Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Ступенчатая разделка жил по повивам (рис. 4.17) приведена ниже:
Сечение жил, мм2: 16-35 50-95 120-240
Количество ступеней: 1 2 3
Длина участка жилы, очищенной от изоляции, мм2: 50 60 70.
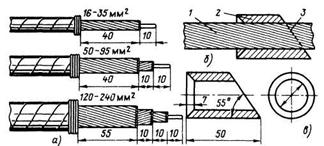
Рис. 4.17. Подготовка алюминиевых многопроволочных жил под пайку: а - ступенчатая разделка жил по повивам; б - разделка жилы под углом; в - шаблон для оформления концов жил; l - жила; 2 - шаблон; 3 - линия среза жилы.
Для соединения в гильзах или в стальных разъемных формах концы жил облуживают припоем марки А методом натирания, а затем оловянно-свинцовым (рис. 4.18). Края изоляции обматывают асбестовым шнуром для защиты ее от обугливания. Перед пайкой рекомендуется устанавливать защитные экраны и подматывать асбестовый шнур. Пайку выполняют методом сплавления припоя в гильзу или форму, нагревая их пламенем горелки. Стальной мешалкой перемешивают припой и удаляют шлаки.
Пайка методом полива предварительно разогретого припоя в чугунных тиглях осуществляется в стальных разъемных формах. Тигель с расплавленным припоем ЦО-12 располагается вблизи пайки. Лоток из стали прикрепляется к жилам и опускается на край тигля, с тем чтобы в результате полива металлической ложкой припой после прогрева стальной формы сливался в тигель. В результате жилы разогреваются до температуры 500-550°С и размягчаются (рис. 4.19).
Одновременно с размягчением торцов жил, срезанных под углом 55,° с них снимается скребком пленка окиси. Тигель с количеством припоя 7-8 кг разогревают перед пайкой каждой жилы, так как он быстро остывает. При количестве припоя в тигле до 15-18 кг разогрев производят 1 раз. Алюминиевые жилы со срезом под углом 55° располагают в формах на расстоянии 2 мм друг от друга для снятия пленки окиси со всей поверхности косого среза, благодаря чему увеличивается площадь пайки и повышается ее качество.
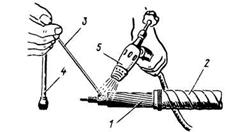
Рис. 4.18. Облуживание жилы припоем: 1 - алюминиевая многопроволочная жила со ступенчатой разделкой; 2 - изоляция; 3 - палочка припоя; 4 - металлическая кисточка; .5 – горелка.
Для соединения алюминиевых жил с медными применяют или медные облуженные гильзы, или стальные разъемные формы. Алюминиевые жилы предварительно облуживают припоем марки «А», а затем оловянно-свинцовым. Таким же припоем выполняется и пайка. При пайке припоем ЦО-12 в стальных формах медная жила предварительно облуживается оловянно-свинцовым припоем, алюминиевая жила обрезается под углом 55° (см. рис. 4.17).
Для оконцевания медных и алюминиевых жил применяют медные облуженные наконечники типа П. Изоляцию с жил снимают на длину цилиндрической части наконечника плюс 10 мм. Многопроволочные секторные жилы скругляют универсальными плоскогубцами, а одноироволочные - прессом или клещами для скругления. На медные жилы надевают наконечник, уплотняют асбестовым шнуром, вводят флюс и прогревают наконечник пламенем горелки. Затем оловянно-свинцовый припой вводят в разогретый наконечник. Припой, расплавляясь, заполняет все пространства между проволоками жилы и наконечником.

Рис. 4.19. Соединение жил пайки поливом расплавленного припоя:
1 - ложка паяльная; 2 - форма; 3 - лоток; 4 - тигель; 5 – скребок.
Таблица 4.97. Выбор типа соединительных и концевых муфт наружной установки.
