
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

а) обратноступенчатый

б) секционный обратноступенчатый
в) двойным слоем
г) секционный двойным слоем

д) каскадом
е) секционный каскадом
Рисунок 2.3.2 Способы выполнения швов сварных соединений
2.3.1.15 В процессе сварки необходимо обеспечивать плавный переход от шва к основному металлу. Величина выпуклости сварных швов не должна превышать значений, указанных в проектной документации и технологических картах. В случае, если высота усиления сварных швов превышает допустимую, сварные швы следует зачистить шлифмашинкой.
2.3.1.16 Все сведения о выполнении сварочных работ при сооружении резервуара должны регулярно заноситься в Журнал пооперационного контроля.
2.3.2 Основные положения технологии механизированной сварки в среде защитных газов
2.3.2.1 При изготовлении и монтаже резервуарных конструкций основным способом сварки является сварка в среде защитных газов. При этом в качестве защитного газа следует использовать чистый углекислый газ или смесь газов на основе аргона в составе 75-80 % аргона и 20-25 % углекислого газа. При сварке в углекислом газе для защиты дуги и сварочной ванны от воздуха следует использовать двуокись углерода высшего или 1 сорта по ГОСТ 8050. Ориентировочный расход защитного газа при сварке в условиях открытой площадки на кг наплавленного металла составляет 400-800 л, т. е. одного баллона углекислоты достаточно в среднем для работы в течение 1-2 смен в зависимости от скорости ветра.
2.3.2.2 Для повышения качества углекислого газа и равномерности его подачи рекомендуется использовать осушители низкого давления, устанавливаемые после редуктора. В качестве влагопоглотителя используют силикагель, алюмогель или медный купорос, которые периодически, не реже одного раза в 2 недели следует восстанавливать прокалкой в течение 2-х часов при температуре: 150 ° C для силикагеля, 280 °C для алюмогеля и 250 ° C для медного купороса. Предельное насыщение адсорбента рекомендуется контролировать по изменению цвета индикатора, добавляемого к адсорбенту в количестве 1 %.
2.3.2.3 При выполнении монтажной механизированной сварки в защитном газе в условиях ветра для обеспечения стойкости швов к порообразованию и получения требуемых механических свойств сварных соединений необходимо использовать сварочную проволоку только малого диаметра (1,2 мм), свободную от ржавчины и технологической смазки. Расход углекислого газа следует устанавливать в зависимости от скорости ветра в зоне выполнения работ, в соответствии с рекомендациями таблицы 2.3.2.
Таблица 2.3.2 – Расход углекислого газа в зависимости от скорости ветра
Скорость ветра, м/с | 0-2 | 3-6 | 6-8 | 9-10 |
Расход газа, л/мин | 10-20 | 25-30 | 35-50 | 60-65 |
2.3.2.4 С целью улучшения структуры газовой защитной струи и повышения ее устойчивости следует применять профилированные конусные сопла с диаметром торца 10…12 мм, не допускать чрезмерного засорения сопла брызгами электродного металла, своевременно очищая его и используя меры по уменьшению прилипания брызг к соплу.
2.3.2.5 При сварке следует ориентировать горелку преимущественно таким образом, чтобы сопло располагалось по нормали к свариваемой поверхности. Манипуляции горелкой должны быть плавными. Отклонения сопла от нормали на угол более 15° ухудшают условия защиты расплавленного металла в условиях ветра. Расстояние от торца сопла горелки от поверхности шва следует поддерживать в пределах 7-15 мм.
2.3.2.6 Сварку в углекислом газе в условиях ветра следует выполнять на токе более 140 А (для проволоки диаметром 1.2 мм). При этом напряжение дуги следует устанавливать минимальным из условий устойчивого горения дуги. Следует помнить, что сварка на пониженном сварочном токе и повышенном напряжении ведут к ухудшению условий переноса электродного металла, увеличению размера электродных капель и повышению содержания азота и кислорода в металле шва.
2.3.2.7 Перед возбуждением сварочной дуги следует продуть шланги, удалив из них воздух и обдуть место сварки углекислым газом. После окончания сварки обрывать дугу следует после заплавления кратера, а газ подавать до полной его кристаллизации.
