
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Объект | Организация-исполнитель (подрядчик) работ | Шифр карты |
| ||||||||||||||||||||||||||||
Вертикальный цилиндрический резервуар, (тип резервуара, №… емк. … м3) «________», НБ «________» | ТКР-11 |
| |||||||||||||||||||||||||||||
Проектная документация: КМ №________ ППР №_________ |
| ||||||||||||||||||||||||||||||
«СОГЛАСОВАНО» Представитель Заказчика ________________ /______________/ «____»____________200__ г. | «УТВЕРЖДАЮ» Руководитель организации-подрядчика (Директор проекта) ______________ /__________/ «___»___________200__ г. |
| |||||||||||||||||||||||||||||
ТИПОВАЯ ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ СОЕДИНЕНИЙ ПРИ ЗАМЕНЕ ЛИСТОВ СТЕНКИ РУЛОННОГО РЕЗЕРВУАРА В ЗОНЕ ХЛОПУНА |
| ||||||||||||||||||||||||||||||
Сведения об аттестации технологии | аттестована |
| |||||||||||||||||||||||||||||
Наименование НТД: | РД 16.01-60.30.00-КТН |
| |||||||||||||||||||||||||||||
Руководитель сварочных работ (должность, Ф. И.О.) | (подпись) | Организация – разработчик: |
| ||||||||||||||||||||||||||||
Руководитель (должность, Ф. И.О.) | (подпись) |
| |||||||||||||||||||||||||||||
Исполнитель (должность, Ф. И.О.) | (подпись) |
| |||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 1 | Всего стр. 12 |
| |||||||||||||||||||||||||||
ЭТАПЫ РАБОТ ПО ЗАМЕНЕ ЛИСТОВ СТЕНКИ: ЭТАП 1. РАЗМЕТКА ДЕФЕКТНОЙ ЗОНЫ И МОНТАЖ РАМЫ ЖЕСТКОСТИ ЭТАП 2. ВЫРЕЗКА ДЕФЕКТНОЙ ЗОНЫ ЭТАП 3. МОНТАЖ ЛИСТОВЫХ ВСТАВОК СТЕНКИ ЭТАП 4. СВАРКА ЛИСТОВЫХ ВСТАВОК СТЕНКИ ЭТАП 5. КОНТРОЛЬ КАЧЕСТВА ВЫПОЛНЕННЫХ РЕМОНТНЫХ РАБОТ |
| ||||||||||||||||||||||||||||||
Рис. 1 Схема ремонтного узла |
| ||||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 2 | Всего стр. 12 |
| |||||||||||||||||||||||||||
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ ПРИ ЗАМЕНЕ ЛИСТОВ СТЕНКИ В ЗОНЕ ХЛОПУНА: 1. Разметить зону вырезки дефектного участка в соответствии с указаниями проекта на ремонт и фактическими размерами дефектной зоны и ремонтных листовых вставок с оставлением припуска по одной из вертикальных кромок каждого вырезаемого листа. 2. Смонтировать вокруг вырезаемой зоны раму жесткости и закрепить ее к стенке приваркой косынок в соответствии с рис. 2. При этом следует обеспечить вытяжку стенки в сопряжении со стойками рамы наружу от проектной образующей. Величина вытяжки ремонтной зоны определяется проектом на ремонт в зависимости от жесткости стенки и размеров зоны и находится в пределах допуска на отклонение образующих.
