
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рисунок 2.3.12 Схема выполнения уторного сварного шва
2.3.11 Сварка соединений каркасов и настилов стационарных крыш
2.3.11.1 Сварку укрупненных блоков каркасов крыш следует начинать после их приемки по результатам сборки и контроля геометрических параметров.
2.3.11.2 Узлы каркасов крыш следует сваривать с использованием полуавтоматической или ручной дуговой сварки.
2.3.11.3 При выполнении сварки узлов каркасов крыш следует выполнять указания ППР по размерам и последовательности сварки узлов и соединений.
2.3.11.4 Режимы сварки и требования к качеству швов узлов каркасов крыш аналогичны сварке элементов, присоединяемых к стенке резервуаров.
2.3.11.5 После монтажа, сборки и выверки всех блоков каркаса крыши производится сварка соединений каркаса в проектном положении и закрепление к стенке и опорному кольцу.
2.3.11.6 Сварку полотнищ настила крыши начинают с центральных (базовых) секций. Вначале следует сварить поперечные (короткие) соединения этих секций обратно-ступенчатым способом с общим направлением сварки от середины соединения к концам. Сварку производят 2-4 сварщика, перемещаясь по мере сварки от центра крыши к периферии. Затем следует сварить поперечные швы 2-х смежных секций I и 2. После этого свариваются продольные швы, соединяющие I-ю и II-ю секции сектора к центральным (базовым). Короткие швы, соединяющие I-ю и II-ю секции с базовыми, варить после сварки продольных швов этих секций. Затем выполняют сварку поперечных (коротких) швов в пределах III и IV секций. После этого III и IV секции 1-го сектора приваривают по длинной стороне соответственно к I и II-й секциям и т. д. до завершения сварки всего 1-го сектора. По аналогии сваривают швы 2, 3 и 4-го секторов, причем, сварка в этих секторах может вестись параллельно.
2.3.11.7 Схема и последовательность выполнения сварки настила крыши показана на рисунке 2.3.13.
Последовательность и схема сварки настила крыши

Рисунок 2.3.13 Последовательность и схема сварки настила крыши
2.3.12 Сварка соединений люков, патрубков и их усиливающих листов на стенке и крыше резервуаров
2.3.12.1 Сборку и сварку люков-лазов, сифонных патрубков и других врезок на I-м поясе можно выполнять не ранее, чем закончена сварка II-го пояса и собраны подмости между I-м и II-м поясами.
2.3.12.2 При сварке люков и патрубков следует использовать полуавтоматическую сварку проволокой сплошного сечения или порошковой проволокой в углекислом газе или самозащитной проволокой.
2.3.12.3 При сварке люков и патрубков в стенке и крыше резервуара следует соблюдать установленную последовательность выполнения сварных швов. Первоначально нужно сваривать швы в сопряжении люка или патрубка со стенкой или крышей, а затем обваривать швы усиливающих листов.
2.3.12.4 Кольцевые швы люков и патрубков должны быть разбиты на участки, которые после закрепления кромок прихватками выполняются в порядке, указанном на схемах рис. 2.3.14¸2.3.22. Каждый отдельный участок шва люка или патрубка в стенке следует сваривать в направлении на подъем.
2.3.12.5 В люках и патрубках, устанавливаемых в стенке резервуаров с усиливающими листами, следует обеспечивать полный провар толщины стенки. Сплошность сварных швов в этих зонах должна контролироваться физическими методами. Последовательность выполнения участков сварных швов люков и патрубков представлена на схемах рис. 2.3.14¸2.3.22.
2.3.12.6 Люки и патрубки, устанавливаемые на крышах, а также патрубки малых диаметров в стенке следует приваривать угловыми швами. Полное проплавление толщины стенки в этих случаях не требуется.
2.3.12.7 Все сварные соединения люков и патрубков должны контролироваться на герметичность.
2.3.12.8 Режимы сварки люков и патрубков указываются в операционных технологических картах с учетом выбранного способа сварки, сварочных материалов, толщины и марки стали.
