
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
приварить к удаляемой карте стенки упоры и ограничители, чтобы не допустить ее падения при вырезке, а также скобы для строповки на кран;
вырезку дефектной зоны выполнять отдельными картами или целиком на всю высоту. При последовательной вырезке необходимо удалить дефектную зону на высоту двух поясов, смонтировать ремонтную карту М1 (рисунок 3.5.7), затем вырезать дефектную зону следующего пояса и вставить ремонтную карту М2. Аналогично производится вырезка дефектных зон и монтаж всех остальных ремонтных карт (М3…М10).
3.5.6.3 Монтаж ремонтных вставок выполнять следующим образом:
вырезать дефектную зону стенки строго по разметке. Обеспечить максимальную чистоту и точность резов и припуск на дальнейшую обработку кромок. Застропить карту на кран, освободить от ограничителей и упоров и демонтировать;
произвести разделку кромок под сварку. На вертикальных кромках выполнить двухсторонний симметричный скос под углом 22…25 град, а на горизонтальных – двухсторонний скос под углом 45…48 град. верхней кромки. Кромки обработать шлифмашинками до получения проектной разделки;
последовательно смонтировать и закрепить поперечными гребенками изнутри резервуара стыки листовых ремонтных вставок. Перед сваркой каждую листовую вставку закрепить косынками на горизонтальное ребро жесткости. Горизонтальные ребра жесткости устанавливать на расстоянии не более 250 мм от горизонтального сварного стыка между листовыми ремонтными вставками и закреплять косынками на вертикальных стойках. Добиться совпадения внутренней плоскости ремонтной вставки с плоскостью стенки. Смещение кромок не должно превышать 10 % толщины ремонтной вставки. При этом вертикальные образующие листовых вставок должны иметь наружный прогиб с общей стрелкой по высоте стенки 20…40 мм;
выполнить сварку в ремонтной зоне в соответствии с указаниями проекта ремонта и операционной технологической карты. Пример выполнения сварки листовых вставок стенки при замене монтажного стыка показан на рис. 3.5.7-3.5.10. Схема сварки вертикальных и горизонтальных швов листовых ремонтных вставок показана на рис. 3.5.11.
3.5.6.4 Для сварки листовых ремонтных вставок следует использовать механизированную (полуавтоматическую) сварку в углекислом газе или в смеси газов на основе аргона, или сварку порошковой проволокой в защитном газе.
3.5.6.5 После приемки сварных стыков по визуальному контролю выполнить дефектоскопию 100 % длины стыков листовых вставок.
3.5.6.6 Удалить технологическую оснастку из зон ремонта. Места приварки приспособлений зашлифовать и проконтролировать цветной дефектоскопией.
3.5.7 Технология выполнения сварочных работ при замене патрубков стенки
3.5.7.1 Заменяемые при ремонте патрубки и люки должны удаляться вырезкой части стенки вместе с патрубком или люком и усиливающим накладным листом. Размеры участка стенки, подлежащего вырезке и замене, определяются проектом ремонта. До выполнения этих операций вокруг ремонтной зоны должна быть смонтирована рама жесткости, предохраняющая стенку от потери геометрической формы.
3.5.7.2 Выполнить разметку зоны стенки, вырезаемой вместе с дефектным патрубком или люком. Вертикальные соединения листовых вставок с патрубками или люками должны располагаться на расстоянии не менее 100 мм от стыков окраек днища.
3.5.7.3 Вырезку участка стенки с патрубком или люком выполнять газокислородной резкой по направляющим, с целью обеспечения требуемой точности и чистоты реза. Для уменьшения деформаций резку выполнять с перемычками длиной до 50 мм с шагом 500 мм. По одной из кромок следует оставлять технологический припуск, удаляемый при непосредственной подгонке и сборке вставки стенки с патрубком или люком.
