
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2.3.17 Методы контроля качества сварных соединений
2.3.17.1 Методы и объемы контроля качества сварных соединений резервуаров выбираются в зависимости от функционального назначения каждого конструктивного элемента, степени его ответственности по уровню действующих напряжений и эксплуатационных требований к конструктивному узлу или виду резервуарной конструкции.
2.3.17.2 Для надежного выявления недопустимых дефектов в сварных соединениях резервуарных конструкций и их узлах следует применять способы контроля качества, указанные в таблице 2.3.19. Критерии отбраковки по результатам неразрушающего контроля приведены в Инструкции по технологии неразрушающего контроля сварных соединений при строительстве и ремонте резервуаров.
2.3.17.3 Контроль качества сварных соединений резервуаров должен выполняться в соответствии с Инструкцией по технологии неразрушающего контроля и специально разработанными технологическими картами неразрушающего контроля.
Таблица 2.3.19 – Методы контроля качества сварных соединений
№ | Тип сварных соединений | Способ контроля качества |
1. | Все сварные соединения резервуарных конструкций | Визуальный и измерительный (ВИК) |
2. | Стыковые соединения стенки 1-го ¸ 2-го поясов | Ультразвуковой (УК) - для всех стыковых сварных соединений стенки 1-го ¸ 2-го поясов |
Радиографический (РК) - для всех вертикальных стыковых сварных соединений стенки 1-го ¸ 2-го | ||
3 | Стыковые соединения стенки остальных поясов | Ультразвуковой (УК) |
4. | Стыки окраек днища: 250 мм от наружного края; | Радиографический (РК) |
Часть окрайки, расположенная на расстоянии 150-600 мм от внутренней поверхности стенки | Ультразвуковой (УК) | |
5. | Уторный шов сопряжения стенки с днищем | Визуально-инструментальный контроль шва и плавности сопряжения шва (ВИК) |
Вакуумирование (ПВТ) - наружный шов до наложения внутреннего шва, Капиллярный (ПВК) – внутренний шов | ||
6. | Врезка люков и патрубков в стенку | Контроль избыточным давлением швов внутри и снаружи стенки (ПВТ). |
Контроль избыточным давлением (ПВТ) Капиллярный контроль сопряжения воротника со стенкой на 1-ом поясе (ПВК) | ||
Ультразвуковой (УК) Примечание: для конкретных сварных соединении методы контроля определяются в соответствии с табл. 1 приложения Ж | ||
7 | Сварные соединения окрайков и все швы центральной части днища | Вакуумирование (ПВТ) |
8. | Радиальные стыки сегментов опорного или ветрового кольца крыши | Ультразвуковой (УК) |
9. | Зоны приварки монтажных приспособлений к стенке | Капиллярный контроль (ПВК) |
10. | Места приварки кронштейнов трубопроводов, лестниц, ветровых колец | Визуальный и измерительный (ВИК) |
11. | Короба и отсеки понтонов и плавающих крыш | Манометрическим методом (по падению давления) избыточным давлением (ПВТ) |
12. | Люки и патрубки стационарных крыш | Вакуумирование (ПВТ) |
13. | Люки и патрубки плавающих крыш | Манометрическим методом (по падению давления) избыточным давлением (ПВТ) |
14. | Сварные стыки трубопроводов систем пожаротушения, орошения | Рентгенографический контроль |
15. | Сварные стыки трубопроводов системы водоспуска с плавающих крыш | Радиографический контроль (РК), ультразвуковой (УК) Примечание: контроль проводится 1 раз: на заводе или на монтаже |
16. | Сварные швы мембран понтонов и сварные швы в сопряжении коробов с мембраной | Вакуумирование (ПВТ) |
17. | Сварные соединения настила крыши | Вакуумирование (ПВТ) |
(Измененная редакция, Изм. № 1).