Рис. 2 Схема закрепления зоны ремонта рамой жесткости 3. Изнутри резервуара смонтировать горизонтальные ребра жесткости по каждому поясу в ремонтной зоне, как указано на рис. 3. Ребра жесткости должны обеспечивать вертикальность стенки в зоне ремонта с плюсовым допуском. Для обеспечения возможности вытяжки оболочки в зоне вмятины произвести предварительный роспуск газовой резкой сварных швов в дефектной зоне. |
| ||||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 3 | Всего стр. 12 |
| |||||||||||||||||||||||||||
Рис. 3 Схема расположения внутренних горизонтальных ребер жесткости 4. Приварить к удаляемой карте стенки упоры и ограничители, чтобы не допустить ее падения при вырезке, а также скобы для строповки на кран. 5. Вырезать дефектную зону стенки строго по разметке. Обеспечить максимальную чистоту и точность резов и припуск на дальнейшую обработку кромок. Застропить карту на кран, освободить от ограничителей и упоров и демонтировать. 6. Произвести разделку кромок под сварку. На вертикальных кромках выполнить двухсторонний симметричный скос под углом 22…25 град, а на горизонтальных – двухсторонний скос под углом 45…48 град. верхней кромки. Кромки обработать шлифмашинками до получения проектной разделки. 7. Последовательно смонтировать и закрепить поперечными гребенками с шагом 300… 400 мм вертикальный и горизонтальный стыки листовых ремонтных вставок. Добиться совпадения внутренней плоскости ремонтной вставки с плоскостью стенки. Каждую листовую вставку закрепить косынками на горизонтальное ребро жесткости (Рис. 3). Обрезать технологические припуски на вертикальных стыках, подготовить кромки под сварку. Собрать стыки с зазорами в пределах 2 ± 2 мм и закрепить их поперечными гребенками. |
| ||||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 4 | Всего стр. 12 |
| |||||||||||||||||||||||||||
Рис. 4. Схема вырезки дефектной зоны
Рис. 5. Монтаж новых листовых ремонтных вставок |
| ||||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 5 | Всего стр. 12 |
| |||||||||||||||||||||||||||
Выполнить сварку в ремонтной зоне в соответствии с указаниями проекта ремонта. Последовательность сварки листовых вставок показана на схеме Рис. 6.
Рис. 6 Последовательность сварки листовых вставок стенки 9. Порядок выполнения вертикальных и горизонтальных участков сварных стыков в ремонтной зоне показан на схеме Рис. 7. |
| ||||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 6 | Всего стр. 12 |
| |||||||||||||||||||||||||||
Рис. 7 Порядок сварки вертикальных и горизонтальных стыков в ремонтной зоне |
| ||||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 7 | Всего стр. 12 |
| |||||||||||||||||||||||||||
1. СБОРКА И СВАРКА ВЕРТИКАЛЬНЫХ СТЫКОВ |
| ||||||||||||||||||||||||||||||
Способ сварки: Полуавтоматическая сварка самозащитной порошковой проволокой (МПС) Тип шва: стыковой (СШ) Тип соединения: стыковое (С) Положение при сварке: вертикальное (В1) Вид соединения: двухстороннее (дс) Направление сварки: на подъем | Основной материал: Сталь 09Г2С-15, класс прочности С345 (группа М01) Номер ГОСТа, ТУ: ГОСТ 27772 Эквивалент углерода: макс. 0,43 % Типоразмер, мм: листы 10…16 мм; |
| |||||||||||||||||||||||||||||
Метод подготовки: шлифмашинками Способ сборки: на сборочных скобах и гребенках. Предварительный подогрев: 75-150 °C - в зависимости от температуры окружающего воздуха Просушка стыка: при наличии на кромках следов влаги Требования к прихватке: прихватки не ставить | |||||||||||||||||||||||||||||||
Присадочные материалы (наименование, марка, размер, тип): Самозащитная порошковая проволока Innershield NR-232 диам. 1,7 мм (тип Е71Т-8 H8 по стандарту AWS А5.20) | |||||||||||||||||||||||||||||||
Защитный газ/ флюс: не применяется Расход защитного газа: не применяется | Сварочное оборудование: Инверторный источник Invertec V350-PRO, подающий механизм LN-25, горелка К345-10 Вспомогательный инструмент: Шлифмашинка, щетка, молоток, шаблон сварщика УШС-3, газопламенная горелка, контактный термометр |
| |||||||||||||||||||||||||||||
Сушка/прокалка сварочных материалов перед сваркой: не требуется | Послесварочная термообработка (метод, температура, время, скорость нагрева и охлаждения): не применяется |
| |||||||||||||||||||||||||||||
ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
| ||||||||||||||||||||||||||||||
Операция | Оборудование и инструмент |
| |||||||||||||||||||||||||||||