3.5.7.4 Конструкция нового патрубка или люка и конструктивные элементы усиливающих листов и сварных соединений, а также технология их изготовления должны соответствовать требованиям норм проектирования (РД16.01-60.30.00-КТН) и ПБ .
3.5.7.5 Заменяемый патрубок или люк-лаз должны быть вварены в листовую вставку стенки и проконтролированы до их монтажа в проектное положение. При этом сварочные работы ведутся в удобном пространственном положении с кантовкой узла. Требования к технологии сварки патрубков и люков изложены в части 1 настоящей Инструкции.
3.5.7.6 Смонтировать листовую вставку с вваренным патрубком или люком в проем стенки, выполнить ее раскрепление в соответствии с указаниями рис. 3.5.2 и сварку по схеме рис. 3.5.3 и 3.5.4.
3.5.7.7 Сварные швы между вставным листом и стенкой должны быть проконтролированы радиографическим или ультразвуковым методом по всей длине.
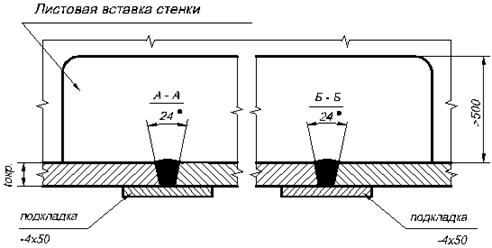
Рисунок 3.5.6 Схема вставки новых ремонтных деталей окрайки и стенки в сопряжении с днищем
Рисунок 3.5.7 Схема ремонта стенки рулонного резервуара в зоне монтажного стыка
Рисунок 3.5.8 Схема закрепления ремонтной зоны
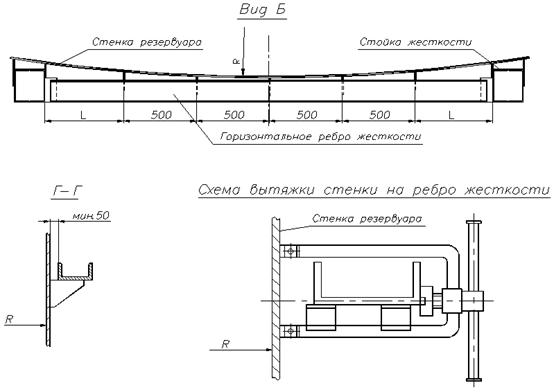
Рисунок 3.5.9 Схема вытяжки стенки рулонного резервуара на ребро жесткости
Рисунок 3.5.10 Последовательность выполнения сварных швов ремонтных вставок стенки при замене монтажного стыка рулонного резервуара
Рисунок 3.5.11 Схема сварки вертикальных и горизонтальных швов ремонтных вставок стенки рулонного резервуара
3.5.8 Технология ремонта при замене центральной части днища
3.5.8.1 Полная замена днища выполняется в случае поражения более чем 30 % всех листов днища коррозией на глубину более 50 % проектной толщины листов.
3.5.8.2 Для производства монтажных работ по замене центральной части днища в стенке резервуара предусматривается устройство монтажных проемов. Перед вырезкой монтажных проемов вокруг них должна быть смонтирована рама жесткости. Схема раскрепления стенки в зоне монтажного проема показана на рис. 3.5.12. Монтажные проемы вырезаются газокислородной резкой по предварительной разметке. Проемы следует вырезать в зонах вертикальных монтажных стыков стенки, имеющих дефекты и сварочные деформации, оставляя технологические припуски по правой и верхней кромкам.
3.5.8.3 Карты для заделки монтажных проемов следует изготавливать в соответствии с указаниями проекта.
3.5.8.4 Начиная от монтажных проемов по часовой стрелке смонтировать подкосы и закрепить на них оболочку стенки на высоте 600 мм от днища. Работы вести параллельно в двух-четырех зонах по периметру резервуара.