2.3.18 Ремонт дефектных участков сварных швов при строительстве резервуаров
2.3.18.1 При выполнении ремонта сварных швов стенок резервуаров следует применять механизированные способы сварки в защитных газах или порошковой проволокой. При выполнении ремонта других резервуарных конструкций допускается также применение ручной дуговой сварки.
2.3.18.2 Ремонт сварных соединений следует выполнять в соответствии с требованиями настоящего раздела и технологических карт ремонта сварных соединений, подтвержденных результатами аттестации технологии сварки.
2.3.18.3 Технология ремонта дефектных участков зависит от типа дефекта и классифицируется по следующим видам:
Вид 1 – ремонт поверхностных дефектов в облицовочном слое шва;
Вид 2 – ремонт дефектов угловых, тавровых и нахлесточных соединений с частичной выборкой шва;
Вид 3 – ремонт дефектов стыковых соединений с частичной выборкой шва;
Вид 4 – ремонт дефектов стыковых соединений с полной выборкой шва (сквозным пропилом)
2.3.18.4 При обнаружении в сварных швах или зоне термического влияния трещин любого вида сварку следует прекратить до выяснения причин их образования. Сварку разрешается возобновить только после принятия мер, исключающих образование трещин.
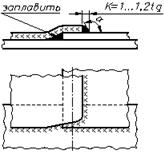
2.3.18.5 Удалять дефектные участки сварных швов надлежит воздушно-дуговой строжкой с последующей обработкой поверхности выборки механическим способом или механизированной шлифовкой абразивным инструментом (высокооборотными электрошлифовальными машинками с армированными кругами). Запрещается выплавлять дефекты сваркой.
2.3.18.6 Исправляемый участок после выборки с целью проверки полноты удаления дефекта следует проконтролировать визуально или цветной или магнитопорошковой дефектоскопией.
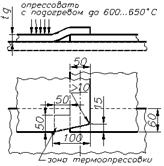
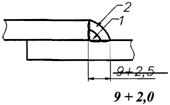
2.3.18.7 При выборке дефектов форма разделки кромок в зоне удаления дефектного участка должна быть максимально приближена к исходной. При выполнении ремонта со сквозным пропилом (Вид 4) производится двухсторонняя выборка дефектного участка. При этом зазор должен составлять 2,5-4 мм с притуплением 1,5-2,5 мм. Двухсторонние ремонтные швы должны выполняться механизированными способами сварки. Схема подготовки кромок и схема выполнения ремонтных слоев должны быть представлены в технологической карте на ремонт конкретного сварного соединения.
2.3.18.8 Ремонт поверхностных дефектов в облицовочном слое (Вид 1) должен проводиться путем последовательной шлифовки всего усиления на ремонтируемом участке шва до удаления дефекта с последующим выполнением нового облицовочного слоя. В случае ремонта швов, выполненных автоматической сваркой, этот слой выполняется механизированными способами сварки.
2.3.18.9 Подготовка к ремонту дефектных участков сварных соединений осуществляется следующим образом:
по результатам неразрушающего контроля отмечают на соединении место расположения и тип дефекта. Место ремонта и номер ремонтируемого соединения должны быть указаны дефектоскопистом.
разметку дефектного участка под вышлифовку производят маркером. Для гарантированного удаления всей дефектной зоны длина участка вышлифовки должна быть больше длины дефекта не менее чем на 20 мм в каждую сторону.
2.3.18.10 При выполнении ремонтных работ по устранению дефектов сварных соединений произвести предварительный подогрев зоны ремонта до 100…130 °C независимо от температуры окружающего воздуха. Допускается местный подогрев всего ремонтируемого участка. Перед началом сварки первого ремонтного слоя температура металла должна быть не менее 100 °C.