1. Очистка. Очистить кромки листов от ржавчины, грязи, масла. Зачистить до металлического блеска поверхности кромок и прилегающие к разделке поверхности на ширину не менее 20 мм. | Шлифовальная машинка, щетка, ветошь |
| |||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 8 | Всего стр. 12 |
| |||||||||||||||||||||||||||
2. Подготовка и сборка. Сборку листов стенки производить согласно проекту ремонта. Смещение кромок – не более 1,0 мм. Вертикальный стык закрепить с помощью монтажных приспособлений. При наличии на кромках следов влаги произвести просушку стыка нагревом. При температуре окружающего воздуха ниже плюс 5 °C выполнить предварительный подогрев стыка до температуры: 75 °C – при температуре окружающего воздуха в интервале от плюс 5 °C до минус 5 °C; 100 °C – при температуре окружающего воздуха в интервале от минус 6 °C до минус 20 °C; 150 °C – при температуре окружающего воздуха ниже минус 20 °C. | Шлифовальная машинка, шаблон УШС-3, газопламенная горелка, инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10 |
| |||||||||||||||||||||||||||||
3. Сварка корневого слоя шва. Сварку корневого слоя выполняет один сварщик участками 150…200 мм обратно-ступенчатым способом ступенями равной длины. Последовательность расположения ступеней и участков - сверху вниз. Направление сварки – на подъем. После завершения сварки корневого слоя шва следует выполнить визуальный осмотр его поверхности. Участки с излишним усилением (или с поверхностными дефектами) зашлифовать, обеспечив одинаковую высоту валика по всей длине сварного соединения. | Инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10, шлифовальная машинка, газопламенная горелка, контактный термометр |
| |||||||||||||||||||||||||||||
4. Сварка заполняющих и облицовочных слоев шва Сварку заполняющих слоев следует производить согласно схеме, представленной на рис. 5. При сварке облицовочных слоев следить за соблюдением требуемой геометрии шва. Завышение усиления и ширины шва недопустимо. По окончании сварки каждого слоя производить очистку швов от шлака и брызг металла. | Инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10, шлифовальная машинка, газопламенная горелка, контактный термометр. |
| |||||||||||||||||||||||||||||
5. Контроль. Выполнить визуальный контроль вертикальных швов, а также контроль физическими методами согласно требованиям проекта. По внешнему виду сварные швы должны отвечать требованиям: чешуйчатость шва должна быть гладкая и равномерная, глубина и высота впадин не должна превышать 1 мм; шов должен плавно сопрягаться с основным металлом; трещины, несплавления, наплывы, прожоги, свищи, наружные поры и цепочки пор, грубая чешуйчатость не допускаются; подрезы основного металла не должны быть более 0,2 мм. | УШС-3, оборудование для физических методов контроля согласно карте контроля. |
| |||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 9 | Всего стр. 12 |
| |||||||||||||||||||||||||||
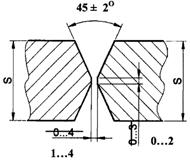
Конструкция соединения
| Порядок сварки и конструктивные элементы шва
|
| |||||||||||||||||||||||||||||
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ СВАРКИ |
| ||||||||||||||||||||||||||||||
Номер слоя (шва) | Диаметр проволоки, мм | Род и полярность тока | Скорость подачи проволоки, дюйм/мин | Напряжение, В | Угол наклона горелки (к горизонт.) град. | Вылет электрода, мм |
| ||||||||||||||||||||||||
Корневой | 1,7 | постоянный, прямая | 110 | 18,5-19,5 | 30-50 | 15-25 |
| ||||||||||||||||||||||||
Заполняющие | 1,7 | постоянный, прямая | 110 | 18,5-19,5 | 10-30 | 12-20 |
| ||||||||||||||||||||||||
Облицовочные | 1,7 | постоянный, прямая | 110 | 19-20 | 10-30 | 12-20 |
| ||||||||||||||||||||||||
2. СБОРКА И СВАРКА ГОРИЗОНТАЛЬНЫХ СТЫКОВ |
| ||||||||||||||||||||||||||||||
Способ сварки: полуавтоматическая сварка самозащитной порошковой проволокой (МПС) Тип шва: стыковой (СШ) Тип соединения: стыковое (С) Положение при сварке: горизонтальное (Г) Вид соединения: двухстороннее (дс) | Основной материал: Сталь 09Г2С-15, класс прочности С345 (группа М01) Номер ГОСТа, ТУ: ГОСТ 27772 Эквивалент углерода: макс. 0,43 % Толщина листов, мм: лист 10,0…16,0 |
| |||||||||||||||||||||||||||||
Метод подготовки: газовая резка и шлифовка. Способ сборки: на сборочных скобах и монтажной оснастке без прихваток. Предварительный подогрев: 75-150 °C - в зависимости от температуры окружающего воздуха Просушка стыка: при наличии на кромках следов влаги Требования к прихватке: без прихваток | |||||||||||||||||||||||||||||||
