
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для регенерации аммиака из хлорида аммония необходимо действие более сильной щелочи, которая могла бы вытеснить NН4+ из хлорида. В содовом производстве для этой цели используют известковое молоко
NН4Сl (р) + Са(ОН)2 ↔ СаСl2 (р)+ 2NН3(р) +2Н2О (ж) + 24.4 кДж (17)
Скорость этой реакции определяется скоростью растворения Са(ОН)2, т. е. зависит от степени дисперсности известкового молока. Перед подачей известкового молока необходимо тщательно разложить карбонат аммония и удалить из раствора диоксид углерода, в противном случае карбонат аммония будет взаимодействовать с известковым молоком, что приведет к потерям СО2 и перерасходу известкового молока.
В фильтровой жидкости присутствует некоторое количество Nа2SО4, образующегося при очистке сырого рассола от СаSО4. Кристаллизация и выделение сульфата кальция в процессе дистилляции вызывает нежелательные осложнения: образующаяся соль отлагается на внутренних поверхностях аппаратов и трубопроводов, снижает их пропускную способность, а, следовательно, и производительность.
В процессе дистилляции до момента разложения NН4Сl раствор представляет собой систему NН3–СО2 –Н2О–NаСl–NН4Сl, после разложения NН4Сl известковым молоком и удаления СО2 система имеет вид NН3– Н2О–NаСl–СаСl2.
8.8.2.Технологическая схема регенерации аммиака.
Общее количество аммиака, циркулирующего в производстве, составляет около 530 кг/т соды. Из них примерно 450 кг регенерируется из фильтровой жидкости по схеме, так называемой большой дистилляции, представленной на рис. 9.

Рис. 9. Технологическая схема отделения дистилляции:
/—дистиллер; 2 — теплообменник дистилляции; 3 — инешний перелил жидкости; 4 — конденсатор дистилляции; 5, 8 — щеленыо расходомеры; 6 — напорный 6;ik; 7 — мешалку т-весткового молока; 9 — смеситель; 10 — мерный исипртель; // — нтороП испаритель; /:' — пескоуловитёль
Фильтровая жидкость из напорного бака 6 через расходомер 5 поступает в трубки кожухотрубчатого теплообменника 4 – конденсатора дистилляции (КДС) – и движется в нем сверху вниз. В межтрубном пространстве КДС противотоком жидкости движется горячая парогазовая смесь, выходящая из теплообменника дистилляции (ТДС) 2. В результате теплообмена фильтровая жидкость нагревается и NН4НСО3, находящийся в жидкости, разлагается. Выделяющийся диоксид углерода снижает интенсивность теплопередачи, поэтому он удаляется из трубок и присоединяется к основному потоку газа, выходящему из межтрубного пространства КДС.
Парогазовая смесь, проходя межтрубное пространство, охлаждается и из нее конденсируется водяной пар. В образующемся конденсате растворяется часть NН3 и СО2 из газа. Конденсат удаляется из КДС по линии b .
Газ из КДС направляют для дополнительного охлаждения и осушки в холодильник газа дистилляции (ХГДС), находящийся в отделении абсорбции. В результате охлаждения газа также образуется конденсат, содержащий NН3 и СО2. Все конденсаты, содержащие NН3 и СО2, направляют на малую дистилляцию.
После КДС фильтровая жидкость поступает через внешний перелив 3 в ТДС 2 и движется сверху вниз, нагреваяст при непосредственном контакте с поднимающейся из дистиллера (ДС) 1 горячей парогазовой смесью. При этом карбонаты аммония практически полностью разлагаются с выделение диоксида углерода в газовую фазу. В теплообменнике 2 заканчивается также разложение небольших количеств NаНСО3 и Nа2СО3 при взаимодействии их с хлоридом аммония. Разложение карбонатов и удаление СО2 из жидкости и является основным назначением ТДС.
После удаления диоксида углерода жидкость смешивается в смесителе 9 с известковым молоком, поступающим из мешалки 7 через расходомер 8. В результате взаимодействия Са(ОН)2 с NН4Сl образуются СаСl2 и NН3. Оставшееся в жидкости небольшое количество карбоната аммония, также реагирует с Са(ОН)2, что приводит к излишнему расходу известкового молока и потере СО2.
Жидкость из смесителя 9 поступает в дистиллер 1 для отгонки аммиака. В нижнюю часть ДС подают острый пар, который нагревает жидкость. При этом выделяется аммиак, его равновесное давление над раствором повышается, а парциальное давление в парогазовой фазе понижается. Последнее способствует десорбции аммиака из жидкости.
Парогазовая смесь из ДС поступает в ТЛС, предварительно пройдя верхнюю часть смесителя, на заполненную жидкостью и выполняющую роль брызгоуловителя.
Для использования тепла горячую жидкость из ДС направляют в первый испаритель (ИС-1) 10, где в результате снижения давления до атмосферного выделяется пар, используемый в схеме малой дистилляции. При «горячем» режиме, когда температура жидкости в смесителе превышает 930С, она на выходе из ДС составляет 1150С, для более полного использования тепла жидкости ее направляют из ИС-1 во второй испаритель (ИС-2) 11. Здесь за счет вакуума, создаваемого термокомпрессором, выделяется дополнительное количество пара с пониженным давлением и температурой, используемого на стадии малой дистилляции.
Из ИС-2 дистиллерная жидкость идет в пескоуловидля сепарации крупных частиц гипса и карбоната кальция, отделившихся со стенок дистиллера, и затем с помощью центробежных насосов откачивается в накопитель отбросов.