2.3.18.11 Дефекты, обнаруженные в сварных швах при визуальном контроле, следует устранять следующими способами:
участки швов с недопустимыми подрезами глубиной до 0,5 мм зашлифовать с обеспечением плавного сопряжения шва с основным металлом;
участки швов с подрезами глубиной более 0,5 мм: – прошлифовать канавку на участке подреза глубиной до 2…3 мм с обеспечением полного удаления дефекта. Подобрать режим сварки на пробных образцах, исключающий образование подреза. Заварить зону дефекта. Зашлифовать зону подварки с обеспечением плавного сопряжения шва с основным металлом;
участки швов с завышенной выпуклостью: - устранить дефект шлифовкой до получения требуемой выпуклости шва;
участки шва с заниженным катетом или ослабленного сечения: - зашлифовать поверхность ослабленного шва и подварить до получения размеров шва, предусмотренного проектом;
участки шва с наружными порами: - дефектный участок шва зашлифовать до полного удаления пористости. Проконтролировать зону шва цветной дефектоскопией, чтобы убедиться в полноте удаления дефектной зоны. Заварить дефектный участок шва сварочными материалами и на режимах, исключающих порообразование. Зашлифовать шов на отремонтированном участке для получения плавного сопряжения шва с основным металлом;
участок шва с грубой чешуйчатостью: - зашлифовать до получения гладкого шва;
незаплавленные кратеры: - зону кратера зашлифовать на длине 50 мм и подварить. Поверхность шва в зоне ремонта зашлифовать;
все ожоги поверхности основного металла сварочной дугой должны быть зашлифованы абразивным инструментом на глубину 0,5 мм.
2.3.18.12 Ремонт дефектных участков швов, выявленных физическими методами контроля, следует проводить в соответствии со специально разработанными технологическими картами на ремонт. При этом, в зависимости от глубины расположения дефекта, должно быть принято оптимальное решение о том, с какой стороны должна быть выполнена разделка кромок в зоне удаления дефектного участка шва и дана схема его разметки, гарантирующая полное удаление дефектной зоны. Для оценки полноты удаления дефектной зоны следует использовать цветную дефектоскопию.
2.3.18.13 В процессе сварки ремонтных швов следует контролировать межслойную температуру, которая должна быть не менее 50 °C. В случае остывания зоны сварки следует выполнять сопутствующий подогрев до 100 °C.
2.3.18.14 Отремонтированные участки сварных соединений должны быть вновь подвергнуты визуальному контролю и ультразвуковой дефектоскопии или радиографии. Если на отремонтированном участке шва вновь будут выявлены недопустимые дефекты, ремонт таких участков должен выполняться под непосредственным контролем руководителя сварочных работ. При необходимости выполнения троекратного ремонта сварных швов технология их ремонта должна разрабатываться проектной или специализированной экспертной организацией.
2.3.18.15 Все сведения о выполнении ремонта внутренних дефектов сварных швов должны быть занесены в Журнал пооперационного контроля качества монтажно-сварочных работ.
2.4 Требования безопасности при производстве сварочных работ
2.4.1 Все сварщики и дефектоскописты, выполняющие работы при монтаже резервуарных конструкций, должны иметь допуск к работе на высоте.
2.4.2 Перед началом работ все исполнители должны быть ознакомлены с проектом производства работ и пройти инструктаж по безопасным правилам ведения работ в резервуарном парке.
2.4.3 Опасную зону оградить сигнальным ограждением стоечного типа. При работе на высоте следует пользоваться монтажным поясом и крепиться им за надежно закрепленные элементы конструкций, не монтируемые в данный момент.
2.4.4 Все металлические части нормально не находящиеся под напряжением, но которые могут попасть под напряжение вследствие нарушения изоляции, должны быть надежно заземлены в соответствии с требованиями ПУЭ и «Инструкции по устройству сетей заземления и зануления в электроустановках».
2.4.5 Все электрооборудование, используемое при монтаже резервуара, должно быть надежно заземлено. Перед началом сварочных работ следует проверить заземление металлоконструкций резервуара. Заземляющие устройства должно быть проверены на сопротивление растеканию тока, величина которого не должна превышать 4,0 Ома при удельном сопротивлении грунта менее 100 Ом. м.