2.3.2.8 Рекомендуемые режимы сварки стыковых, угловых и тавровых соединений с разделкой кромок приведены в таблице 2.3.3. При сварке без разделки кромок угловых, тавровых или нахлесточных соединений в нижнем положении швы катетом до 8 мм можно выполнять за один проход на режиме: сварочный ток 250 ¸ 320 А; напряжение 25-28 В. Швы больших катетов следует выполнять за два или несколько проходов. Требуемые размеры шва при этом обеспечиваются выбором соответствующей скорости сварки и амплитуды поперечных колебаний горелки. При сварке угловых швов в других пространственных положениях режим сварки выбирают таким же, как при выполнении заполняющих слоев стыковых соединений.
2.3.2.9 При выполнении горизонтальных швов в углекислом газе проволокой сплошного сечения для предотвращения стекания металла сварочной ванны и качественного формирования шва электрод следует направлять следующим образом: корневые слои шва – при наклоне горелки вниз до 15°, заполняющие – при горизонтальном положении электрода, а облицовочные слои – при наклоне электрода «снизу-вверх» под углом до 15°. При этом следует горелку перемещать по схеме поступательно-вращательного движения конца электрода.
2.3.2.10 Площадь поперечного сечения одного прохода выбирается в соответствии с требованиями технологии в зависимости от положения шва в пространстве, толщины металла и класса свариваемой стали, однако, как правило, она не должна превышать 100 мм2. Ширина каждого прохода обычно равна ширине слоя выполняемого шва, однако она не должна превышать 20 мм. При ширине слоя больше 20 мм он выполняется соответственно за два или несколько проходов.
2.3.2.11 Рекомендуемые схемы выполнения сварных швов в различных пространственных положениях при сварке в углекислом газе представлены на рис. 2.3.3. С целью исключения образования зашлаковок и непроваров в соединениях, свариваемых в нижнем и горизонтальном положениях, перемещение горелки следует вести не змейкой, а с перекрытием ванны возвратно-поступательно-вращательным движением конца электрода.
Таблица 2.3.3 – Режимы механизированной сварки в углекислом газе стыковых, угловых и тавровых соединений
Марка проволоки и диаметр | Пространственное положение шва | Слой шва | Сварочный ток*, А | Напряжение дуги, В | Вылет электрода, мм | Примечание |
Св-08Г2С Æ 1,2 мм | Нижнее | Корневой | 140-210 | 19-22 | 10-15 | Расход CO2 устанавливается в зависимости от скорости ветра (табл. 2.9.2) |
Заполняющие | 180-320 | 20-28 | ||||
Облицовочные | 160-320 | 20-28 | ||||
Вертикальное | Корневой | 140-180 | 19-22 | |||
Заполняющие | 160-220 | 19-24 | ||||
Облицовочные | 140-160 | 19-22 | ||||
Горизонтальное | Корневой | 160-180 | 19-22 | |||
Заполняющие | 240-300 | 22-26 | ||||
Облицовочные | 160-220 | 20-25 | ||||
Потолочное | Все | 140-160 | 18-20 | |||
* сварочный ток обратной полярности |
Техника выполнения швов в различных пространственных положениях

Рисунок 2.3.3 Техника выполнения швов в различных пространственных положениях
2.3.3 Основные положения технологии механизированной сварки порошковой проволокой
2.3.3.1 При монтаже резервуарных конструкций применяются методы сварки самозащитной порошковой проволокой, а также порошковой проволокой в углекислом газе или в смесях газов на основе аргона. При этом следует применять проволоки малых диаметров, обеспечивающих возможность формирования шва в различных пространственных положениях. Порошковые проволоки для сварки резервуарных конструкций и их характеристики приведены в разделе 2.8 настоящей Инструкции.
2.3.3.2 Способ сварки самозащитной порошковой проволокой рекомендуется к применению в составе следующих технологических вариантов сварки:
все слои одностороннего стыкового шва выполняются проволокой Иннершилд, при этом корень шва сваривается на остающейся технологической подкладке;
все слои двухстороннего стыкового шва выполняются проволокой Иннершилд с обязательной вышлифовкой обратной стороны корневого слоя;
корневой слой стыкового шва выполняется проволокой Иннершилд, заполняющие и облицовочный слои выполняются автоматической сваркой под флюсом;
все слои угловых и нахлесточных швов выполняются проволокой Иннершилд;
корневой слой угловых и нахлесточных швов выполняется проволокой Иннершилд, а заполняющие и облицовочный слои – автоматической сваркой под флюсом.
2.3.3.3 При сварке порошковой проволокой в углекислом газе или смесях газов сварные соединения резервуара могут выполняться в любых пространственных положениях на обратной полярности.