Наименование и тип муфты | Напряжение кабеля, кВ | Изоляция кабеля | Указания по применению |
Соединительные муфты | |||
Чугунная СЧ | 1 | Бумажная Пластмассовая | Следует применять Допускается |
Чугунная СЧм (малогабаритная) | 1 | Бумажная Пластмассовая | Следует применять Допускается |
Свинцовая СС | 6-10 | Бумажная | Следует применять |
Эпоксидная СЭс (в съемной форме) | 1 | Бумажная Пластмассовая | То же Допускается |
Эпоксидная СЭпу (с поперечным разъемом) | 1-10 | Бумажная | Следует применять |
1 | Пластмассовая | Допускается | |
Эпоксидная СЭв (с вертикальным разъемом) | 1-10 | Бумажная | Следует применять |
1 | Пластмассовая | Допускается | |
С самосклеивающимися лентами | 1-6 | Пластмассовая | Следует применять |
ПСсл | 10 | Пластмассовая | Рекомендуется |
Концевые муфты | |||
Мачтовая 3КМ; 4КМ | 1 | Бумажная | Следует применять |
Мачтовая ЗПКМЧ; 4ПКМЧ | 1 | Пластмассовая | Допускается |
Эластомерная ПКНР | 1-10 | Пластмассовая | Рекомендуется |
Эпоксидная КНЭ | 1-10 | Бумажная | Следует применять |
Мачтовая КМ | 6-10 | Бумажная | То же |
Муфта типа КН | 6-10 | Бумажная | » |
Таблица 4.98. Выбор типа концевых заделок внутренней установки для кабелей c бумажной изоляцией.
Тип заделки | Указания по применению в помещениях | Примечания | ||||||
сухих | сырых | жарких, сухих | с проводящей пылью | с химически активной средой | пожароопасных | |||
Эпоксидная с термо-усаживае-мыми трубками КВЭтв | Следует применять | Следует применять | Допускается | Рекомендуется | Рекомендуется | Рекомендуется | Рекомендуется | Во влажных и сырых помещениях под трубки дополнительно подматываются самосклеивающиеся ленты |
Эпоксидная с найри-товыми трубками КВЭн | Рекомендуется | Рекомендуется | То же | То же | То же | То же | То же | Простота монтажа. Широко применяется при монтаже |
Эпоксидная с крем-нийорга-нически-ми трубками КВЭк | То же | То же | То же | То же | То же | То же | То же | Простота монтажа. Дефицитность трубок ограничивает широкое применение |
Эпоксидная с трехслойными трубками КВЭт | » | Следует применять | Рекомендуется | » | » | » | Допускается | То же |
Эпоксидная с переходом на жилы кабеля с пластмассовой изоляцией КВЭп | Допускается | Рекомендуется | Следует применять | Допускается | Рекомендуется | Рекомендуется | Допускается | Сложность монтажа и дефицитность материалов ограничивают применение |
Сухая из самосклеивающихся лент КВcл | Рекомендуется | Не следует применять | Не следует применять | Рекомендуется | Не следует применять | То же | То же | Рекомендуется применять при разности уровней до 5 м; допускается до 10 м |
Свинцовая перчатка КВС | Допускается | Допускается | Допускается | Допускается | То же | Допускается | » | Сложность монтажа ограничивает применение |
Стальная воронка с битумной массой КВБ | То же | То же | То же | Не следует применять | » | То же | Не следует применять | Простота монтажа и недефицитность материалов |
Многопроволочные алюминиевые жилы перед пайкой облуживают натирочным припоем марки А, затем оловянно-свинцовым, и пайку выполняют так же, как медных жил. Второй способ пайки алюминиевых многопроволочных жил, который является основным для однопроволочных жил, заключается в следующем. Концы жил срезают под углом 55°, надевают наконечник на жилу, выполняют уплотнение снизу асбестовым шнуром для защиты бумажной изоляции от обугливания и от вытекания припоя во время пайки. Пайку выполняют припоем ЦО-12 без применения флюса. Наконечник прогревают пламенем горелки и в него вводят палочку припоя; расплавленный припой заполняет пустоты между проволоками и наконечником; под слоем расплавленного припоя скребком снимают пленку окиси, которая переходит в шлак.
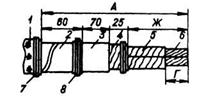
Рис. 4.20. Разделка кабеля с бумажной изоляцией для монтажа свинцовых муфт: 1 - наружный покров; 2 - броня; 3 - оболочка; 4 - поясная изоляция; 5 - изоляция жил; 6 - жила кабеля; 7, 8 - проволочные бандажи.
Выбор типа соединительных и концевых муфт наружной установки приведен в табл. 4.97 и 4.98.
Способ разделки кабеля с бумажной изоляцией для монтажа свинцовых муфт приведен на рис. 4.20, а технология выполнения разделки - в табл. 4.99.
Технология выполнения разделки концов кабелей с пластмассовой изоляцией приведена в табл. 4.100.
Данные для монтажа свинцовых соединительных муфт приведены в табл. 4.101, а технология монтажа - в табл. 4.102.
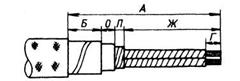
Разделка кабеля для монтажа чугунных соединительных муфт показана на рис. 4.21, а размеры муфт и технология их монтажа приведены в табл. 4.103 и 4.104.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)