Технологический режим процесса регенерации аммиака.
Режим аппаратов в отделении дистилляции зависит от давления внизу дистиллера. Оно определяет давление и температуру поступающего греющего пара. Давление внизу ДС определяется сопротивлением последовательно соединенных аппаратов дистилляции и абсорбции, через которые проходят регенерированные NН3 и СО2, и скоростью газового потока.
Предельная производительность аппаратов дистилляции определяется максимально допустимой скоростью парогазовой смеси в свободном сечении аппарат. В ДС максимально допустимая скорость парогазовой смеси составляет 1.5 м/с и в скрубберном ТДС 2 м/с, считая на свободное сечение.
Для уменьшения возможности образования инкрустаций гипса на поверхностях ДС процесс дистилляции необходимо вести после смешивания фильтровой жидкости и известкового молока при температурах выше или ниже 930С, при которой дигидрат СаSО4 *2Н2О переходит в полугидрат. Поэтому различают два режима: «горячий», когда температура в СМ и ДС не ниже 930С, и «холодный», когда температура в этих аппаратах не превышает 930С. «Горячий» режим при повышенном давлении является предпочтительным.
В среднем на 1 т соды теряется примерно 0.7 кг аммиака и 40 кг СаО. Общий расход извести на 1 т соды составляет 700-850 кг. Общие потери аммиака в производстве соды составляют 10 кг на т соды. Эти потери компенсируются вводом аммиачной воды в жидкость фильтров.
8.9. Производство кальцинированной соды из нефелина.
Большое значение в нашей стране имеет комплексное использование природных руд, содержащих нефелин 3Nа2О*К2О* 4Аl2О3 *9SiО2. В РФ имеются большие залежи этого минерала.
В н. в. разработан и эксплуатируется на нескольких заводах эффективный способ комплексного использования нефелина с получением глинозема, цемента, соды и поташа. Этот способ включает ряд основных операций.
Исходную нефелиновую руду подвергают спеканию при 13000С в смеси с молом или известняком. При этом протекает реакция:
(Nа, К)2О *Аl2О3 *nSiО2→ (Nа, К)2О *Аl2О3 +n(СаО *SiО2) +2nСО2 (18)
Полученный спек выщелачивают. При этом алюминаты щелочных металлов и небольшое количество SiО2 в виде Nа2SiО3 переходят в раствор, а 2СаО*SiО2 и примеси остаются в осадке – шламе, который используют для приготовления цемента. Раствор алюминатов после удаления из него остаточных количеств SiО2 подвергают гидролизу с одновременной карбонизацией:
Nа2О * Аl2О3 +3Н2О +СО2 → 2Аl(ОН)3 + Nа2СО3 (19)
К2О * Аl2О3+3Н2О +СО2 → 2Аl(ОН)3 + К2СО3 (20)
Осажденный Аl(ОН)3, прокаливают при 10000С и переводят в глинозем (Аl2О3), а раствор карбонатов, небольшая часть которых в процессе карбонизации переходит в гидрокарбонаты, перерабатывают на соду и поташ.
Так как в топливе, используемом для спекания, обычно содержится сера, то в растворе после разложения алюминатов появляются сульфаты, возможны также соединения неокисленной серы. Кроме того, в растворе карбонатов при переработке нефелиновых сиенитов может присутствовать небольшое количество КСl. Раздельное выделение соды, поташа, сульфата и хлорида калия и является конечной операцией при комплексной переработке нефелинового сырья.
В результате переработки на 1 т Аl2О3 получают примерно 1 т карбонатов натрия и калия, а из образующегося в процессе производства дикальцийсиликата – около 8 т цемента.
Сода, получаемая из нефелина, имеет высокую насыпную плотность, что является существенным преимуществом по сравнению с легкой аммиачной содой.
На практике соду и поташ получают методом политермического упаривания с промежуточным охлаждением. Схема процесса достаточно сложна. В нее включены возвращение в начальную стадию выпарки двойной соли Nа2СО3*К2СО3, кристаллизующейся в процессе выделения из раствора в твердую фазу сульфата калия, двухстадийная кристаллизация соды и поташа, а также предварительное выделение КСl из исходных щелоков для получения поташа хорошего качества.
Сложная схема переработки обусловлена составом исходного раствора и стремлением получить соду и поташ с минимальным содержанием других солей. Однако для некоторых потребителей, например стекольной промышленности, присутствие в соде поташа и сульфата калия не является вредным. Если допустить присутствие этих солей в соде, то переработка карбонатных щелоков упрощается. На рис.10 приведена принципиальная схема переработки карбонатных щелоков, образующихся при использовании нефелинового концентрата с получением двух товарных продуктов – соды и поташа, но более низкого качества. Сода марки А в среднем содержит 91.3% Nа2СО3, 6.2% К2СО3 и 2.5% К2SО4, тогда как сода той же марки, полученная по схеме с многократным разделением солей при выпарке, содержит в среднем 95.6% Nа2СО3, 3.3% К2СО3 и 1.0% К2SО4.
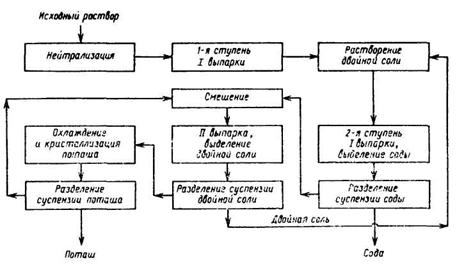
Рис. 10. Упрощенная схема переработки карбонатных щелоков в производстве содовых продуктов из нефелина

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 |