Присадочные материалы (наименование, марка, размер, тип): Самозащитная порошковая проволока Innershield NR-232 диам. 1,7 мм (тип Е71Т-8 H8 по стандарту AWS А5.20). | |||||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 10 | Всего стр. 12 |
| |||||||||||||||||||||||||||
Защитный газ: не применяется Расход защитного газа: - Сушка/прокалка сварочных материалов перед сваркой: не применяется | Сварочное оборудование: Инверторный источник Invertec V350-PRO, подающий механизм LN-25, горелка К345-10. Вспомогательный инструмент: Шлифмашинка, щетка, молоток, шаблон сварщика УШС-3, газопламенная горелка, контактный термометр |
| |||||||||||||||||||||||||||||
Послесварочная термообработка (метод, температура, время, скорость нагрева и охлаждения): не применяется |
| ||||||||||||||||||||||||||||||
Конструкция соединения
| Порядок сварки и конструктивные элементы шва
|
| |||||||||||||||||||||||||||||
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ |
| ||||||||||||||||||||||||||||||
Номер слоя (шва) | Диаметр проволоки, мм | Род и полярность тока | Скорость подачи проволоки, дюйм/мин | Напряжение, В | Угол наклона горелки к горизонту град. | Вылет электрода, мм |
| ||||||||||||||||||||||||
Корневой | 1,7 | постоянный, прямая | 110 | 18,5-19,5 | 30-50 | 15-25 |
| ||||||||||||||||||||||||
Заполняющие и облицовочные | 1,7 | постоянный, прямая | 110 | 19-20 | 30-50 | 12-20 |
| ||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 11 | Всего стр. 12 |
| |||||||||||||||||||||||||||
ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
| ||||||||||||||||||||||||||||||
Операция | Оборудование и инструмент |
| |||||||||||||||||||||||||||||
1. Подготовка и сборка. Зачистить до металлического блеска поверхности кромок и прилегающие к разделке поверхности на ширину не менее 20 мм. Зашлифовать начало вертикальных швов до получения проектной разделки кромок. Сборку горизонтальных стыков производить согласно указаниям проекта ремонта. Смещение кромок – не более 1 мм. При наличии на кромках следов влаги просушить стык нагревом. При температуре окружающего воздуха ниже плюс 5 °C выполнить предварительный подогрев стыка до температуры: 75 °C – при температуре окружающего воздуха в интервале от 5 °C до минус 5 °C; 100 °C – при температуре окружающего воздуха в интервале от минус 6 °C до минус 20 °C; 150 °C – при температуре окружающего воздуха ниже минус 20 °C. | Щетка, ветошь, молоток шлифовальная машинка, шаблон УШС-3, газопламенные горелки, контактный термометр, сборочные приспособления. |
| |||||||||||||||||||||||||||||
2. Сварка. К сварке горизонтальных стыков приступать после завершения сварки вертикальных стыков. Выполнить полуавтоматическую сварку корневого слоя шва. Сварку производить обратноступенчатым способом участками длиной 300…500 мм от середины шва влево и вправо. Зашлифовать участки начала и завершения корневого слоя. После завершения сварки корневого слоя следует выполнить визуальный осмотр его поверхности. Участки с излишним усилением (или с поверхностными дефектами) зашлифовать. Зачистить корневой слой от шлака. Выполнить полуавтоматическую сварку заполняющих и облицовочных слоев шва по схеме рис. 5. Производить послойную очистку швов от шлака. Замки смежных слоев должны быть смещены на расстояние не менее 20 мм. | Шлифовальная машинка, газопламенные горелки, контактный термометр инверторный источник Invertec V350-PRO, подающий механизм LN-25, горелка К345-10. |
| |||||||||||||||||||||||||||||
3. Контроль. Выполнить визуальный контроль швов, а также контроль физическими методами согласно требованиям проекта на ремонт. По внешнему виду сварные швы должны отвечать требованиям: трещины, несплавления, наплывы, прожоги, свищи, наружные поры и цепочки пор, не допускаются. подрезы не должны превышать 0,4 мм. | УШС-3, оборудование для физических методов контроля согласно технологической карте контроля. |
| |||||||||||||||||||||||||||||
4. Послесварочные операции. Срезать технологическую оснастку. Места приварки к стенке зашлифовать и проконтролировать цветной дефектоскопией. | Комплект для газовой резки. Шлифмашинка. Комплект для цветной дефектоскопии. |
| |||||||||||||||||||||||||||||
Операции, не оговоренные в настоящей технологической карте, следует выполнять согласно требованиям Проекта ремонта резервуара. |
| ||||||||||||||||||||||||||||||
Организация-разработчик: |
| ||||||||||||||||||||||||||||||
Редакция: 0 | Дата: | Стр. 12 | Всего стр. 12 |
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
(Измененная редакция, Изм. № 1).