Схема сварки овального люка-лаза с придонным усиливающим листом
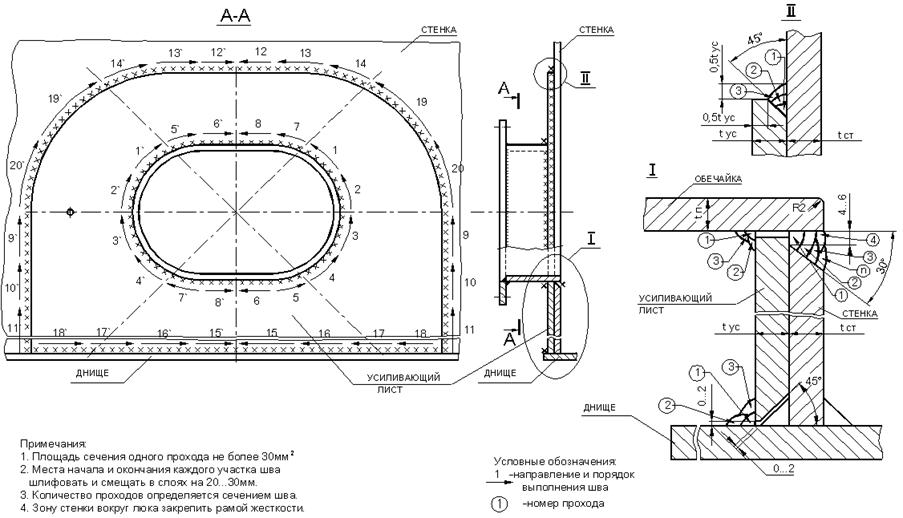
Рисунок 2.3.14 Схема сварки овального люка-лаза с придонным усиливающим листом
Схема сварки овального люка-лаза в стенке
Рисунок 2.3.15 Схема сварки овального люка-лаза в стенке
Схема сварки круглого люка-лаза в стенке
Рисунок 2.3.16 Схема сварки круглого люка-лаза в стенке
Схема сварки патрубков в стенке с усиливающим листом
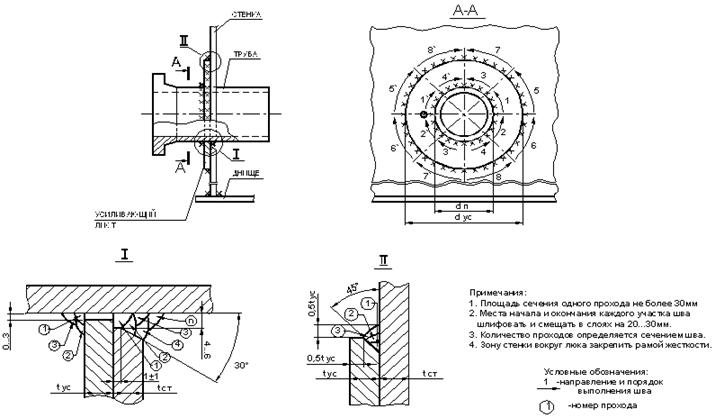
Рис. 2.3.17 Схема сварки патрубков в стенке с усиливающим листом
Схема сварки патрубков в стенке без усиливающих листов
Рисунок 2.3.18 Схема сварки патрубков в стенке без усиливающих листов
Схема сварки люков-лазов плавающей крыши
Рисунок 2.3.19 Схема сварки люков-лазов плавающей крыши
Схема сварки смотровых люков Ду = 500 плавающей крыши

Рисунок 2.3.20 Схема сварки смотровых люков Ду = 500 плавающей крыши
Схема сварки замерного люка

Рисунок 2.3.21 Схема сварки замерного люка
Схема сварки патрубка вентиляционного

Рисунок 2.3.22 Схема сварки патрубка вентиляционного
2.3.13 Сварка конструктивных элементов, присоединяемых к стенке резервуаров
2.3.13.1 К стенке резервуаров приваривают элементы трех классов ответственности:
основные несущие конструктивные элементы, такие, как опорные и ветровые кольца;
вспомогательные конструктивные элементы, закрепляемые на кронштейнах (трубопроводы пожаротушения и орошения, лестницы и т. п.);
временные элементы технологической оснастки, необходимой для сборки и сварки резервуара.