3.5.8.5 Новую центральную часть днища следует монтировать методом полистовой сборки с паркетной укладкой листов из стали, указанной в проекте ремонта. Все листы центральной части днища собираются по короткой стороне встык на остающейся подкладке, а по длинной – внахлестку. Все днище разбивается на четыре ремонтных сектора, в которых работы могут вестись параллельно.
3.5.8.6 Установка нового днища резервуара после удаления существующего должна выполняться после восстановления основания и обеспечения проектных геометрических характеристик (уклона, требуемой равномерности высотных отметок по всей площади основания).
Рисунок 3.5.12 Схема раскрепления монтажного проема
3.5.8.7 Полная замена днища при ремонте резервуара выполняется по технологии, аналогичной технологии монтажа и сварки днища при строительстве нового резервуара. Отличительной особенностью является то, что монтаж днища при ремонте должен выполняться через специально выполненные монтажные проемы в стенке. При полной замене днища последовательность монтажа, сборки и сварки листов днища и мероприятия по временной фиксации или усилению уторного узла должны быть разработаны в составе проекта производства работ.
3.5.8.8 Демонтаж старого днища вести в следующей последовательности:
отрезать центральную часть от окраечных листов;
распустить газовой резкой днище на карты, размеры которых указаны в проекте ремонта;
в зоне монтажного проема установить лебедку;
последовательно закрепляя струбцины к удаляемым листам старого днища, с помощью лебедки вытащить карты за пределы резервуара.
3.5.8.9 После демонтажа старого днища проверить состояние основания и, при необходимости, выполнить подсыпку и выравнивание гидрофобного слоя.
3.5.8.10 Монтаж и сварку листов нового днища выполнить в последовательности и в соответствии с указаниями проекта.
3.5.8.11 В процессе выполнения работ по монтажу нового днища следует принимать меры по уменьшению сварочных деформаций. Для этого следует использовать прижимные балки или блоки, установку гребенок, а также механизированные и автоматические способы сварки, обеспечивающие минимальное тепловложение.
3.5.8.12 В резервуарах с плавающей крышей или понтоном под опорные стойки и направляющие в соответствии с проектом должны быть установлены и обварены по контуру новые подкладные листы.
3.5.8.13 Заделка монтажных проемов выполняется после окончания всех работ внутри резервуара по замене части днища, монтажу и сварке окраечных листов, контролю качества сварных соединений и их приемке. При этом карта подгоняется к левой кромке проема, производится разметка фактического положения верхней и правой кромки вставки, а затем обрезаются технологические припуски, кромки зашлифовываются и производится сборка и закрепление стыков листовой вставки со стенкой по схеме, предусмотренной проектом ремонта.
3.5.9 Ремонт настила стационарных крыш
3.5.9.1 Основными дефектами, наиболее часто встречающимися в настилах крыш резервуаров, являются локальные коррозионные повреждения, дефекты сварных соединений, свищи, вмятины и общая коррозия настила.
3.5.9.2 Ремонт настила крыши резервуара осуществляют по следующим схемам:
полной или частичной заменой листов при сплошной коррозии;
устранением сквозных дефектов, нарушающих герметичность кровли, коррозионных дефектов основного металла глубиной более 0,5 проектной толщины листа и суммарной площадью менее 30 % от площади листа заменой дефектных участков (выборочный ремонт);
устранением поверхностных дефектов и локальных коррозионных повреждений электродуговой сваркой;
3.5.9.3 Локальные коррозионные повреждения настила крыш следует ремонтировать установкой и обваркой накладных листов (латочный ремонт).
3.5.9.4 сквозные дефекты сварных соединений, нарушающих герметичность настила, необходимо зачистить абразивным инструментом и заварить сваркой.
3.5.9.5 Монтаж нового настила крыши или частичная его замена должны выполняться в соответствии с проектом на ремонт, разработанным в соответствии с результатами технического диагностирования резервуара.