2.4.6 Резервуары, в соответствии с правилами устройства электроустановок и правилами техники безопасности при эксплуатации электроустановок потребителей относятся к категории особо опасных помещений. Для освещения в резервуаре следует использовать напряжение 12 В, а в случае невозможности такого ограничения следует применять быстродействующие защитно-отключающие устройства (АЗУР).
2.4.7 Запрещается нахождение людей под и над монтируемыми элементами конструкций.
2.4.8 Лица, выполняющие работы на высоте более 3 м, обязаны пользоваться испытанными предохранительными поясами. Инструмент и крепежные элементы должны размещаться в закрытых ящиках.
2.4.9 Вновь изготовленные леса, подмости, навесные кабины для работы людей на высоте должны быть испытаны и приняты комиссией.
2.4.10 Электрифицированный инструмент следует выдавать для работы в исправном состоянии лицам, имеющим удостоверение на право работы с этим инструментом.
2.4.11 При производстве монтажно-сварочных работ необходимо выполнять мероприятия безопасности, указанные в «Правилах технической эксплуатации резервуаров», а также все требования инструкций по безопасному ведению работ в резервуарном парке.
2.4.12 При выполнении сварочных работ необходимо соблюдать требования инструкций и нормативных документов по технике безопасности, действующих на предприятии.
2.4.13 Каждый сварщик перед началом сварочных работ должен пройти инструктаж по безопасности труда.
2.4.14 Металлические части основного и вспомогательного электросварочного оборудования (источники питания, сушильные печи и др.), не находящиеся под напряжением, а также свариваемые изделия должны быть заземлены.
2.4.15 Присоединение и отключение от сети источников питания дуги и другого оборудования выполняет электрик, имеющий квалификационную группу по технике безопасности не ниже III.
2.4.16 Следует исключить касание корпусов полуавтоматов и катушек сварочной проволоки, находящихся под сварочным напряжением, металлических частей конструкций, а наладку полуавтоматов производить только после отключения источника питания.
2.4.17 В зоне установки сварочной аппаратуры, баллонов с кислородом, защитными и горючими газами не должно быть сгораемых материалов в радиусе не менее 5 м.
2.4.18 Хранение и транспортировка баллонов с газами должны проводиться только с навинченными на их горловины предохранительными колпаками. Баллоны с горючими газами должны иметь заглушки на штуцерах.
2.4.19 Баллоны с кислородом, горючими газами, а также компрессоры и сварочная аппаратура должны располагаться не ближе 10 м от действующих нефтепроводов и не ближе 20 м от резервуаров, находящихся в эксплуатации.
2.4.20 Баллоны должны быть защищены от воздействия солнечных лучей и других источников тепла. Запрещается отогревать замерзшие редукторы, вентили, баллоны открытым пламенем.
2.4.21 Хранение в одном помещении кислородных баллонов и баллонов с горючими газами, а также красок, масел запрещается.
2.4.22 При сварке внутри резервуара каждый сварщик должен использовать каску-маску, диэлектрический коврик и закрытый электрододержатель, исключающий его закорачивание на металлические конструкции. Запрещается применять электрододержатели с оголенными токоведущими частями (вилки).
2.4.23 Для защиты от излучения следует пользоваться светофильтрами марок С3…С5, которые подбираются в каждом конкретном случае в зависимости от способа сварки, силы тока и остроты зрения сварщика.
2.4.24 Особое внимание при сварке порошковой проволокой и сварке в углекислом газе должно уделяться защите от пылегазовыделения из зоны дуги. Следует следить, чтобы поток дыма, насыщенный аэрозолями, не попадал под щиток сварщику. При сварке закрытых отсеков резервуарных конструкций следует помнить, что углекислый газ является более тяжелым, чем воздух, и скапливается в нижних частях, поэтому следует организовать вытяжную вентиляцию не только для удаления аэрозолей, поднимающихся вверх, но и для газов, скапливающихся ниже зоны сварки.
