
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Требования к производственной аттестация технологии сварки при ремонте резервуаров
1 Порядок проведения производственной аттестации технологии сварки при выполнении капитального ремонта (реконструкции) резервуаров устанавливается в соответствии с требованиями, изложенными в Приложении А к настоящей Инструкции, с учетом положений настоящего раздела. Технологии сварки, прошедшие аттестацию до ввода в действие настоящей Инструкции, могут быть использованы подрядчиком до завершения текущих работ по капитальному ремонту резервуара.
2 Виды контрольных сварных соединений (КСС) для аттестации технологий сварки, применяемых при капитальном ремонте резервуаров с частичной или полной заменой их конструктивных элементов, должны соответствовать требованиям таблиц А5 и А6 Приложения А к настоящей Инструкции. Виды КСС для других видов ремонта представлены в таблице 1.
Таблица 1 – Виды контрольных сварных соединений (КСС)
Виды ремонтных работ | Вид контрольного сварного соединения | Положение при сварке | Номер соединения |
Ремонт листов центральной части днища в локальных зонах | Нахлесточное соединение пластин с обваркой по контуру (рис. 1) | Нижнее | № 36 |
Ремонт локальных коррозионных повреждений стенки резервуара | Углубление в основном металле (выборка механическим способом) с последующей заваркой (рис. 2) | Вертикальное | № 37 |
Латочный ремонт настила крыши | Нахлесточное соединение пластин с обваркой по контуру | Нижнее | № 38 |
Латочный ремонт мембраны плавающей крыши или понтона | Нахлесточное соединение пластин с обваркой по контуру | Нижнее | № 39 |
Ремонт трещин в сварных швах стенки с заменой дефектного участка стенки | Стыковое соединение пластины-вставки округлой формы с пластиной, имитирующей стенку резервуара (рис. 3)* | Вертикальное | № 40 |
* Для проведения механических испытаний должно быть выполнено дополнительное двухстороннее соединение пластин в вертикальном положении. Размеры пластин: 500 мм ´ 250 мм ´ SСТ |
3 Форма и размеры контрольных сварных соединений, указанных в таблице 1, представлены на рис. 1 – рис. 3 Формы КСС № 38 и № 39 аналогичны соединению № 36 (рис. 1).
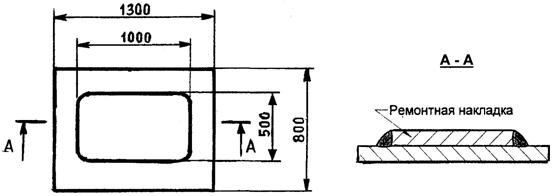
Рисунок 1 Форма и размеры контрольного сварного соединения № 36
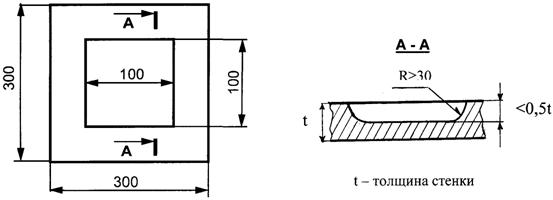
Рисунок 2 Форма и размеры контрольного сварного соединения № 37
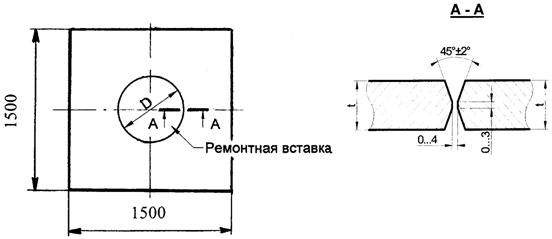
Рисунок 3 Форма и размеры контрольного сварного соединения № 40
Размеры КСС для аттестации технологий сварки, применяемых при капитальном ремонте резервуаров с частичной или полной заменой их конструктивных элементов, должны соответствовать требованиям п. п. 2.6.4 и 2.6.5 Приложения А к настоящей Инструкции.
4 Виды контрольных соединений для аттестации технологий ремонта сварных соединений резервуаров и устранения угловатости сварных швов устанавливаются в зависимости от видов ремонта:
вид 1Р – ремонт поверхностных дефектов в облицовочном слое шва;
вид 2Р – ремонт дефектов угловых, тавровых и нахлесточных соединений с частичной выборкой шва;
вид 3Р – ремонт дефектов стыковых соединений с частичной выборкой шва и ремонт сварных швов стенки резервуара с завышенной угловатостью;
вид 4Р – ремонт внутренних дефектов стыковых соединений (кроме трещин) с полной выборкой шва (сквозным пропилом).