3.6 Ремонт дефектных участков сварных соединений
3.6.1 Критерии допустимости дефектов сварных соединений при ремонте резервуаров должны основываться на требованиях, предусмотренных Инструкцией по технологии неразрушающего контроля качества сварных соединений при строительстве и ремонте резервуаров.
3.6.2 Недопустимые дефекты, которые подлежат ремонту, должны быть удалены полностью с одновременным формированием разделки кромок для сварки. Удаление протяженных дефектных участков сварных швов следует выполнять воздушно-дуговой строжкой. Выборка локальных дефектов осуществляется шлифмашинкой.
3.6.3 Технология исправления дефектных участков сварных соединений зависит от типа дефекта, его размеров и расположения по толщине металла, а также марки стали.
3.6.4 Протяженные поверхностные дефекты следует удалить воздушно-дуговой строжкой, зачистить шлифмашинкой и заварить. Ремонт протяженных дефектных участков сварных швов следует выполнять механизированной сваркой в углекислом газе или порошковой проволокой. Ремонт локальных дефектных зон (длиной до 500 мм) может быть выполнен с удалением их шлифмашинкой и использованием ручной дуговой сварки.
3.6.5 На участках с протяженными внутренними дефектами произвести разделку кромок под сварку воздушно-дуговой строжкой. На вертикальных кромках выполнить двухсторонний симметричный скос под углом 22…25 град, а на горизонтальных – двухсторонний симметричный скос под углом 42…46 град. Кромки обработать шлифмашинками.
3.6.6 Закрепить поперечными гребенками стык в зоне ремонта и выполнить варку ремонтной зоны. Перед сваркой кромки сварных стыков должны быть нагреты до 100…120 град. Сварку каждого стыка следует выполнять без перерыва до полного окончания. Сварку следует выполнять обратно-ступенчатым способом с длиной ступени до 200…300 мм со смещением ступеней в слоях не менее 15 мм.
3.6.7 Дефектные участки горизонтальных сварных стыков отремонтировать по следующей схеме:
воздушно-дуговой строжкой полностью удалить металл сварного шва на длину дефектного участка плюс 50…100 мм в каждую сторону. Глубина выборки устанавливается по результатам ультразвукового контроля. Обработанную поверхность зашлифовать;
выполнить контроль поверхности дефектной зоны цветной дефектоскопией. Добиться полного удаления дефектов в зоне ремонта, после чего зачистить кромки от пенетрантов;
с целью уменьшения деформаций стенки в зоне ремонта закрепить кромки стыка установкой поперечных гребенок с противоположной стороны с шагом 300 мм. Размер гребенок 10 ´ 150 ´ 250 мм.
выполнить сварку дефектных участков от середины каждого участка к его краям обратноступенчатым способом в соответствии с указаниями технологической карты. В процессе сварки следует проводить визуальный контроль качества каждого прохода и своевременное удаление обнаруженных дефектов. После остывания металла зашлифовать поверхность сварных швов в зоне ремонта и удалить гребенки с зашлифовкой зон их приварки.
3.6.8 В сварных стыках, в которых требуется удаление всего сварного шва, ремонт следует выполнять по схеме, изложенной в п. 3.4.16 и сварке по технологии, указанной в технологической карте.
3.6.9 Все сварные стыки в ремонтных зонах принять по визуальному контролю с обеих сторон. В сварных стыках не допускаются наплывы, подрезы глубиной более 0,2 мм, резкие переходы от шва к основному металлу, чешуйчатость с выступами более 1 мм. Высота усиления не должна превышать 2,0 мм.
3.6.10 После приемки сварных стыков по визуальному контролю выполнить дефектоскопию 100 % длины стыков ремонтных зон. Обнаруженные дефекты устранить. Контроль сварных стыков выполнить не ранее, чем через 24 часа после окончания сварки соответствующего стыка.
3.6.11 Удалить технологическую оснастку из зон ремонта. Места приварки приспособлений зашлифовать и проконтролировать цветной дефектоскопией.