2.4.25 При выполнении сварки внутри отсеков коробов понтонов или плавающих крыш должна быть организована принудительная вентиляция коробов. Сварщик при этом должен быть застрахован канатом, свободный конец которого размещается вне смотрового люка, а работа внутри отсека контролироваться дежурным работником. Уровень загазованности в отсеках следует контролировать газоанализатором. Суммарная концентрация аэрозолей в зоне дыхания сварщика не должна превышать 8,0 мг/м3. В замкнутых отсеках запрещается применять механизированную сварку самозащитной порошковой проволокой.
2.4.26 Сварочные кабели, шланги, подведенные к рабочим местам, должны быть защищены от возможных повреждений. Сварочные провода должны быть надежно изолированы. Соединять концы сварочного кабеля следует с помощью специальных муфт. Подключение проводов к сварочному оборудованию следует выполнять через кабельные наконечники или специальные разъемы. Сопротивление изоляции токоведущих частей сварочной цепи должно быть не менее 0,5 МОм.
2.4.27 Запрещается проводить сварочные работы во время дождя, снега, грозы.
2.4.28 Запрещается оставлять электрод в электрододержателе во время перерывов в работе и по ее окончанию.
2.4.29 Запрещается использовать спецодежду и рукавицы со следами масла, жиров, керосина или других горючих веществ.
2.4.30 Запрещается сварка свежеокрашенных конструкций до полного высыхания краски.
2.4.31 Запрещается использовать в качестве обратного провода сварочной цепи элементы заземления резервуара. Необходимо систематически контролировать надежность контакта обратного провода сварочной цепи, исключающего образование искр при зажигании дуги и сварке. Температура зоны контакта обратного провода при сварке не должна быть более 100 °C.
2.4.32 Следует принимать меры для защиты окружающих от излучения сварочной дуги, используя специальные кабины, шторы, щитки и т. п.
2.4.33 Все сварщики должны быть обеспечены стандартными средствами индивидуальной защиты.
2.4.34 Освещенность зоны сварки должна быть не менее 50 лк.
2.4.35 Все работники, занятые на строительстве, должны владеть приемами оказания первой доврачебной помощи пострадавшим.
2.4.36 В зоне выполнения сварочных работ должна быть аптечка с медикаментами и перевязочными материалами. Место расположения аптечки должно быть обозначено стандартным знаком.
2.4.37 При выполнении работ по радиографическому контролю сварных соединений запрещается нахождение людей в зоне, в пределах которой уровень радиации превышает допустимую величину. Эта зона должна быть ограждена, а на границах зоны вывешены предупредительные знаки установленной формы. При этом, кроме требований главы СНиП по технике безопасности в строительстве, необходимо выполнять требования «Норм радиационной безопасности НРБ-99», «Основных санитарных правил работы с радиоактивными веществами и другими источниками ионизирующих излучений ОСПОРБ-99 СП 2.6.1.799-99».
2.5 Оформление исполнительной документации по сварке при строительстве резервуаров
2.5.1 Все основные сведения о проводимых работах по сварке резервуара должны заноситься в Журнал пооперационного контроля монтажно-сварочных работ в соответствии с требованиями ПБ .
2.5.2 В Журнал пооперационного контроля должны быть занесены сведения обо всех сварщиках, участвующих в выполнении сварочных работ на конкретном резервуаре с указанием №№ квалификационных удостоверений, сроке их действия, присвоенных сварщикам номеров клейм и вся информация о том, какие конкретно сварные соединения выполнены каждым сварщиком.
2.5.3 В Журнал следует заносить информацию о сдаче-приемке конструктивных элементов резервуара по результатам сборки под сварку с указанием основных параметров подготовленных под сварку стыков и выявленных отклонений от требований проекта. Результаты приемки конструктивных элементов резервуара под сварку должны быть оформлены подписями руководителей монтажных и сварочных работ.
2.5.4 В Журнал следует заносить информацию о климатических условиях при выполнении сварных соединений: температуре, влажности, скорости ветра в зоне работ.