2.3.3.4 Процесс сварки самозащитной порошковой проволокой Иннершилд должен осуществляется на постоянном токе прямой полярности. Процесс сварки вертикальных соединений осуществляется способом снизу-вверх.
2.3.3.5 При сварке порошковой проволокой необходимо осуществить шлифовку корневого слоя абразивным кругом до состояния «чистый металл».
2.3.3.6 Режимы сварки и количество слоев при сварке металлоконструкций резервуара указываются в операционных технологических картах в зависимости от марки стали, типа сварного соединения, толщины металла и пространственного положения шва.
2.3.3.7 Основными условиями получения стабильного качества сварных соединений при сварке самозащитной порошковой проволокой является строгое соблюдение заданного технологией напряжения дуги и вылета электрода.
2.3.4 Основные положения технологии сварки под флюсом
2.3.4.1 Следует различать две принципиально отличающиеся технологии сварки под флюсом, применяемые при сварке резервуарных конструкций:
традиционная сварка под флюсом в нижнем положении;
сварка под флюсом горизонтальных соединений стенки на вертикальной плоскости, выполняемая специализированными сварочными установками.
2.3.4.2 Марки сварочной проволоки и флюсов, а также требования к их подготовке к сварке приведены в разделе 2.8 настоящей Инструкции.
2.3.4.3. Основными условиями получения качественных сварных соединений при сварке под флюсом являются следующие:
надежная защита дуги от воздуха должна быть обеспечена применением флюса с высотой слоя над дугой не менее 30 мм;
кромки металла, соприкасающиеся с флюсом должны быть свободны от ржавчины, влаги и жировых пленок;
подсос воздуха и влаги в зону дуги через зазоры в свариваемых листах должны быть исключены за счет предварительной подварки шва тонким слоем, выполняемым механизированной сваркой в защитном газе или порошковой проволокой, или использования подкладок;
полное проплавление кромок и сплошность швов должны обеспечиваться за счет правильно подобранных режимов сварки и обеспечения контролируемого направления электродной проволоки в зону сварки;
после каждого прохода и очистки шва от шлаковой корки следует проводить визуальный контроль шва и исправление дефектных участков.
2.3.4.4 Технологический процесс автоматической сварки заполняющих и облицовочных слоев шва под флюсом состоит из следующих основных операций:
установки сварочных головок, корректировки их положения и проверки настройки параметров режима сварки. Настройка основных параметров режима должна производиться заблаговременно. В процессе сварки выполняется периодический контроль параметров режима;
сварки заполняющих и облицовочных слоев и визуального контроля их качества.
2.3.4.5 Автоматическая сварка под флюсом горизонтальных соединений производится, как правило, двумя сварщиками-операторами, при этом каждый оператор сваривает слой со своей стороны стенки резервуара (с внутренней стороны – первый сварщик, с внешней стороны – второй сварщик). До начала автоматической сварки следует выполнить полуавтоматом корневой слой шва толщиной 2…4 мм. В табл. 2.3.4. указано рекомендуемое число автоматных слоев шва. Следует помнить, что завышение площади сечения прохода и, соответственно, размеров сварочной ванны приводит к образованию наплывов и несплавлений кромок.
Таблица 2.3.4 – Рекомендуемое число слоев шва при автоматической сварке горизонтальных соединений стенки под флюсом
Толщина свариваемых поясов стенки, мм | Минимальное количество проходов |
9…12 | 1 с каждой стороны |
13…16 | 1…2 с каждой стороны |
17…18 | 2 с каждой стороны |
19…20 | 2…3 с каждой стороны |
21…24 | 3 с каждой стороны |
25…28 | 3…4 с каждой стороны |
Примечание – число слоев указано без учета корневого слоя шва. |
2.3.4.6 Автоматическую дуговую сварку под флюсом надлежит выполнять непрерывно при наложении каждого валика (слоя) на всю длину технологического участка (секции).
2.3.4.7 При наличии в зонах сопряжения вертикальных и горизонтальных швов геометрических отклонений от цилиндрической формы, затрудняющих работу флюсоудерживающего устройства сварочной установки, сварку на участках примерно 150 мм в каждую сторону от вертикального шва следует производить механизированным способом порошковой проволокой или проволокой сплошного сечения в среде углекислого газа или смеси газов.
