
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В окончательном виде параметры режима закачки кислотного раствора для термохимической фазы процесса при указанных выше условиях могут быть представлены следующими данными
Общее количество 15%-ного раствора, м3 4
Полное время закачки, мин 25,3
Объем закачки, м3:
за первые 4 мин со скоростью 13,9 м3/ч 0,94
за последующие 4,1 мин со скоростью 11,7 м3/ч 0,81
за последующие 7 мин со скоростью 10,5 м3/ч 1,25
За последующие 6,6 мин со скоростью 6,7 м3/ч 0,75
за последние 3,6 мин со скоростью 4,2 м3/ч 0,25
В процессе закачки при указанных параметрах, как показывают практические термограммы, в действительности на забое скважины процесс протекает примерно на 20% быстрее, чем по расчету (табл. 3.5). Поэтому температура раствора получается выше расчетной, а содержание остаточной НС1 в кислотном растворе ниже 12%.
Для снижения температуры раствора следует повысить скорость закачки на 20% против расчетной. Тогда параметры режима закачки будут соответствовать приведенным в табл. 3.5.
Следует учитывать, что скорость растворения магния в солянокислотном растворе быстро уменьшается с повышением давления. Если скорость растворения при атмосферном давлении принять за 100%, то скорость растворения магния в 15 %-ной соляной кислоте с повышением давления будет иметь следующие значения.
Давление, МПа 0,5 1,0 1,5 2,0 3,0 6,0
Скорость реакции (15%-ной НС1), % от ее
значения при атмосферном давлении 80 62 47 36 21 6
Поэтому при термохимической фазе обработки надо следить за давлением нагнетания кислоты. Если давление увеличивается, то надо соответственно уменьшать скорость закачки. Так, например, пусть при замере уровня жидкости в затрубном пространстве установлено, что он соответствует 1 МПа давления на глубине реакционного наконечника. Тогда параметры рассмотренного режима (cм табл. 3.5) изменяется следующим образом (табл. 3.6).
Таблица 3.6
Интервал закачки | Время закачки, мин | Объем закачиваемого раствора, м3 | Скорость закачки, м3/ч |
I | 3,2 | 0,94 | 16,7 |
II | 3,3 | 0,81 | 14,0 |
III | 5,6 | 1,25 | 12,6 |
IV | 5,3 | 0,75 | 8,0 |
V | 2,9 | 0,25 | 5,0 |
Всего | 20,3 | 4 | - |
Чтобы избежать во время термохимической обработки возникновения высоких давлений в затрубном пространстве, уменьшающих скорость реакции, следует держать открытым затрубное пространство и исключить предварительную подкачку нефти.
На второй фазе обработки вслед за нагретой кислотой закачивают 4 м3 кислоты 12%-ной концентрации. Растворяющая способность нагретого раствора в 3—4 раза выше, чем раствора, закачиваемого в скважину при нормальной температуре Т=20°С, Поэтому закачку кислоты в скважину как на первой термохимической фазе, так и на последующей обычной фазе кислотной обработки надо вести без перерыва. Осваивать скважину после обработки необходимо также возможно быстрее, пока не снизилась температура жидкости на забое.
Количество продавочной нефти берут в объеме промывочных труб (d=0,05 м) плюс объем забоя скважины (считая по диаметру долота dдол=0,25 м) в пределах обрабатываемого интервала (10 м):
![]()
Таблица 3.7
Измененные параметры режима закачки с учетом повышения давления на 1 МПа
Интервал закачки | Время закачки, мин | Объем закачиваемого раствора, м3 | Скорость закачки, м3/ч |
I | 3,2:0,62=5,3 | 0,94 | 16,7·0,62=5,3 |
II | 3,3:0,62=5,3 | 0,81 | 14,0·0,62=8,7 |
III | 5,6:0,62=9,0 | 1,25 | 12,6·0,62=7,8 |
IV | 5,3:0,62=8,5 | 0,75 | 8,0·0,62=5,0 |
V | 2,9:0,62=4,7 | 0,25 | 5,0·0,62=3,3 |
Всего | 32,8 | 4 |
Таблица 3.8
Концентрация разбавленной кислоты, % | Концентрация товарной кислоты, % | ||||||
31 | 30 | 29 | 28 | 27 | 26 | 25 | |
8 9 10 11 12 13 14 15 | 4,325 3,820 3,420 3,100 2,825 2,600 2,400 2,230 | 4,160 3,680 3,295 2,980 2,720 2,500 2,310 2,145 | 4,000 3,540 3,173 2,870 2,615 2,408 2,227 2,067 | 3,847 3,400 3,047 2,755 2,514 2,312 2,135 1,983 | 3,690 3,260 2,920 2,645 2,412 2,217 2,048 1,903 | 3,357 3,130 2,800 2,535 2,310 2,125 1,964 1,824 | 3.392 3,000 2,686 2,430 2.217 2,038 1,883 1,750 |
Количество концентрированной товарной соляной кислоты, содержащей 27,5% НСl, необходимой для приготовления 4 м3 15%-ной и 4 м3 12%-ной кислоты, найдем из соотношения:
Wk= W/a, (3.21),
где W — количество солянокислотного раствора, м3; а - переводной коэффициент (табл. 3.8).