В настоящем документе приведены нормативные ссылки на следующие документы:
ПБ «Правила устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов» (серия 03, выпуск 3);
ПБ «Правила аттестации сварщиков и специалистов сварочного производства»;
РД «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства»;
РД 16.01-60.30.00-КТН «Нормы проектирования стальных вертикальных резервуаров для хранения нефти объемом куб. м»;
РД . «Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов
»;
ГОСТ 6996-66 «Сварные соединения. Методы определения механических свойств»;
СНиП 3.03.01-87 «Несущие и ограждающие конструкции»;
РД 153-34. «Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования»;
РД «Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»;
РД «Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»;
РД «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»;
Рекомендации НАКС по применению РД (Сборник методических документов системы аттестации сварочного производства, выпуск 2, М., 2004 г.).
При пользовании настоящим нормативным документом целесообразно проверить действие ссылочных нормативных документов в соответствии с действующим Перечнем законодательных актов и основных нормативно-правовых и распорядительных документов, действующих в сфере магистрального нефтепроводного транспорта. Если ссылочный документ заменен (изменен), то при пользовании настоящим нормативным документом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку».
Приложение И
Формы допускного листа сварщика
И.1 Форма допускного листа сварщика ДАО МН
ДАО МН ______________________
Филиал АО: ____________________
Подразделение филиала __________
Участок подразделения:__________
ДОПУСКНОЙ ЛИСТ СВАРЩИКА № ___________________
на сварку металлоконструкции РВС(П(ПК)) ___________________________ м3
от «____» _________ 200__ г.
________________________________________________________________________________
(Ф. И.О. сварщика)
________________________________________________________________________________
(аттестационное удостоверение, №, дата выдачи, действительно до...)
_____________ __________________
(разряд) (шифр, клеймо)
Стаж работы ______________
Подготовка _____________________________________________________________________,
(место прохождения предаттестационной подготовки, АУЦ ДАО МН или учебный центр, комбинат)
аттестация: ________________________________________________________________________
(аттестационный пункт (центр) НАКС)
Дата последнего выполнения сварочных работ _______________________________________
(заполняется непосредственно с момента перерыва: отпуск, болезнь и т. д.)
Допускной стык сварен _________________________ в ходе проведения предаттестационной
(дата) |
подготовки в Аттестационном учебном центре __________________________________________
(указать ДАО МН) |
в соответствии с требованиями _______________________________________________________
(указать норматив(ы))
Заключение по контролю качества допускного стыка:
Визуальный и измерительный контроль: № _______________ от «___» ___________ 200__ г.
__________________________способом: № _______________ от «___» ___________ 200__ г.
__________________________способом: № _______________ от «___» ___________ 200__ г.
__________________________способом: № _______________ от «___» ___________ 200__ г.
Механические испытания на ст. изгиб: № ________________ от «___» ___________ 200__ г.