2.3.4.8 При сварке горизонтальных швов с шириной разделки кромок более 12 мм рекомендуется выполнять последние заполняющие и облицовочные слои шва за несколько проходов, т. е. использовать многоваликовую сварку. При этом каждый последующий валик в данном слое должен перекрывать предыдущий не менее чем на 1/3 его ширины.
2.3.4.9 Для облегчения удаления шлака рекомендуется применять режимы и технику сварки, обеспечивающие вогнутую (менискообразную) форму поверхности корневого и заполняющих слоев. После сварки каждого слоя поверхность шва необходимо очистить от шлака, а также зашлифовать участки шва с резкими межваликовыми переходами.
2.3.4.10 В процессе сварки резервуарных конструкций следует выполнять мероприятия по недопущению увлажнения флюса. В конце каждой смены неиспользованный флюс должен быть высыпан из бункеров и отправлен в сушильный шкаф.
2.3.5 Основные положения технологии ручной дуговой сварки
2.3.5.1 Ручную дуговую сварку при монтаже корпусов резервуаров следует применять только в тех случаях, когда использование механизированных или автоматизированных способов сварки неэффективно, например, при сварке единичных резервуаров небольшого объема. Ручную дуговую сварку целесообразно применять при укрупнении каркасов крыш или блоков плавающих крыш, выполнении соединений колец жесткости на стенке или опорных колец, настилов, ограждений, кронштейнов, трубопроводов систем пожаротушения и т. п.
2.3.5.2 Ручная дуговая сварка при укрупнении и монтаже конструкций резервуаров должна выполняться с применением сварочных электродов, марки которых подбираются в соответствии с указаниями раздела 2.8 настоящей Инструкции.
2.3.5.3 При сварке резервуарных конструкций используется технологический вариант ручной дуговой сварки, при котором корневой слой и все последующие слои шва выполняются электродами с основным видом покрытия на постоянном токе обратной полярности.
2.3.5.4 Ручную дуговую сварку следует выполнять с поперечными колебаниями электрода на «короткой» дуге.
2.3.5.5 Сварку вертикальных швов следует производить способом снизу-вверх (на подъем).
2.3.5.6 Рекомендуемые значения сварочного тока в зависимости от диаметра электрода:
диам. 2,5 мм – 65…90 А;
диам. 3,0 (3,2) мм – 90…120 А;
диам. 4,0 мм – 130…170 А.
2.3.5.7 Для облегчения удаления шлака рекомендуется применять режимы и технику сварки, обеспечивающие возможно более плоскую (без выпуклости) форму поверхности корневого и заполняющих слоев. Для этого нужно несколько задерживать электрод у кромки стыка.
2.3.5.8 Если в процессе сварки покрытие электрода начинает оплавляться неравномерно, сварщик должен резко изменить угол наклона электрода или же раскачать его поперек шва до момента исчезновения «козырька» и восстановления равномерного плавления электродного покрытия.
2.3.5.9 При сварке горизонтальных швов на вертикальной плоскости каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
2.3.5.10 При сварке вертикальных соединений высота каждого слоя (валика) не должна превышать 10 мм. Ширина одного слоя должна быть не более 20 мм.
2.3.5.11 При сварке горизонтальных соединений высота валика должна быть 3…5 мм, а ширина не более 10 мм.
2.3.5.12 Параметры процесса ручной дуговой сварки металлоконструкций и трубопроводов резервуара приводятся в операционных технологических картах в зависимости от марки стали, толщины проката, пространственного положения шва, сечения прохода, выбранной марки и диаметра электрода.
2.3.5.13 Сварочные работы на открытом воздухе во время дождя, снегопада и при ветре скоростью свыше 10 м/сек проводить без инвентарных укрытий запрещается.
2.3.6 Общие указания по сварке днищ резервуаров
2.3.6.1 Сварку днищ резервуаров следует выполнять следующими способами:
механизированной сваркой проволокой сплошного сечения в углекислом газе или в смесях газах;
механизированной сваркой порошковой проволокой в углекислом газе;
механизированной сваркой самозащитной порошковой проволокой;
автоматической сваркой под флюсом;
автоматической сваркой в защитных газах или самозащитной порошковой проволокой с использованием самоходных кареток.