Для сварки элементов, присоединяемых к стенке резервуара, следует использовать полуавтоматическую или ручную дуговую сварку.
2.3.13.2 Последовательность и схемы выполнения сварных швов конструкций ветровых и опорных колец жесткости на стенке резервуаров представлены на рисунках 2.3.23 и 2.3.24. Сварку колец жесткости следует производить в следующей последовательности: вначале сварить радиальные соединения между элементами горизонтального кольца, затем швы поясов элементов жесткости, а горизонтальные кольцевые швы, соединяющие кольцо со стенкой резервуара, - в последнюю очередь. Сварку производят 2-4 сварщика, располагаясь по периметру кольца симметрично и передвигаясь по мере сварки в одном направлении по часовой стрелке.
2.3.13.3 Радиальные стыковые соединения ветровых и опорных колец жесткости резервуаров должны выполняться особенно тщательно, так как эти швы относятся к соединениям повышенной ответственности и подлежат контролю физическими методами.
2.3.13.4 Подкладной лист, к которому приваривается кронштейн, должен быть обварен по всему контуру швом минимально необходимого сечения.
2.3.13.5 При выполнении сварного шва подкладного листа запрещается зажигать дугу на металле стенки вне зоны расположения сварного шва.
2.3.13.6 В сварном соединении подкладных листов не допускаются подрезы основного металла.
2.3.13.7 Режимы сварки конструктивных элементов, присоединяемых к стенке, указываются в технологических картах с учетом толщины свариваемых элементов, пространственного положения шва, способа сварки, выбранных сварочных материалов и т. д.
Последовательность варки швов ветрового кольца

Рисунок 2.3.23 Последовательность сварки швов ветрового кольца
Последовательность и схема сварки швов ветрового кольца

Рисунок 2.3.24 Последовательность и схема сварки ветрового кольца
2.3.14 Сварка конструкций понтонов и плавающих крыш
2.3.14.1 Основной задачей при выполнении сварных соединений понтонов и плавающих крыш является обеспечение герметичности швов и геометрической точности укрупненных блоков и конструкции в целом.
2.3.14.2 При сварке мембран однодечных плавающих крыш и понтонов из рулонированных полотнищ основной проблемой является обеспечение их плоскостности. С целью исключения образования хлопунов мембраны необходимо принимать меры для уменьшения угловых, поперечных и продольных деформаций. Основными мерами являются:
применение способов и технологий сварки, обеспечивающих минимальный объем металла, нагреваемого в процессе сварки до пластического состояния;
сборка всей мембраны, ее натяжение и закрепление прихватками к кольцу коробов;
выполнение сварных швов секциями от центра к периферии;
закрепление свариваемого участка на балку жесткости, закрепляемую к мембране в непосредственной близости от сварного шва;
выполнение швов в каждой секции обратно – ступенчатым способом;
недопущение завышения размеров сварных швов.
2.3.14.3 Сварные соединения понтонов и плавающих крыш следует выполнять одним из следующих способов:
механизированной сваркой проволокой сплошного сечения диаметром 1,2 мм в углекислом газе;
механизированной сваркой порошковой проволокой в углекислом газе,
механизированной сваркой самозащитной порошковой проволокой;
автоматической сваркой в защитных газах порошковой проволокой или проволокой сплошного сечения или самозащитной порошковой проволокой с использованием сварочных самоходных кареток;
автоматической сваркой под флюсом (для протяженных швов при большом объеме сварочных работ);
ручной дуговой сваркой высокопроизводительными электродами.
