
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Слой шва | Род тока и полярность | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, см/мин | Вылет электрода, мм |
Корневой | Постоянный обратная | 200…210 | 26…27 | 18…22 | 15…28 |
Заполняющие | Постоянный обратная | 240…250 | 28…29 | 18…22 | 15…20 |
Облицовочный | Постоянный обратная | 210…220 | 26…27 | 20…25 | 10…12 |
Примечания 1. Амплитуда колебаний электрода при сварке корневого слоя 7 мм. 2. Угол наклона электрода при сварке 1-го прохода 7…10˚ вниз. 3. Угол наклона электрода при сварке остальных проходов 7…10˚ вверх. |
Таблица 2.3.13 – Режимы сварки вертикальных швов стенки самозащитной порошковой проволокой Innershield диаметром 1,7 мм
Слой шва | Схема раскладки слоев | Род тока и полярность | Напряжение, В | Скорость подачи проволоки, дюйм/мин | Вылет электрода, мм |
Корневой |
| Постоянный; прямая | 18,5 - 19,5 | 110 | 15 - 25 |
Заполняющие |
| Постоянный; прямая | 19 - 20 | 110 | 12 - 20 |
Облицовочный |
| Постоянный; прямая | 19 - 20 | 110 | 12 - 20 |
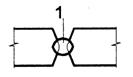
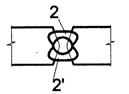
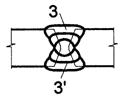
Таблица 2.3.14 – Режимы сварки горизонтальных швов стенки резервуара
Слой шва | Схема раскладки слоев | Диаметр проволоки, мм | Род тока и полярность | Напряжение, В | Скорость подачи проволоки, дюйм/мин | Вылет электрода, мм |
Режимы сварки самозащитной порошковой проволокой | ||||||
Корневой |
| 1,7 | Постоянный; прямая | 18,5-19,5 | 110 | 15 – 25 |
Режимы автоматической сварки под слоем керамического флюса | ||||||
Слой шва | Схема раскладки слоев | Диаметр проволоки, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, см/мин | Вылет электрода, мм |
Заполняющие (сварка одновременно с двух сторон) |
| 2,4 (2,5) | 350-500 | 25-29 | 45-75 | 30-35 |
3,0 (3,2) | 430-560 | 26-29 | 50-70 | 32-35 | ||
Облицовочные (сварка одновременно с двух сторон) |
| 2,4 (2,5) | 300-400 | 30-32 | 50-80 | 30-35 |
3,0 (3,2) | 400-450 | 30-32 | 60-80 | 32-35 | ||
Режимы автоматической сварки под слоем плавленого флюса | ||||||
Заполняющие (сварка одновременно с двух сторон) |
| 2,4 (2,5) | 450-550 | 30-34 | 40-60 | 30-35 |
3,0 (3,2) | 500-600 | 32-36 | 45-65 | 32-35 | ||
Облицовочные (сварка одновременно с двух сторон) |
| 2,4 (2,5) | 400-500 | 32-36 | 45-65 | 30-35 |
3,0 (3,2) | 450-550 | 34-38 | 50-70 | 32-35 | ||
Примечания 1. Угол наклона электрода вниз от нормали к плоскости в пределах 0…30˚. 2. Угол наклона электрода вперед от нормали в пределах 0…10˚. |


|
|
|
|
|
|
|
|
(Измененная редакция, Изм. № 1).
Рисунок 2.3.11 Схемы выполнения горизонтальных сварных шов стенки
2.3.10 Сварка соединений днища со стенкой
2.3.10.1 Сварные соединения в сопряжении стенки с днищем следует выполнять только после окончания монтажа трех поясов стенки, выверки их вертикальности, а также установки раскрепления сопряжения стенки с днищем, исключающего подъем окраечных листов, превышающий значения допуска.
(Измененная редакция, Изм. № 1).
2.3.10.2 Сварку уторного узла следует выполнять одним из следующих способов:
полуавтоматической сваркой проволокой сплошного сечения диаметром 1,2 мм в углекислом газе или в смесях газов;
полуавтоматической сваркой порошковой проволокой в углекислом газе или в смесях газов;
полуавтоматической сваркой самозащитной порошковой проволокой;
автоматической сваркой в защитных газах порошковой проволокой или проволокой сплошного сечения или самозащитной порошковой проволокой с использованием сварочных магнитных кареток с регулируемой частотой и амплитудой поперечных колебаний электрода;
автоматической сваркой под флюсом.
2.3.10.3 При полуавтоматической сварке и сварке с использованием самоходных сварочных кареток сварщики должны располагаться в противоположных зонах уторного шва резервуара и выполнять сварку по часовой стрелке. При этом следует выполнять сварку одновременно снаружи и изнутри стенки с опережением сварки наружного шва на 1…1,5 м. При двухсторонней автоматической сварке под флюсом допускается сварка уторного шва одной установкой с опережением наружной сварочной головки по отношении к внутренней не менее чем на 200 мм.
2.3.10.4 При сварке уторных швов следует обеспечивать плавное сопряжение металла шва с основным металлом. При выполнении внутреннего шва сопряжения стенки с днищем на резервуарах емкостью более 20000 м3 следует обеспечивать вогнутую форму шва. Это достигается выбором режимов сварки, амплитуды и частоты колебания электрода.
2.3.10.5 Режимы сварки уторных швов определяются заданными проектом размерами шва и выбранным способом сварки и указываются в технологических картах на сварку. Рекомендуемые режимы сварки представлены в табл. 2.3.15. и 2.3.16.
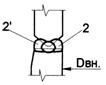
2.3.10.6 Последовательность и схема выполнения уторных сварных швов резервуаров представлены на рисунке 2.3.12
Таблица 2.3.15 – Режимы сварки уторного шва самозащитной порошковой проволокой Innershield диаметром 1,7 мм
Схема раскладки слоев | Род тока и полярность | Напряжение, В | Скорость подачи проволоки, дюйм/мин | Вылет электрода, мм |
| Постоянный; прямая | 18,5 - 20,0 | 110 | 12 - 25 |
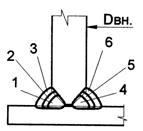
Таблица 2.3.16 – Режимы сварки уторных швов днища проволокой сплошного сечения диаметром 1,2 мм в среде углекислого газа
Слой шва | Род тока и полярность | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, см/мин | Вылет электрода, мм |
Корневой | Постоянный Обратная | 220…250 | 24…26 | 20…24 | 15…28 |
Заполняющий | Постоянный Обратная | 220…250 | 24…26 | 18…20 | 12…20 |
Облицовочный | Постоянный Обратная | 190…230 | 22…24 | 15…20 | 10…15 |
Схема сварки уторного шва

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 |
