
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
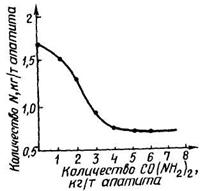
Рис. I. Влияние добавки карбамида на образование оксидов азота при азотнокислот-ном разложении Кольского апатита
Кристаллизация нитрата кальция
В Кольском апатитовом концентрате отношение СаО:Р2О5 составляет 1.32. С таким же соотношением этих компонентов получается из него АКВ. Для получения нитроаммофоски с хорошими физическим свойствами и высоким содержанием фосфора в водорастворимой форме необходимо максимально уменьшить соотношение СаО:Р2О5 в реакционной массе. Уменьшение этого соотношения по методу с вымораживанием нитрата кальция основано на уменьшении растворимости его кристаллогидратов с понижением температуры.
Степень выделения нитрата кальция (LСN) зависит от нормы и концентрации исходной кислоты и температуры охлаждения АКВ и может быть рассчитана:
LСN =[1.32 –(ССа: СР2О5) /1.32] –100.
где 1.32 – отношение СаО: Р2О5 в аппарате,
ССаО: СР2О5 – соотношение компонентов в маточном растворе, полученном после отделения кристаллов.
С повышением степени выделения нитрата кальция значительно улучшается качество удобрения. Так, при ее увеличении от 80 до 90% содержание водорастворимого Р2О5 в продукте повышается от 66 до 83.3%. Установлено, что максимальный выход тетрагидрата нитрата кальция, независимо от температуры охлаждения, соответствует 10% (в случае использования 47% НNО3) и 20% - ному избытку при применении для разложения азотной кислоты 56.9%. При использовании азотной кислоты концентрацией 60% и выше скорость кристаллизации нитрата кальция уменьшается. До 60% с увеличением концентрации скорость кристаллизации возрастает.
С понижением температуры растет степень выделения нитрата кальция (СN), однако, чтобы охлаждать АКВ до температуры менее 100С, требуется специальные холодильные установки, а также дополнительный расход электроэнергии.
Влияние концентрации исходной азотной кислоты и температуры охлаждения на степень выделения СN из АКВ показано на рисунке 2.

Рис. 2. Зависимость степени выделения СаО в виде нитрата кальция от температуры охлаждения АКВ и концентрации азотной кислоты, % hno, ;
I - 55; 2 - 52; 3-50; 4-47
Если концентрация исходной кислоты снижается на 0.2%, то для достижения того же соотношения СаО:Р2О5 в маточном растворе, необходимо охладить суспензию на 10С ниже.
Размеры кристаллов СN определяются условиями проведения кристаллизации: скоростью охлаждения, интенсивностью перемешивания и др. Скорость образования зародышей зависит от степени переохлаждения раствора. Если степень переохлаждения возрастает таким образом, что скорость образования зародышей кристаллов значительно превышает скорость их роста, то в этом случае получаются мелкие кристаллы СN, которые при фильтрации переходят в маточный раствор и увеличивают в нем отношение СаО:Р2О5, что ухудшает качество удобрения. Поэтому охлаждение АКВ производят медленно, постепенно понижая температуру до заданной.
Таблица 2. Зависимость размеров кристаллов Са(NО3)2 *4Н2О от скорости охлаждения (концентрация исходной НNО3 –47….49%)
Снижение температуры,0С/ч | Температура вымораживания | Размеры кристаллов, мкм | Общее время кристаллизации | Примечание |
15 | -7 | 175*175 | 2 ч 50 м | - |
10 | -10 | 350*520 | 3 ч 25 м | Имеется большое количество кристаллов 175*175 |
5…………..6 | -12 | 875*875 | 5…………6ч | Имеется некоторое количество конгломератов |
Из данных приведенных в таблице видно, что наиболее крупные, хорошо фильтрующиеся кристаллы получаются при медленном понижении температуры и общем времени кристаллизации 5-6 часов. Это время должно быть выделено независимо от температуры.
Аммонизация азотнофосфорнокислых растворов.
После отделения фильтрацией выделившегося в процессе кристаллизации нитрата кальция остается маточный раствор, который нейтрализуется газообразным аммиаком. Маточный раствор представляет собой смесь фосфорной и азотной кислот, содержащую кремнефториды и остаточное количество нитрата кальция. При нейтрализации аммиак, прежде всего, взаимодействует с азотной кислотой и 1-ым ионом водорода фосфорной кислоты с образованием аммиачной селитры и моноаммонийфосфата (МАФ) – жидкая фаза:
НNО3 + NН3 =NН4NО3 + Q (9)
Н3РО4 + NН3 = NН4Н2РО4 + Q (10)
Присутствующий в азотнокислом растворе нитрат кальция образует монокальцийфосфат (МФК), который выделяется в твердую фазу.
Са(NО3)2 + 2Н3РО4 +2NН3 =Са (НРО4)2 + 2NН4NО3 (11)
Дальнейшая нейтрализация аммиаком приводит к образованию дикальцийфосфата (ДКФ) и диаммонийфосфата (ДАФ)
Са(Н2РО4)2 + Са(NО3)2 +2NН3 = 2СаНРО4 + 2NН4NО3 (12)
NН4Н2РО4 + NН3 =(NН4)2НРО4 (13)
При достижении пульпой значений рН 5 и выше ДКФ частично переходит в трикальцийфосфат (ТКФ) – происходит ретроградация фосфорного ангидрида, которая приводит, в конечном счете, к уменьшению содержания фосфора в удобрении в усвояемой форме и резкому снижению качества продукта.