По результатам сварки допускного стыка, сварщик допущен к: ___________________ сварке
(вид сварки по РД 25.160.10-КТН-050-06, табл. А1) |
соединений ________________________________________________________________________
(тип и вид сварного соединения РД 25.160.10-КТН-050-06, п. 4.5.4, 4.5.6)
сло(ев)я ___________________________________________________________________________
(указать слой, слои, либо «Всех»)
с применением сварочных материалов _________________________________________________
(тип материалов (электроды типа Э50А и т. п.) (вид покрытия электродов, защитный газ (флюс) по РД 25.160.10-КТН-050-06, Прил. А, п. п. 4.5.8-4.5.10, тип или марка проволоки по РД 25.160.10-КТН-050-06, табл. 2.8.1 ¸ 2.8.3 и п. п. 2.8.2.7; 2.8.2.8)
Стыков:
1. сопряжения патрубков (люков-лазов) со стенкой, требующие усиления, группа прочности металла ________, толщин __________ мм, диаметр _______ мм, в положении ___________
(группа(ы) прочности, толщина(ы), диаметр согласно РД 25,1КТН-050-06, табл. А8, А9, А10 соответств. Положение В1, Н1, либо оба)
2. соединений «лист-лист» ________________________________________________________
(наименование конструктивных элементов резервуара по РД 25.1КТН-050-06, табл. А6, столбец 1) |
прочности основного металла ___________________________ мм, толщин _____________ мм
(группа(ы) прочности, толщин(ы) и пространственное положение(я) согласно РД 25.160.10-КТН-050-06, табл. А8, А9 соответственно)
* Способы сварки, тип и вид сварного соединения, сварочные слои, диапазоны распространения групп прочности, диаметров, толщин, пространственных положений и применяемые сварочные материалы должны быть ограничены с учетом области аттестации сварщика, указанной в аттестационных документах и особенностями применяемого способа сванки.
Главный инженер РНУ ___________________________________________________________
(наименование РНУ, ДАО МН, ФИО) подпись, дата
Специалист ТН __________________________________________________________________
(должность, организация, ФИО) подпись, дата
Инженер по сварке РНУ ДАО МН __________________________________________________
(наименование РНУ, ДАО МН, ФИО) подпись, дата
И.2 Форма допускного листа сварщика Организации
Организация: ____________________
Подразделение: __________________
Колонна/ поток/ участок: __________
ДОПУСКНОЙ ЛИСТ СВАРЩИКА № ___________
на сварку металлоконструкций РВС(П(ПК)) ___________м3
от «____» ____________200__ г.
________________________________________________________________________________
(Ф. И.О. сварщика)
________________________________________________________________________________
(аттестационное удостоверение, №, дата выдачи, действительно до...)
__________________ _______________________
(разряд) (шифр, клеймо)
Стаж работы ____________________________________________________________________
(лет)
Подготовка _____________________________________________________________________,
(место прохождения предаттестационной подготовки, АУЦ ДАО МН или учебный центр, комбинат)
аттестация: ________________________________________________________________________
(аттестационный пункт (центр) НАКС)
Дата последнего выполнения сварочных работ _______________________________________
(заполняется непосредственно с момента перерыва; отпуск, болезнь и т. д.)
Допускной стык сварен __________ в соответствии с требованиями _____________________
(дата) | (указать норматив (ы)) |
Заключение по контролю качества допускного стыка:
Визуально-измерительный контроль: №. ________________ от «_____» ___________200__ г.
_______________________ способом: № ________________ от «_____» ___________200__ г.
_______________________ способом: № ________________ от «_____» ___________ 200__ г.
_______________________ способом: № ________________ от «_____» ___________ 200__ г.
(Методы, объем и дефектовка согласно табл. 1 прил. «Ж» РД 25.160.10-КТН-050-06 (Инструкция по технологии неразрушающего контроля сварных соединений при строительстве и ремонте резервуаров)).
Механические испытания на ст. изгиб: № _______________ от «_____» ___________ 200__ г.