2.3.14.4 При сварке понтонов и плавающих крыш, как правило, короба (отсеки), подаваемые в монтаж, должны пройти предварительный контроль и приемку. Для получения требуемой геометрической точности конструкции следует соблюдать последовательность сборки и сварки элементов понтонов или плавающих крыш, предусмотренную проектом производства работ.
2.3.14.5 Для обеспечения требуемой плавучести понтонов и плавающих крыш, их отсеки должны быть герметичны и изолированы друг от друга. Основным способом контроля герметичности коробов понтонов и плавающих крыш является опрессовка их избыточным давлением.
2.3.14.6 Схема и последовательность выполнения сварных соединений двудечных плавающих крыш представлена на рис. 2.3.25…2.3.26.
2.3.15 Сварка трубопроводов приемо-раздаточных устройств и трубопроводов систем пожаротушения
2.3.15.1 Основными способами сварки трубопроводов приемо-раздаточных устройств и трубопроводов систем пожаротушения является механизированная сварка в среде защитных газов и ручная дуговая сварка.
2.3.15.2 До начала сборочно-сварочных работ следует выполнить приемку элементов приемо-раздаточных устройств с контролем параметров разделок кромок, а также овальности торцов трубных элементов.
2.3.15.3 Сборка трубопроводов должна вестись с помощью приспособлений, обеспечивающих сопряжение кромок с минимальным смещением, не превышающим 10 % от толщины стенки трубы.
2.3.15.4 Для повышения качества сборочно-сварочных работ рекомендуется элементы трубопроводов укрупнять на специально организованных стендах в монтажные блоки.
2.3.15.5 Для сварки трубопроводов следует применять сварочные материалы, представленные в разделе 2.8 настоящей Инструкции.
2.3.15.6 Операции сборки и сварки трубопроводов приемо-раздаточных устройств и систем пожаротушения должны выполняться в соответствии с указаниями РД «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов
». В случае использования эмалированных труб для трубопроводов систем пожаротушения следует руководствоваться положениями «Инструкции по сварке эмалированных труб при строительстве и ремонте трубопроводов».
2.3.15.7 Конкретные указания по технологии и режимам сварки трубопроводов и приемо-раздаточных устройств должны быть изложены в технологических картах на сварку с учетом марки стали, диаметров трубных элементов, толщины металла и пространственного положения сварного стыка.
Последовательность сборки и сварки двудечной плавающей крыши

Рисунок 2.3.25 Последовательность сборки и сварки двудечной плавающей крыши
(Измененная редакция, Изм. № 1)
Схема сварки соединений плавающей крыши

Рисунок 2.3.26 Схема сварки соединений плавающей крыши
(Измененная редакция, Изм. № 1).
2.3.16 Требования к выполнению сварочных работ при пониженных температурах
2.3.16.1 При температуре окружающего воздуха ниже плюс 5 °C перед сваркой конструктивных элементов из любых сталей обязательна просушка кромок. Для соединений, выполняемых на остающихся стальных подкладках, просушка кромок должна выполняться при любой температуре окружающего воздуха.
2.3.16.2 При сварке конструкций из низколегированных сталей повышенной прочности и высокопрочных сталей для обеспечения технологической прочности и получения требуемого уровня механических свойств сварных соединений следует обеспечить предварительный, сопутствующий или (и) послесварочный подогрев кромок в зависимости от температуры окружающей среды. Температура подогрева металла в зоне выполнения сварного соединения должна назначаться в зависимости от способа сварки, класса стали, прочностных характеристик стали, характеризуемых пределом текучести, толщины металла, типа соединения и температуры окружающего воздуха. Требуемая температура подогрева металла при ручной и механизированной дуговой сварке приведена в таблице 2.3.17, а при автоматической сварке – в таблице 2.3.18.