Аттестацию технологии сварки следует проводить на предварительно выполненном сварном соединении или соединениях путем выборки механическим способом дефектного (условно) участка с последующей заваркой и контролем. Размер пластин сварного соединения должен составлять не менее 1000 мм (длина) ´ 250 мм (ширина) ´ SСТ (толщина стенки). Допускается проводить сварку контрольных соединений по различным видам ремонта на одном сварном шве. Длина ремонтного участка по каждому виду ремонта должна быть достаточной для проведения неразрушающего контроля и механических испытаний, но не менее 250 мм.
5 Листы (пластины) и патрубки (катушки труб), подготовленные для сварки КСС, по своему типоразмеру (класс прочности и марка стали, толщина стенки) должны соответствовать листам и патрубкам, используемым при ремонте резервуара. При аттестации технологии сварки для ремонта резервуаров из стали 16Г2АФ в КСС следует применять пластины из стали той марки, которая соответствует требованиям проекта ремонта. Форма разделки кромок КСС должна соответствовать форме разделки кромок производственных сварных соединений, выполняемых по аттестуемой технологии. Число и размеры КСС должны отражаться в программе аттестационных испытаний.
6 Количество сварщиков (операторов), выполняющих сварку КСС, должно соответствовать требованиям операционной технологической карты на сборку и сварку контрольного соединения.
7 Неразрушающий контроль КСС следует выполнять методами, регламентированными в Приложении В к настоящей Инструкции.
8 Виды испытаний при разрушающем контроле КСС (кроме соединения № 37, указанного в таблице 1) должны соответствовать требованиям п. 2.7.2 Приложения А к настоящей Инструкции. Образцы для механических испытаний КСС № 40 должны быть вырезаны из дополнительного сварного соединения (см. примечание к таблице 1). При испытаниях КСС № 37 (из сталей повышенной прочности групп 2(М03) или 3 (М03) должен быть вырезан макрошлиф для оценки твердости металла (по Виккерсу) в зоне заварки дефектного участка и в ЗТВ. Средняя линия макрошлифа должна проходить по линии сплавления (границе выборки).
Виды механических испытаний КСС при аттестации технологий ремонта сварных соединений резервуаров и устранения угловатости сварных швов устанавливаются в соответствии с аналогичными требованиями для аттестации технологии сварки при исправлении дефектов (ремонте) сварных швов, указанных в п. 2.7.2 Приложения А к настоящей Инструкции.
9 Область распространения аттестации для различных видов ремонта резервуаров, видов и типов соединений должна соответствовать требованиям таблицы 2.
Таблица 2 – Область распространения результатов аттестации в зависимости от вида контрольных сварных соединений (КСС) и видов ремонтных работ
Вид ремонтных работ | Вид контрольного сварного соединения | Номер КСС* | Область распространения |
1 | 2 | 3 | 4 |
Замена окраечных листов днища | Стыковое соединение пластин (на подкладке) в нижнем положении | № 3 | № 3; № 1; № 28 |
Нахлесточное соединение пластин в нижнем положении | № 4 | № 4; № 2; № 22; № 30; № 36; № 38; № 39 | |
Стыковое соединение пластин с V-образной разделкой (при толщине листов £10 мм) в вертикальном положении | № 7 | № 7 | |
Стыковое соединение пластин с X-образной разделкой (при толщине листов > 10 мм) в вертикальном положении | № 8 | № 8 | |
Стыковое соединение пластин (на керамической подкладке или стержне) в вертикальном положении | № 10 | № 10 | |
Стыковое соединение пластин (горизонтальный шов на вертикальной плоскости) | № 11 | № 11 | |
Тавровое соединение пластин без разделки кромок (при толщине окрайки £ 12 мм) в нижнем положении | № 5 | № 5; № 23 | |
Тавровое соединение пластин с частичной разделкой кромок (при толщине окрайки >12 мм) в нижнем положении | № 6 | № 6; № 5 | |
Замена листов центральной части днища | Стыковое соединение пластин (на подкладке) в нижнем положении | № 1 | № 1; № 3; № 28 |
Нахлесточное соединение пластин в нижнем положении | № 2 | № 2; № 4; № 22; № 30; № 36; № 38; № 39 | |