2.3.6.2 При сварке днища резервуара должна соблюдаться следующая последовательность выполнения сварных швов:
частичная сварка стыков кольца окраек в зонах расположения стенки на участках длиной 200…250 мм;
сварка поперечных стыков листов центральной части днища в порядке, предусмотренном проектом производства работ;
сварка продольных стыков листов центральной части днища в порядке, предусмотренном проектом производства работ;
сварка в сопряжении стенки с днищем (уторный шов) после завершения монтажа трех поясов стенки резервуара;
завершение сварки стыков кольца окраек;
сварка соединений центральной части днища с кольцом окраек с оставлением незаваренными участков швов в сопряжении с продольными стыками листов днища;
завершение сварки швов в сопряжении продольных швов центральной части днища с кольцом окраек.
(Измененная редакция, Изм. № 1).
2.3.6.3 При сварке днищ резервуаров для исключения появления недопустимых сварочных деформаций необходимо выполнять мероприятия, указанные в п.2.2.3.5.
2.3.6.4 Для получения надежной непроницаемости сварные швы днищ следует выполнять не менее чем в два прохода.
2.3.6.5 С целью исключения попадания влаги в зону сварки и образования пористости при выполнении нахлесточных швов и соединений на подкладках кромки следует просушивать перед сваркой.
2.3.7 Сварка стыковых соединений окраечных листов днищ
2.3.7.1 Стыковые соединения окраечных листов днищ следует выполнять механизированной сваркой по одному из следующих вариантов:
проволокой сплошного сечения в углекислом газе или смеси газов;
самозащитной порошковой проволокой;
порошковой проволокой в углекислом газе или смеси газов.
2.3.7.2 Сварные соединения окраечных листов следует выполнять в два этапа:
на первом этапе заварить участок длиной 200…250 мм в зоне установки листов стенки и проконтролировать его качество,
на втором этапе, после сварки вертикальных швов первого пояса стенки и сварки уторного шва, заварить оставшуюся длину сварных стыков окраечных листов.
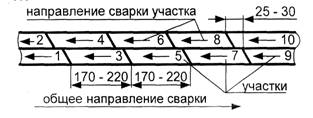
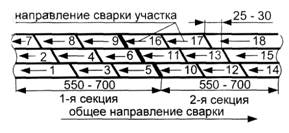
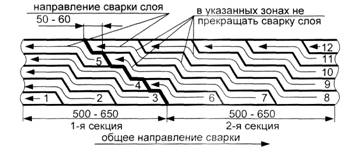
2.3.7.3 Стыки кольца окраек следует сваривать одновременно нескольким сварщикам, расположенным в диаметрально противоположных частях днища и выполнять сварку по часовой стрелке. Последовательность и схемы выполнения сварных швов окраечных листов днища представлены на схемах рис. 2.3.4 и 2.3.5.
2.3.7.4 При толщине окраечных листов днища до 14 мм включительно сварной шов следует выполнять в 2 ... 3 слоя (рис. 2.3.4), а при толщине листов свыше 14 мм до 20 мм включительно - в 3...4 слоя (рис. 2.3.5). Однопроходная сварка стыков окраечных листов не допускается.
(Измененная редакция, Изм. № 1).
2.3.7.5 Сварку стыков следует выполнять технологическими участками длиной по 200…400 мм со смещением начала каждого участка прохода на 25…30 мм.

Рисунок 2.3.4 Схема выполнения сварных швов окраек днища (сварка в два слоя)
Схема выполнения сварных швов окраек днища

Рисунок 2.3.5 Схема выполнения сварных швов окраек днища (сварка в три слоя)
(Измененная редакция, Изм. № 1).
2.3.7.6 Режимы сварки стыковых соединений окраечных листов днища представлены в таблицах 2.3.5 ¸ 2.3.7.
Таблица 2.3.5 – Режимы сварки стыков окраек, а также стыковых соединений центральной части днища самозащитной порошковой проволокой Innershield диаметром 1,7 мм
Слой шва | Род тока и полярность | Скорость подачи проволоки, дюйм/мин | Напряжение на дуге, В | Угол наклона горелки | Вылет электрода, мм |
Корневой | Постоянный прямая | 110 | 18…19 | 10…45 | 15…28 |
Заполняющий | Постоянный прямая | 110 | 19…20 | 10…30 | 12…20 |
Облицовочный | Постоянный прямая | 110 | 19…20 | 10…30 | 12…20 |
Таблица 2.3.6 – Режимы сварки стыков окраек, а также стыковых соединений центральной части днища проволокой сплошного сечения диаметром 1,2 мм в углекислом газе

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 |