2.5.5 В Журнал следует заносить отклонения от проектной геометрической формы конструктивных элементов, вызванных сварочными деформациями, таких, как: угловатость сварных стыков стенки и окраечных листов днища, вертикальность поясов стенки, отклонения от проектного радиуса кривизны стенки, величина подъема окраечных листов и т. д.
2.5.6 Все сведения о результатах контроля качества с указанием выявленных дефектов сварных соединений и места их расположения должны быть нанесены на схемах конструктивных элементов. На этих же схемах следует указывать № клейм сварщиков, выполнявших соответствующие сварные соединения.
2.5.7 В Журнал следует заносить все сведения о проведенных ремонтах сварных соединений с приложением технологических карт на выполненные ремонты.
2.5.8 Сведения о приемке выполненных сварных соединений по результатам контроля должны быть оформлены подписями руководителя сварочных работ.
2.5.9 К Журналу пооперационного контроля должны быть приложены все сертификаты на сварочные материалы, использованные при сварке конструктивных элементов резервуара.
(Измененная редакция, Изм. № 1).
2.6 Требования к сварным соединениям резервуаров
2.6.1 Классификация требований к сварным соединениям
Требования к сварным соединениям классифицируются следующим образом:
требования к конструкции соединений и форме подготовки кромок;
требования к форме и геометрическим параметрам сварных швов;
требования к механическим свойствам металла шва и сварных соединений;
требования по непроницаемости (герметичности) сварных соединений;
требования к сплошности и однородности металла шва;
требования по обеспечению минимальных сварочных деформаций в процессе монтажа резервуара.
2.6.2 Требования к конструкции и форме разделки кромок сварных соединений, геометрическим параметрам и форме сварных швов
Конструкция сварных соединений, форма разделки свариваемых кромок, а также геометрические параметры и форма сварных швов различных конструктивных элементов резервуаров должны соответствовать таблице 2.6.1.
Таблица 2.6.1 – Требования к конструкции сварных соединений, подготовке кромок, форме и размерам сварных швов конструктивных элементов резервуаров
№ п/п | Конструктивный элемент резервуара | Требования к конструкции и подготовке кромок соединений | Требования к форме и размерам шва |
1 | Центральная часть днища, поперечные швы листов, собранных встык |
|
|
2 | Центральная часть днища, поперечные швы листов, собранных внахлестку |
|
|
3 | Центральная часть днища, продольные швы |
|
|
4 | А) Центральная часть днища, сопряжение листов в узлах тройной нахлестки |
|
|
Б) Центральная часть днища, сопряжение листов в узлах тройной нахлестки по схеме «ласточкин хвост» |
| А - А
Б - Б
| |
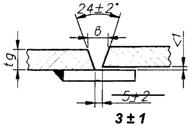
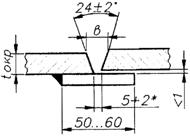
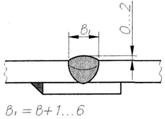
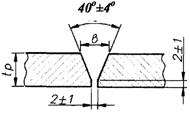
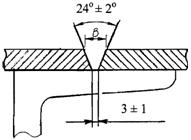
5 | Стыковые швы окраечных листов днища с клиновидным зазором |
* - зазор в зоне сопряжения со стенкой. Зазор по наружной кромке кольца окраек - 4 мм; Зазор по внутренней кромке кольца окраек = 10 мм |
|
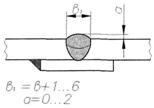
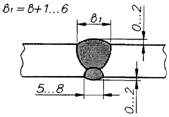
6 | Швы сопряжения центральной части днища с кольцом окраек |