3.6.12 Ремонт сварных стыков с завышенной угловатостью. Зоны повышенной угловатости монтажных сварных стыков со стрелкой прогиба, превышающей требования проекта, следует исправить по следующей технологии:
со стороны выпуклости зоны стыка прострогать воздушно-дуговой строжкой сварной шов на глубину до 30…50 % толщины металла;
зачистить поверхность реза шлифмашинкой;
закрепить ремонтируемую зону монтажными скобами с клиньями и с помощью клиньев вывести зону стыка в проектное положение;
выполнить наплавку удаленных слоев металла шва;
в процессе остывания металла контролировать геометрию стыка и, при необходимости, выполнять его правку с помощью клиньев;
после исправления угловатости стыка и остывания металла удалить монтажную оснастку, а зоны приварок монтажных приспособлений зашлифовать.
3.6.13 Ремонт сварных швов с неправильной геометрией, грубой чешуйчатостью и другими внешними дефектами в облицовочных слоях шва выполняется следующим образом:
выполнить зашлифовку дефектной зоны шва с полным удалением дефекта,
в местах, где глубина выборки дефекта превышает допустимую, выполнить подварку. Ремонт облицовочного шва должен проводиться сваркой в углекислом газе или ручной дуговой сваркой электродами диаметром 2,5…3,2 мм;
режимы ручной дуговой сварки при ремонте облицовочных слоев шва приведены в таблице 3.6.1;
при ремонте сварного шва возбуждение дуги должно проводиться в пределах ширины ремонтируемого шва;
поверхностные дефекты по слоям шва в процессе ремонта должны удаляться шлифмашинкой;
после окончания сварки шлак с облицовочного слоя шва удаляется только после полного остывания шва.
Таблица 3.6.1 – Режимы ручной дуговой сварки при ремонте сварных швов с неправильной геометрией, грубой чешуйчатостью и другими поверхностными дефектами
Толщина стенки резервуара, мм | Сварочные слои | Диаметр электрода, мм | Сварочный ток, А |
До 10 вкл. | 1 | 2,5 | 70…90 |
2 | 3,2 | 90…100 | |
Более 10 | 1 | 3,0 | 80…90 |
2 | 3,2 | 90…110 |
3.6.14 Ремонт подрезов. Ремонт подрезов глубиной до 0,5 мм выполняется зашлифовкой с обеспечением плавного перехода от шва к основному металлу. Ремонт видимых местных и протяженных подрезов глубиной более 0,5 мм выполняется следующим образом:
в зоне подреза шлифмашинкой выполняется канавка глубиной 1…2 мм;
заварка подреза должна проводиться наложением ниточных швов в два слоя при сварке низколегированных высокопрочных сталей и в один слой – при сварке углеродистых сталей;
режимы сварки при ремонте недопустимых подрезов ручной дуговой сваркой приведены в таблице 3.6.2;
при исправлении локальных подрезов длина ниточного шва должна быть не менее 50 мм.
Таблица 3.6.2 – Режимы сварки при ремонте подрезов шва.
Номер слоя | Диаметр электрода, мм | Сварочный ток, А |
1 | 3,0 … 3,2 | 80 … 90 |
2 | 3,0 …3,2 | 90 … 100 |
3.7 Технология ремонта локальных коррозионных повреждений сваркой
3.7.1 Ремонт поверхностных дефектов металла стальных резервуаров электродуговой заваркой (наплавкой) выполняется для восстановления проектной толщины конструктивных элементов в локальных зонах коррозионных повреждений. Коррозионные повреждения делятся на локальные и сплошные. Локальное коррозионное повреждение – это один дефект диаметром не более 50 мм, расстояние от которого до ближайших дефектов превышает 50 мм. Сплошные коррозионные повреждения – это группа коррозионных повреждений, объединенных в единый дефект, если расстояние между соседними дефектами меньше 50 мм.