(Методы, объем согласно РД 25.160.10-КТН-050-06 п. п. 2.10.18-2.10.21)
По результатам сварки допускного стыка, сварщик допущен к: ___________________ сварке,
(вид сварки по РД 25.160.10-КТН-050-06, табл. А1)
соединений _____________________________________________________________________
(тип и вид сварного соединения РД 25.160.10-КТН-050-06, п. п. 4.5.4, 4.5.6)
сло(ев)я ________________________________________________________________________,
(указать слой, слои, либо «Всех»)
с применением сварочных материалов )) ____________________________________________
(тип материалов (электроды типа Э50А и т. п.) (вид покрытия электродов, защитный газ (флюс) по РД 25.160.10-КТН-050-06, Прил. А, п. п. 4.5.8-4.5.10, тип или марка проволоки по РД 25.160.10-КТН-050-06, табл. 2.8.1 ¸ 2.8.3 и п. п. 2.8.2.7; 2.8.2.8
стыков:
1. сопряжения патрубков (люков-лазов) со стенкой, требующие усиления, группа прочности металла ___________, толщин ___________ мм, диаметр ___________ мм, в положении _______
(группа(ы) прочности, толщина(ы), диаметр согласно РД 25.160.10-КТН-050-06, табл. А8, А9, А10 соответств. Положение В1, Н1, либо оба)
2. соединений «лист-лист» ________________________________________________________
(наименование конструктивных элементов резервуара по РД 25.160.10-КТН-050-06, табл. А6, столбец 1) |
прочности основного металла _____________________ мм, толщин ___________________ мм.
(группа(ы) прочности, толщин(ы) и пространственное положение(я) согласно РД 25.160.10-КТН-050-06, табл. А8, А9 соответственно)
*Способы сварки, тип и вид сварного соединения, сварочные слои, диапазоны распространения групп прочности, диаметров, толщин, пространственных положений и применяемые сварочные материалы должны быть ограничены с учетом области аттестации сварщика, указанной в аттестационных документах и особенностями применяемого способа сварки.
Руководитель организации (технический): ___________________________________________
(должность, организация, ФИО) подпись, дата
Специалист НТН: ________________________________________________________________
(должность, организация, ФИО) подпись, дата
Инженер по сварке РНУ ДАО МН: _________________________________________________
(ФИО) подпись, дата
Специалист по сварке организации _________________________________________________
(лицо, составившее Допускной лист) (должность, организация, ФИО) подпись, дата
Приложение И введено дополнительно, Изм. № 2.
Cодержание
1. ОБЩАЯ ЧАСТЬ
1.1. ВВЕДЕНИЕ
1.2. ОБЩИЕ ПОЛОЖЕНИЯ
1.3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
2. ЧАСТЬ I. ИНСТРУКЦИЯ ПО ТЕХНОЛОГИИ СВАРКИ ПРИ СТРОИТЕЛЬСТВЕ СТАЛЬНЫХ ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ
2.1. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ В КОНСТРУКЦИЯХ РЕЗЕРВУАРОВ
2.2. ТРЕБОВАНИЯ К ПОДГОТОВКЕ И СБОРКЕ КОНСТРУКЦИЙ РЕЗЕРВУАРОВ ПОД СВАРКУ
2.3. ТЕХНОЛОГИЯ СВАРКИ РЕЗЕРВУАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ
2.3.1. Общие требования
2.3.2. Основные положения технологии механизированной сварки в среде защитных газов
2.3.3. Основные положения технологии механизированной сварки порошковой проволокой
2.3.4. Основные положения технологии сварки под флюсом
2.3.5. Основные положения технологии ручной дуговой сварки
2.3.6. Общие указания по сварке днищ резервуаров
2.3.7. Сварка стыковых соединений окраечных листов днищ