Замена листов стенки в зоне утора | Стыковое соединение пластин с V-образной разделкой (при толщине листов £10 мм) в вертикальном положении | № 7 | № 7 |
Стыковое соединение пластин с X-образной разделкой (при толщине листов >10 мм) в вертикальном положении | № 8 | № 8 | |
Стыковое соединение пластин (на керамической подкладке или стержне) в вертикальном положении | № 10 | № 10 | |
Стыковое соединение пластин (горизонтальный шов на вертикальной плоскости) | № 11 | № 11 | |
Тавровое соединение пластин без разделки кромок (при толщине окрайки £12 мм) в нижнем положении | № 5 | № 5; № 23 | |
Тавровое соединение пластин с частичной разделкой кромок (при толщине окрайки >12 мм) в нижнем положении | № 6 | № 5; № 6 | |
Ремонт стенки резервуара в локальных зонах путем варки листовых вставок | Стыковое соединение пластин с V-образной разделкой (при толщине листов £10 мм) в вертикальном положении | № 7 | № 7 |
Стыковое соединение пластин с X-образной разделкой (при толщине листов >10 мм) в вертикальном положении | № 8 | № 8 | |
Стыковое соединение пластин (на керамической подкладке или стержне) в вертикальном положении | № 10 | № 10 | |
Стыковое соединение пластин (горизонтальный шов на вертикальной плоскости) | № 11 | № 11 | |
Замена патрубков в стенке резервуара | Угловое соединение «труба + пластина» с разделкой кромок при горизонтальном расположении оси трубы | № 14 | № 12; № 13; № 14; № 16; № 31 |
Нахлесточное соединение усиливающих листов (в вертикальной плоскости) | № 15 | № 15; № 19; № 20; № 21; № 22; № 23; № 29; № 32; №34 | |
Стыковое соединение пластин с V-образной разделкой (при толщине листов £10 мм) в вертикальном положении | № 7 | № 7 | |
Стыковое соединение пластин с X-образной разделкой (при толщине листов >10 мм) в вертикальном положении | № 8 | № 8 | |
Стыковое соединение пластин (на керамической подкладке или стержне) в вертикальном положении | № 10 | № 10 | |
Стыковое соединение пластин (горизонтальный шов на вертикальной плоскости) | № 11 | № 11 | |
Тавровое соединение пластин без разделки кромок (при толщине окрайки £12 мм) в нижнем положении | № 5 | № 5; № 23 | |
Тавровое соединение пластин с частичной разделкой кромок (при толщине окрайки >12 мм) в нижнем положении | № 6 | № 5; № 6 | |
Замена патрубков в крыше резервуара | Угловое соединение «труба + пластина» в нижнем положении | № 31 | № 31 |
Нахлесточное соединение пластин в нижнем положении | № 32 | № 32 | |
Замена листов крыши резервуара | Нахлесточное соединение пластин в нижнем положении | № 30 | №30; № 2; № 4; № 22; № 36; № 38; № 39 |
Ремонт листов центральной части днища в локальных зонах | Нахлесточное соединение пластин с обваркой по контуру (в нижнем положении) | № 36 | № 36; № 38; №3 9 |
Ремонт локальных коррозионных повреждений стенки резервуара | Углубление в основном металле (выборка механическим способом) с последующей заваркой (на вертикальной плоскости) | № 37 | № 37 |
Латочный ремонт настила крыши | Нахлесточное соединение пластин с обваркой по контуру (в нижнем положении) | № 38 | №38; № 36; № 39 |
Латочный ремонт мембраны плавающей крыши или понтона | Нахлесточное соединение пластин с обваркой по контуру (в нижнем положении) | № 39 | № 39; № 36; № 38 |
Ремонт трещин в сварных швах стенки с заменой дефектного участка стенки | Стыковое соединение пластины-вставки округлой формы с пластиной, имитирующей стенку резервуара (на вертикальной плоскости) | № 40 | № 40 |
* Номера соединений указаны согласно табл. А5 приложения А к настоящей Инструкции и табл. 1 настоящего Приложения |
10 В область распространения результатов аттестации технологий сварки, применяемых при ремонте сварных соединений резервуаров, следует включать вид ремонта (см. п. 4). Результаты аттестации технологии ремонта «Вид 3Р» могут быть распространены на технологию ремонта «Вид 2Р» при использовании одного способа сварки и сварочного материала.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 |