3.7.2 Площадь единичной зоны ремонта должна составлять не более 100 см2, а расстояние между ремонтными зонами – не менее 500 мм. В противном случае ремонт выполняется заменой поврежденных конструктивных элементов.
3.7.3 Зона ремонта должна быть зашлифована и проконтролирована на предмет отсутствия в остаточном слое металле других дефектов.
3.7.4 Ремонт металлоконструкций в зонах коррозионных повреждений способом заварки (наплавки) допускается производить при их глубине (с учетом глубины механической обработки) не более 50 % от толщины листа и при поражении коррозией до 10 % площади листа.
3.7.5 При выполнении ремонта заваркой должны быть выполнены следующие требования:
поверхность металла должна быть подвергнута механической обработке с целью полного удаления продуктов коррозии и придания ремонтной зоне формы, обеспечивающей равномерное и качественное выполнение сварки;
прилегающие к дефектному месту участки должны быть зачищены до металлического блеска на ширину не менее 15 мм;
перед заваркой дефектную зону при наличии влаги (конденсата, инея, снега и т. д.) просушивают и, при необходимости, прогревает. Температура и необходимость предварительного подогрева определяются согласно разделу 2.3.16 части 1 настоящей Инструкции;
заварка производится ручной электродуговой сваркой электродами с основным видом покрытия диаметром 2,5…4,0 мм на постоянном токе обратной полярности, либо полуавтоматической сваркой. Заварку локальных коррозионных повреждений резервуаров из сталей повышенной и высокой прочности следует выполнять не менее чем в два слоя. Для резервуаров из сталей обычной прочности количество слоев устанавливается в зависимости от глубины выборки: при глубине выборки до 3 мм включительно заварку следует производить в один слой, при глубине выборке свыше 3 мм – не менее чем в 2 слоя;
для уменьшения внутренних напряжений и предотвращения образования трещин наплавка должна проводиться короткими участками. При длине выборки более 100 мм следует использовать каскадную схему заварки (рис. 3.7.1). Валики первого слоя должны перекрывать друг друга на величину 2…3 мм, валики второго слоя должны быть смещены относительно первого так, чтобы край валика второго слоя приходился на середину валика первого слоя. В случае выполнения заварки в один слой смежные валики должны перекрывать друг друга не менее чем на 1/3 их ширины с обеспечением плавного взаимного сопряжения;
при ремонте дефектов на стенке резервуара наплавка должна выполняться в направлении «снизу-вверх» короткой дугой с поперечными колебаниями;
сварка между наложением валиков в слое и между слоями должна выполняться без длительных перерывов;
после окончания наплавки поверхность металла в зоне ремонта должна быть зашлифована и проконтролирована;
режимы наплавки при ремонте коррозионных повреждений указываются в технологических картах в зависимости от выбранного способа сварки, марки сварочных материалов и пространственного положения шва.
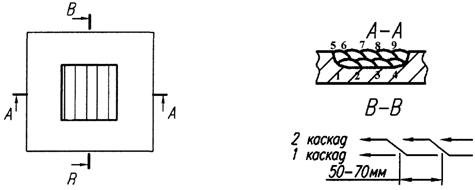
Рисунок 3.7.1 Схема выполнения заварки коррозионных повреждений
3.8 Меры безопасности при производстве сварочных работ
3.8.1 Требования по охране труда и технике безопасности, пожарной и экологической безопасности при производстве ремонтных работ должны быть отражены в соответствующих разделах проекта ремонта резервуара. До начала ремонта резервуара должен быть разработан план организационно-технических мероприятий, составленный с учетом безопасности их выполнения. В плане должны быть определены места работ, расстановка людей, применяемое оборудование, механизмы и приспособления, способы вентиляции, а также другие меры, обеспечивающие безопасность работающих.