2.3.8. Сварка стыков центральной части днищ
2.3.9. Сварка стенок резервуаров
2.3.10. Сварка соединений днища со стенкой
2.3.11. Сварка соединений каркасов и настилов стационарных крыш
2.3.12. Сварка соединений люков, патрубков и их усиливающих листов на стенке и крыше резервуаров
2.3.13. Сварка конструктивных элементов, присоединяемых к стенке резервуаров
2.3.14. Сварка конструкций стальных понтонов и плавающих крыш
2.3.15. Сварка трубопроводов приемо-раздаточных устройств и трубопроводов системы пожаротушения
2.3.16. Требования к выполнению сварочных работ при пониженных температурах
2.3.17. Методы контроля качества сварных соединений
2.3.18. Ремонт дефектных участков сварных швов при строительстве резервуаров
2.4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ СВАРОЧНЫХ РАБОТ
2.5. ОФОРМЛЕНИЕ ИСПОЛНИТЕЛЬНОЙ ДОКУМЕНТАЦИИ ПО СВАРКЕ ПРИ СТРОИТЕЛЬСТВЕ РЕЗЕРВУАРОВ
2.6. ТРЕБОВАНИЯ К СВАРНЫМ СОЕДИНЕНИЯМ РЕЗЕРВУАРОВ
2.7. СТАЛИ, ИСПОЛЬЗУЕМЫЕ В КОНСТРУКЦИЯХ РЕЗЕРВУАРОВ
2.8. СВАРОЧНЫЕ МАТЕРИАЛЫ
2.9. ИСТОЧНИКИ СВАРОЧНОГО ТОКА, СВАРОЧНЫЕ АГРЕГАТЫ И ОБОРУДОВАНИЕ
2.10. ТРЕБОВАНИЯ К КВАЛИФИКАЦИИ И ДОПУСКНЫЕ ИСПЫТАНИЯ СВАРЩИКОВ
3. ЧАСТЬ II. ИНСТРУКЦИЯ ПО ТЕХНОЛОГИИ СВАРКИ ПРИ РЕМОНТЕ стальных ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ
3.1. ОБЩИЕ ПОЛОЖЕНИЯ
3.2. МЕТОДЫ РЕМОНТА КОНСТРУКЦИЙ РЕЗЕРВУАРОВ С ИСПОЛЬЗОВАНИЕМ СВАРКИ
3.3. СВАРКА КОНСТРУКЦИЙ ИЗ РАЗЛИЧНЫХ МАРОК СТАЛЕЙ ПРИ РЕМОНТЕ РЕЗЕРВУАРОВ
3.4. ТРЕБОВАНИЯ К ТЕХНОЛОГИИ СВАРОЧНЫХ РАБОТ ПРИ РЕМОНТЕ РЕЗЕРВУАРОВ
3.5. ТЕХНОЛОГИЯ СВАРКИ ПРИ РЕМОНТЕ РЕЗЕРВУАРОВ С ЗАМЕНОЙ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
3.5.1 Общие указания
3.5.2. Требования к сварным соединениям в зоне ремонта
3.5.3 Требования к установке листовых ремонтных вставок стенки
3.5.4 Технологические указания по монтажу и сварке листовых ремонтных вставок стенки
3.5.5. Технология выполнения сварочных работ при вставке ремонтных деталей в сопряжении стенки с днищем
3.5.6. Технологические указания по монтажу и сварке листовых ремонтных вставок стенки при замене монтажного стыка рулонного резервуара
3.5.7. Технология выполнения сварочных работ при замене патрубков стенки
3.5.8. Технология ремонта при замене центральной части днища
3.5.9 Ремонт настила стационарных крыш
3.6 РЕМОНТ ДЕФЕКТНЫХ УЧАСТКОВ СВАРНЫХ СОЕДИНЕНИЙ
3.7. ТЕХНОЛОГИЯ РЕМОНТА ЛОКАЛЬНЫХ КОРРОЗИОННЫХ ПОВРЕЖДЕНИЙ СВАРКОЙ
3.8. МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ СВАРОЧНЫХ РАБОТ
3.9. ТРЕБОВАНИЯ К КВАЛИФИКАЦИИ И ДОПУСКНЫЕ ИСПЫТАНИЯ СВАРЩИКОВ
3.10. ТРЕБОВАНИЯ К ИСПОЛНИТЕЛЬНОЙ ДОКУМЕНТАЦИИ
ПРИЛОЖЕНИЯ
А Требования к производственной аттестации технологии сварки при строительстве резервуаров
Б Методика механических испытаний сварных соединений
В Типовая форма протокола производственной аттестации технологии сварки
Г Типовые операционные технологические карты сборки и сварки соединений при строительстве резервуаров
Д Требования к производственной аттестации технологии сварки при ремонте резервуаров
Е Типовые операционные технологические карты сборки и сварки соединений при ремонте резервуаров
Ж Инструкция по технологии неразрушающего контроля качества сварных соединений при строительстве и ремонте стальных вертикальных резервуаров (издается в виде отдельного документа)
И Формы допускного листа сварщика

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 |