|
|
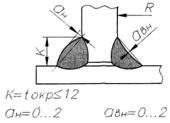
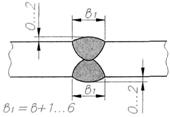
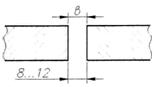
7 | Сопряжение стенки с днищем при толщине окраечных листов до 12 мм включительно |
|
|
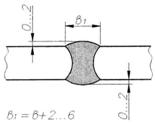
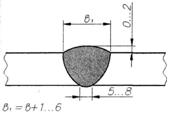
8 | Сопряжение стенки с днищем при толщине окраечных листов более 12 мм |
|
|
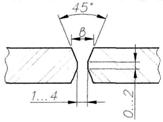
9 | Вертикальные сварные швы стенки при толщине листов до 10 мм включительно |
|
|
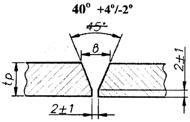
10 | Вертикальные сварные швы стенки при толщине листов более 10 мм |
|
|
11 | Вертикальные сварные швы стенки при сварке с принудительным формированием шва для толщин более 10 мм |
|
|
12 | Вертикальные сварные швы стенки при использовании керамических подкладок |
|
|
13 | Вертикальные сварные швы стенки при использовании керамических стержней |
|
|
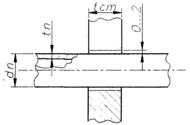
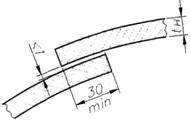
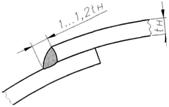
14 | Горизонтальные швы стенки при разности толщин поясов: D £ 2 мм для tB = 4-20 мм; D £ 3 мм для tB = 21-30 мм; D £ 4 мм для tB >30 мм |
|
|
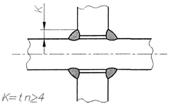
15 | Горизонтальные швы стенки при разности толщин поясов D более значений, указанных в п. 14. |
|
|
16 | Горизонтальные швы стенки при толщине листов до 10 мм |
|
|
17 | Сопряжения патрубков со стенкой, не требующие усиления |
|
|
18 | Сопряжения патрубков со стенкой, требующие усиления |
|
|
19 | Сопряжения люков-лазов со стенкой |
|
|
20 | Швы усиливающих листов люков и патрубков при толщине листов до 10 мм |
|
|
21 | Швы усиливающих листов люков и патрубков при толщине листов от 11 мм до 16 мм |
|
|
22 | Швы усиливающих листов люков и патрубков при толщине листов более 16 мм |
|
|
23 | Сопряжение усиливающего листа с окрайкой днища |
|
|
24 | Радиальные швы ветровых и опорных колец жесткости при толщине металла более 12 мм |
|
|
25 | Радиальные швы ветровых и опорных колец жесткости при толщине металла до 12 мм включительно |
|
|
26 | Сопряжения ветровых колец и колец жесткости со стенкой |
|
|
27 | Сварные швы в сопряжении опорного кольца со стенкой |
|
|
28 | Сварные швы в сопряжении опорного кольца со стенкой (вариант для резервуаров емкостью 5000 м3) |
|
|
29 | Сварные швы в сопряжении каркаса крыши и опорного кольца со стенкой |
|
|
30 | Сварные швы коробов понтонов и плавающих крыш |
|
|
31 | Сварные швы мембран понтонов и плавающих крыш |
|
|
32 | Сварные швы в сопряжении коробов понтонов и плавающих крыш с мембраной |
|
|
33 | Сварные швы двудечной плавающей крыши (верхняя дека) |
|
|
34 | Сварные швы настила стационарных крыш |
|
|
35 | Сварные швы в сопряжении патрубков с настилом крыши |
|
|
36 | Сварные швы врезок патрубков (люков-лазов) в плавающую крышу |
|
|
37 | Сварные швы кронштейнов на стенке |
|
|
Примечания 1. Допускаемые отклонения угловых размеров разделок кромок = + 2 град 2. Допуск на размер катета шва +2; -1. 3. Конструкция сварных соединений, форма разделок и сварных швов, не указанных в данной таблице, определяются проектной документацией. | |||























(Измененная редакция, Изм. № 1).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 |