3.8.2 Для безопасного ведения работ по ремонту (реконструкции) резервуара должны быть разработаны мероприятия, обеспечивающие взрывопожарную и общую безопасность работ, утвержденные руководителем предприятия. Зона ремонтных работ должна быть обеспечена противопожарными средствами. Спецодежда, спецобувь, средства индивидуальной защиты, инструменты и приспособления, медицинская аптечка и средства пожаротушения должны быть проверены на исправность и пригодность для работы лицом, ответственным по ремонту резервуаров. На месте проведения ремонтных работ должна быть питьевая вода и медицинская аптечка с необходимыми медикаментами.
3.8.3 Резервуар должен быть отключен от трубопроводов с установкой заглушек на приемо-раздаточных патрубках. Перед допуском людей в резервуар ответственный руководитель ремонтных работ обязан лично убедиться в надежности отключения резервуара от всех трубопроводов и коммуникаций и соблюдении всех мер безопасности.
После зачистки резервуара от остатков продукта, пропарки и вентиляции следует оградить зону производства работ с обозначениями предупредительными знаками установленной формы согласно ГОСТ 23407 и получить разрешение на производство огневых работ в каре резервуара. Люки колодцев, расположенных в каре, должны быть загерметизированы.
3.8.4 К работам по ремонту резервуаров допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и не имеющие противопоказаний к выполнению данного вида работ, обученные безопасным методам и приемам работы, прошедшие проверку знаний в установленном порядке. Перед проведением работ по капитальному ремонту резервуара необходимо организовать инструктаж всех специалистов, участвующих в выполнении работ, по особенностям технологии производства работ и правилам, которые должны соблюдаться для обеспечения их безопасности.
3.8.5 До начала и в процессе производства работ по ремонту резервуара особое внимание следует уделять проверке загазованности воздуха в резервуаре. Первичный контроль газовоздушной среды должен проводиться в присутствии лиц, ответственных за подготовку и проведение работ.
Анализ газовоздушной среды должен проводиться перед началом работ, после каждого перерыва в работе и в течение всего времени выполнения работ с периодичностью, указанной в наряде-допуске. С особой осторожностью следует приступать к выполнению огневых работ на закрытых отсеках, опорах, трубах и т. д., в которых из-за потери герметичности может находиться углеводородная среда.
3.8.6 При ремонте конструктивных элементов резервуаров в замкнутом пространстве (внутри резервуаров, внутри отсеков понтонов и плавающих крыш) следует обеспечить приточно-вытяжную вентиляцию в зоне выполнения сварочных работ. Применение самозащитной порошковой проволоки для выполнения работ в указанных зонах должно быть запрещено.
3.8.7 При выполнении ремонтных работ на крыше резервуара, во избежание падения работающих в резервуар, участки работ на кровле должны быть усилены прочными щитами и настилами и оснащены ограждениями.
3.8.8 Замену дефектных листов корпуса резервуара необходимо производить с инвентарных лесов достаточной прочности и устойчивости. Металлические леса должны быть заземлены. Следует избегать ведения работ на высоте в два и более яруса по одной вертикали. В случае ведения двух и многоярусных работ необходимо оградить рабочие места от возможного падения с ярусов инструмента и других предметов.
3.8.9 При выполнении сварочных работ при ремонте резервуаров следует руководствоваться требованиями по обеспечению безопасности работ, изложенными в разделе 2.4 части 1 настоящей Инструкции.
3.9 Требования к квалификации и допускные испытания сварщиков
3.9.1 К прихватке и сварке соединений при капитальном ремонте (реконструкции) вертикальных цилиндрических резервуаров допускаются сварщики (операторы сварочных установок), аттестованные в соответствии с требованиями действующих «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ ), РД и Дополнительных Требований к аттестации сварщиков и специалистов сварочного производства, допускаемых к работам на объектах системы магистральных нефтепроводов
«Транснефть» и имеющие соответствующее удостоверение.
3.9.2 Допускные испытания сварщиков перед началом сварочных работ при капитальном ремонте (реконструкции) резервуаров следует выполнять в соответствии с требованиями раздела 2.10 части 1 настоящей Инструкции с учетом положений настоящего раздела.
