверхностью настила с учетом заполнения несущей поверхности по ширине, равной 0,85В, (т/ч):
 .
.
Техническая производительность скребкового конвейера (т/ч)
 ,
,
где ![]() – ширина скребка, м;
– ширина скребка, м;
![]() – коэффициент заполнения желоба
– коэффициент заполнения желоба ![]() =0,5–0,8, при легко сыпучих мелких грузах принимают меньшие значения;
=0,5–0,8, при легко сыпучих мелких грузах принимают меньшие значения;
![]() – скорость движения конвейера (скребка), м/с;
– скорость движения конвейера (скребка), м/с;
![]() – угол естественного откоса груза в движении, град;
– угол естественного откоса груза в движении, град;
![]() – плотность груза, т/м3.
– плотность груза, т/м3.
Производительность наклонных пластинчатых и скребковых конвейеров меньше горизонтальных и зависит от угла наклона.
7.3.4 Винтовые и инерционные конвейеры
Винтовые конвейеры (рис. 7.6) применяют при транспортировании в горизонтальном и наклонном направлениях (под углом до 20°) сухих сыпучих материалов (цемента, извести, песка, минеральных удобрений и др.). Рабочим органом у них служит винт (шнек), сплошной, ленточный или лопастный, установленный в металлическом желобе. Сверху желоб накрыт крышкой, к которой прикреплены подшипники, служащие опорами для вала шнека. Загрузочные и разгрузочные патрубки могут быть расположены в любом месте конвейера. При сообщении вращательного движения винту его лопасти перемещают насыпанный в желобе груз.
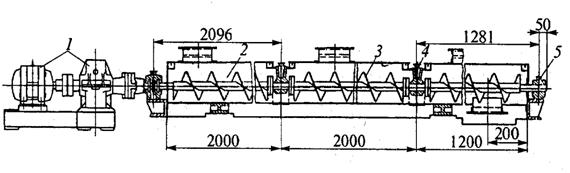
Рис. 7.6. Винтовой конвейер:
1 – приводная станция; 2 – желоб; 3 – винт (шнек); 4 – подвесной подшипник; 5 – концевой подшипник.
Инерционные и вибрационные конвейеры применяются для перемещения сильно пылящих, абразивных грузов, металлической стружки, мелкого литья и других грузов.
Инерционный качающийся конвейер (рис. 7.7) состоит из стального желоба 1, совершающего колебательные движения на упругих стойках 2 под действием кривошипного механизма 3, приводимого в движение от электродвигателя.
Груз перемещается под действием сил инерции, появляющихся в результате колебательных движений желоба.
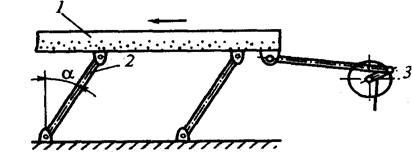
Рис. 7.7. Схема инерционного конвейера
Вибрационные конвейеры бывают однотрубные (рис. 7.8) и двухтрубные. Транспортирующая труба 1 соединена с опорой рессорными подвесками 2 и приводится в колебательное движение приводом 3. Для удобства изготовления, перевозки и монтажа вибрационный конвейер обычно расчленяют на отдельные секции длиной до 4 м. Трубы могут быть изготовлены из листового проката вальцеванием и сваркой. Подвеска их состоит из рессор, узлов крепления, коромысла, резиновых втулок, осей подвижных опор. Рессоры и резиновые втулки уравновешивают инерционные силы, возникающие при работе виброконвейера. Вибрационные конвейеры имеют существенные преимущества перед скребковыми и винтовыми. Прежде всего, они полностью герметизированы, что в значительной мере улучшает условия труда, а кроме того, просты по конструкции, надежны и безопасны в эксплуатации. Производительность их при транспортировании, например, песка, достигает 70 м3/ч. Амплитуда колебаний транспортирующих труб – 3 мм, частота – 850 в мин, угол вибрации 30°. Мощность электродвигателя для одной секции от 0,2 до 1,0 кВт. Внутренний диаметр труб от 162 до 416 мм.
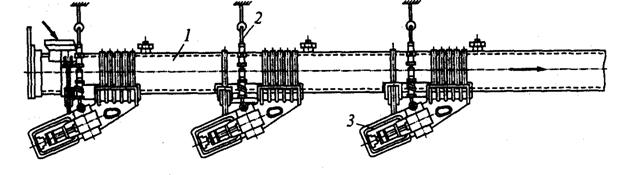
Рис. 7.8. Вибрационный конвейер
Техническая производительность винтовых конвейеров (т/ч)
 ,
,
где ![]() – диаметр винта, м;
– диаметр винта, м;
![]() – шаг винта, м;
– шаг винта, м;
![]() – частота вращения, об./мин.;
– частота вращения, об./мин.;
![]() – коэффициент заполнения желоба (
– коэффициент заполнения желоба (![]() принимают для тяжелых абразивных грузов 0,125–0,25, легких малоабразивных 0,32 и для легких неабразивных 0,4);
принимают для тяжелых абразивных грузов 0,125–0,25, легких малоабразивных 0,32 и для легких неабразивных 0,4);
![]() – плотность груза, т/м3.
– плотность груза, т/м3.
Техническая производительность инерционных и вибрационных конвейеров (т/ч):
 ,
,
где ![]() – ширина рабочей поверхности конвейера, м;
– ширина рабочей поверхности конвейера, м;
![]() – высота слоя груза, м (50–100 мм);
– высота слоя груза, м (50–100 мм);

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 |