2СаНРО4 + Са(NО3)2 + 2NН3 = Са3(РО4)2 +2NН4NО3 (14)
Кремнефтористоводородная кислота при нейтрализации аммиаком переходит в кремнефторид аммония, а также фторид и силикат кальция.
Н2SiF6 +2NН3 =(NН4)2SiF6 (15)
Н2SiF6 +4Са(NО3)2 + 8NН3 + 3Н2О =3СаF2 + СаSiО3 +8NН4NО3 (16)
СаSiО3 мало растворим в воде, но в кислой среде растворяется с образованием Н2SiО3
СаSiО3 + 2Н - = Са+2 + Н2SiО3 (17)
При определенных условиях Н2SiО3 находится в растворе в коллоидном состоянии. Ее присутствие сильно повышает вязкость реакционной среды и приводит к значительному уменьшению подвижности пульпы. В процессе аммонизации основная масса ее выделяется в твердую фазу при рН=2.6.Присутствующие в маточном растворе нитраты железа и алюминия при аммонизации до рН=3 образуют средние фосфаты
Fе(NО3)2 +2Н3РО4 +4NН3 = FеРО4 + 3NН4NО3 + NН4Н2РО4 (18)
Средние фосфаты железа и алюминия нерастворимы в воде, поэтому соединения оксида фосфора, связанные с железом и алюминием, усваиваются растениями на 40-50%.
В процессе дальнейшей аммонизации маточного раствора наряду с ДКФ, фосфатами железа и алюминия, соединениями кремния и магния в твердую фазу могут выделяться кристаллы МАФ. Кристаллизация МАФ значительно зависит от рН раствора. Предотвратить выделение МАФ можно путем разбавления раствором аммиачной селитры, который добавляют и для достижения нужного значения соотношения N: Р2О5 в удобрении.
Эффективной мерой предотвращения загустевания пульпы является повышение температуры до 1200С и выше. Чтобы нежелательные отклонения в составе и свойствах пульпы свести к минимуму, аммонизацию маточного раствора в производстве сложных удобрений проводят в две ступени. В аппаратах 1-й ступени поддерживают рН =2.6-3.0, 2-й ступени 5.6–6.0. Температура пульпы 120 –1300С за счет тепла реакции нейтрализации и подогрева раствора аммиачной селитры. Добавление раствора аммиачной селитры при аммонизации маточного раствора предотвращает выделение в твердую фазу кристаллов МКФ и МАФ. На 1-й стадии нейтрализации при рН =2.8 переводятся в твердую фазу фосфаты железа, алюминия, соединения фтора кремния, во 2-й стадии - ДКФ и 50% МАФ переходят в ДАФ и получается пульпа с отношением МАФ:ДАФ=1:1. Аммонизированная пульпа с рН =5.8 поступает на упаривание.
Упаривание аммонизированной пульпы, смешение с хлористым калием, гранулирование нитроаммофоски.
Нитратно-фосфатные пульпы с небольшим содержанием СаО (до 3%) могут быть упарены до содержания воды 2.5% либо до состояния плава. Упаривание пульпы до состояния плава осуществляется в две стадии: на 1-й стадии при разрежении 21кПа (160 мм рт ст) влажность пульпы снижается до 2.0–3.0%, на 2-й – до 0.5% при разрежении 88кПа (670 мм рт ст). Температура в выпарных аппаратах поддерживается на уровне 175–1850С греющим паром высокого давления. При упаривании пульпы, содержащей до 1.3% СаО, выпарная установка может работать в течение месяца без остановки на промывку. Увеличение концентрации СаО в исходной пульпе приводит к сокращению срока работы выпарных аппаратов из-за интенсивной инкрустации греющих поверхностей солями кальция, железа, алюминия, стронция. С целью очистки выпарных аппаратов и их сепараторов от солевых отложений предусмотрена водно-кислотная промывка, которая проводится 1раз в 5–10 дней. Температуры кипения и кристаллизации нитратно-фосфатных пульп зависят от их исходного состава (СаО:Р2О5; N:Р2О5) и кислотности. Для пульпы с соотношением компонентов СаО:Р2О5=0.24 и N:Р2О5=1.0 температура кипения при разрежении 21кПа ( 160 мм рт ст ) составляет 1720С, а температура кристаллизации при рН=5.7 – 1380С. Понижение рН приводит к росту температуры кристаллизации. Увеличение вакуума в выпарных аппаратах ведет к снижению температуры кипения. Следовательно, кристаллизация солей в выпарных аппаратах будет иметь место при крайне пониженном давлении или снижении рН пульпы. Во избежание разложения солей температура в выпарных аппаратах не должна превышать 1900С. Разложению солей способствует понижение рН (до 4.0 и ниже) и загрязнение пульпы хлоридами.
При выпаривании воды из пульпы вместе с водяным паром выделяется фтор, аммиак. Образовавшиеся пары подвергают очистке от соединений фтора 60%-ным раствором аммиачной селитры. Аммиак регенерируется путем конденсирования паров с последующей дистилляцией.
4.3.3.2.Свойства сырья и сопутствующих продуктов.
Сырьем является апатитовый концентрат, азотная кислота, жидкий аммиак, углекислота, хлористый калий, карбамид, диспергатор НФ.
Кольский апатитовый концентрат – лучшее в мире фосфатное сырье. Апатитовый концентрат должен содержать: Са5F(РО4)3 в пересчете на Р2О5 более 39.4%; воды – менее 1.0%; оксиды железа и алюминия менее 3.0%; оксида магния менее 0.23%; крупность концентрата не должна превышать 11.5% остатка на сите № 000 (размер ячеек 16 мм); плотность – 3.1 т/м3; насыпная плотность – 1.5–1.8 т/м3; молекулярная масса 504.3.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 |