3.9.3 Целью допускных испытаний сварщиков и операторов сварочных установок является определение их способности выполнить качественное сварное соединение по технологии, прошедшей производственную аттестацию согласно Приложению Д к настоящей Инструкции. В качестве основного металла допускных сварных соединений применяются стали, входящие в одну группу прочности со сталью, из которой был изготовлен ремонтируемый резервуар.
3.9.4 Форма и размеры пластины для допускных испытаний сварщиков, выполняющих ремонт локальных коррозионных повреждений стенки резервуара, представлены на рисунке 3.9.1.
Рисунок 3.9.1 Пластина с имитацией коррозионной потери металла
3.9.5 Допускные сварные соединения подвергают:
пооперационному контролю в процессе сварки;
визуально-измерительному контролю;
другим неразрушающим методам контроля, регламентированным в Приложении В к настоящей Инструкции;
разрушающему контролю – механическим испытаниям на статический изгиб (только для стыковых сварных соединений при ремонте стенки резервуара).
Приемку контрольных образцов проводит руководитель сварочных работ и главный сварщик . Решение о допуске сварщика к сварке при ремонте резервуара заносится в журнал пооперационного контроля качества монтажно-сварочных работ.
3.9.6 Перед проведением работ по капитальному ремонту резервуара необходимо организовать инструктаж всех сварщиков по особенностям технологии и технике сварки резервуара.
3.10 Требования к исполнительной документации
3.10.1 Утвержденный к производству проект на капитальный ремонт резервуара со всеми изменениями, согласованными автором проекта, должен быть приложен к паспорту резервуара.
3.10.2 Для обеспечения пооперационного контроля качества монтажно-сварочных работ при капитальном ремонте резервуара следует вести Журнал пооперационного контроля монтажно-сварочных работ, форма которого разрабатывается в составе проекта на ремонт в зависимости от вида ремонтных работ.
3.10.3 В Журнал пооперационного контроля должны быть занесены сведения о всех сварщиках, допущенных к производству работ, а также о руководителе сварочными работами.
3.10.4 К Журналу пооперационного контроля должны быть приложены все сертификаты на основные и сварочные материалы, использованные при производстве ремонтных работ.
3.10.5 К Журналу пооперационного контроля должны быть приложены все акты и заключения о качестве сварных соединений, выполненных в процессе производства ремонтных работ, а также все сведения о выявленных и устраненных дефектах.
3.10.6 В Журнал пооперационного контроля должны быть занесены все основные геометрические характеристики корпуса резервуара в зонах ремонта – до и после проведения ремонтных работ, включая сведения о вертикальности стенки, отметки наружного контура днища, отметки центральной части днища с шагом не менее 3 м, величина стрелок угловатости сварных швов, а также местных геометрических отклонений (вмятин или выпучин) на стенке или днище.
3.10.7 Все сведения о проведении работ по контролю качества ремонтных работ со стороны Проектировщика должны быть занесены в Журнал авторского надзора.
3.10.8 После окончания ремонта резервуара и его гидравлических испытаний в эксплуатирующую организацию должна быть передана следующая техническая документация:
проектно-сметная документация на резервуар с внесенными в процессе ремонта изменениями;
паспорт на резервуар и резервуарное оборудование;
журнал пооперационного контроля монтажно-сварочных работ;
журнал авторского надзора;
сертификаты, удостоверяющие качество металла, электродов, электродной проволоки, флюсов и прочих материалов, примененных при ремонте;
заключение по контролю сварных соединений стенки со схемами расположения мест контроля с приложением рентгеновских снимков сварных соединений;
заключение по результатам производственной аттестации применяемой технологии сварки;
копии удостоверений об аттестации сварщиков, выполнявших сварку, и приказ (распоряжение) о присвоении им клейм;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 |