Для 15%-ного раствора находим путем интерполяции а=1,943, а для 12 % - ного — а=2,463.
Следовательно, по формуле получим
![]()
Для предупреждения выпадения солей железа при нейтрализации соляной кислоты в породе добавляют к солянокислотному раствору техническую уксусную кислоту, методика расчета количества которой приведена в предыдущей задаче.
В качестве интенсификатора, понижающего поверхностное натяжение отреагировавшего солянокислотного раствора и способствующего лучшему удалению его из призабойной зоны, применяют 1%-ный препарат ДС (детергент).
В качестве ингибитора для термохимической обработки применяют ингибитор И-1-А с добавкой 0,05% уротропина.
На рис. 3.1 приведена номограмма определения повышения температуры tр 15%-ного кислотного раствора и его расхода при реакции с 1 кг магния для получения заданной остаточной концентрации (х’р). Как правило, норма расхода кислотного раствора повышенной температуры vp составляет 0,8 м3 на один метр толщины обрабатываемого пласта.
Задача. Рассчитать количество магния для проведения термокислотной обработки пласта толщиной 7,8 м. Использовать кислотный раствор концентрацией 15 %. Температуру раствора в интервале обработки повысить до 70 ?С.
Решение. Вычисляем объем кислотного раствора по формуле: (3.7)
Vp= 0 8 *7,8 = 6,24 м3.
На рис. 3.1 откладываем заданную температуру 70 °С и проводим горизонталь до пересечения с линией 1 (точка А). Из точки А проводим вертикаль до пересечения с линией 2 (точка Б). По правой шкале находим расход 15%-ного раствора соляной кислоты на 1 кг магния vр. В данном случае vp = 0,087 м3/кг.
Зная общий объем кислотного раствора Vр и норму расхода vp, рассчитываем потребное количество магния Qм по формуле (3.18)
Qм=Vр/vр (2.22)
или
Qм = 6,24/0,087 = 71,7 кг.
Таким образом, потребное количество магния составляет 71,7 кг.
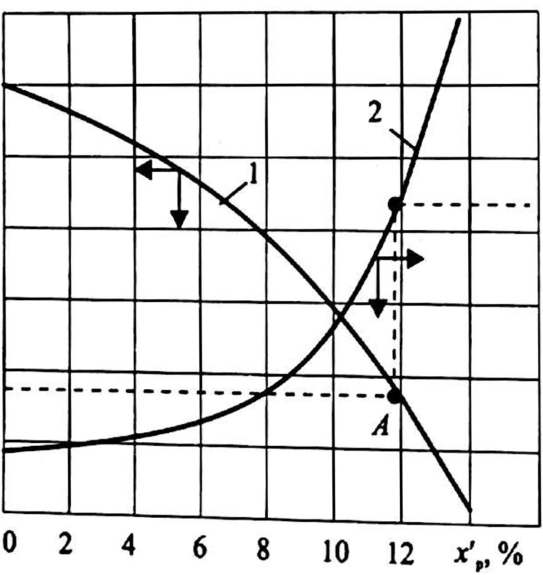
Рис. 3.1 Номограмма для определения повышения температуры кислотного раствора и нормы расхода 15%-ной кислоты на 1 кг магния
Как видно из рис. 3.1, остаточная концентрация прореагировавшего кислотного раствора составляет х’р=11,7 %.
Задача. Определить основные характеристики термокислотной обработки карбонатного пласта толщиной 4,6 м, если для ее проведения имеется 44 кг магния.
Решение. Принимаем норму расхода 15%-ного раствора кислоты 0,8 м на один метр толщины пласта. Объем кислотного раствора Vp=0.8*4.6=3.68 м3.
По формуле (3.18) рассчитываем норму расхода vp=3.68/44=0.0836 м3/кг
По рис. 3.1 для vp = 0,0836 определяем остаточную концентрацию кислотного раствора х’р = 11,6%, максимальную температуру раствора tр=74 ?С.
Задача. Определить максимальную температуру и остаточную концентрацию раствора при термокислотной обработке, если норма расхода 15%-ного раствора соляной кислоты vp = 0,03 м3/кг.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 |