2.3.16.3 С целью обеспечения более равномерного нагрева и снижения термических напряжений и деформаций, подогрев кромок листовых резервуарных конструкций при сварке следует применять электрические или индукционные нагреватели или газовоздушные горелки с распределением подогревающего пламени по длине стыка. При выполнении вертикальных стыков стенки необходимо обеспечивать одновременный нагрев стыка по всей его длине. Ширина зоны подогрева должна быть не менее 50 мм от оси шва в каждую сторону. Подогрев кромок при автоматической сварке горизонтальных стыков стенки резервуаров необходимо выполнять мощными газовоздушными горелками, закрепленными на сварочной установке.
2.3.16.4 Температуру предварительного подогрева следует контролировать контактными термометрами или термокарандашами с обратной стороны подогреваемого стыка.
2.3.16.5 При организации сварки резервуаров в зимнее время следует особое внимание уделять обеспечению стабильного газопитания. При снижении наружной температуры отбор углекислого газа из баллонов значительно снижается и может вообще прекратиться из-за нехватки тепла для испарения жидкой углекислоты. Поэтому баллоны следует располагать в отапливаемых машинных залах или других теплых помещениях.
2.3.16.6 При выполнении монтажно-сварочных работ при низких температурах следует организовать специальные места для обогрева рабочих.
Таблица 2.3.17 – Температура подогрева кромок при ручной и полуавтоматической сварке
Класс стали | Предел текучести, МПа | Толщина металла, мм | Тип соединения | Температура подогрева металла при температуре окружающего воздуха,°C | ||
От плюс 5 °C до минус 5 °C вкл. | Ниже минус 5 °C до минус 20 °C вкл. | Ниже минус 20 °C | ||||
Углеродистая | До 340 | До 12 | С, Н, Т | - | +50 | +50 |
14… 20 | С, Н | +50 | +50 | +75 | ||
14… 20 | Т | +50 | +75 | +100 | ||
Более 20 | С, Н, Т, У | +50 | +100 | +125 | ||
Низколегированная | 345…435 | До 12 | С, Н, Т, У | +50 | +50 | +75 |
14… 20 | С, Н | +50 | +50 | +100 | ||
14… 20 | Т | +50 | +75 | +125 | ||
Более 20 | С, Н, Т, У | +75 | +100 | +150 | ||
Низколегированная высокопрочная | 440…600 | До 12 | С, | +50 | +75 | +100 |
До 12 | Н, Т, У | +75 | +100 | +125 | ||
14… 20 | С, Н, У | +100 | +125 | +150 | ||
14… 20 | Т | +125 | +150 | +175 | ||
Более 20 | С, Н, Т, У | +150 | +175 | +200 |
Обозначения: С – стыковые соединения; Т, Н, У – тавровые, нахлесточные и угловые соединения.
Таблица 2.3.18 – Температура подогрева кромок при автоматической сварке
Класс стали | Предел текучести, МПа | Толщина металла, мм | Тип соединения | Температура подогрева металла при температуре окружающего воздуха,°С | ||
От плюс 5°С до минус 5°С вкл. | Ниже минус 5°С до минус 20°С вкл. | Ниже минус 20°С | ||||
Углеродистая | До 340 | До 12 | С, Н, Т | - | +50 | +50 |
14… 20 | С, Н | +50 | +50 | +50 | ||
14… 20 | Т | +50 | +75 | +75 | ||
Более 20 | С, Н, Т, У | +50 | +75 | +100 | ||
Низколегированная | 345…435 | До 12 | С, Н, Т, У | +50 | +50 | +75 |
14… 20 | С, Н | +50 | +50 | +75 | ||
14… 20 | Т | +50 | +75 | +100 | ||
Более 20 | С, Н, Т, У | +75 | +100 | +125 | ||
Низколегированная высокопрочная | 440…600 | До 12 | С, | +50 | +50 | +75 |
До 12 | Н, Т, У | +75 | +75 | +100 | ||
14… 20 | С, Н, У | +100 | +100 | +125 | ||
14… 20 | Т | +100 | +125 | +150 | ||
Более 20 | С, Н, Т, У | +125 | +150 | +175 |
Обозначения: С – стыковые соединения; Т, Н, У – тавровые, нахлесточные и угловые соединения.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 |
