
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В зависимости от способа отвода тепла различают несколько технологических схем отделения абсорбции. Чаще всего применяются схемы с охлаждением только жидкой фазы или одновременно газовой и жидкой.
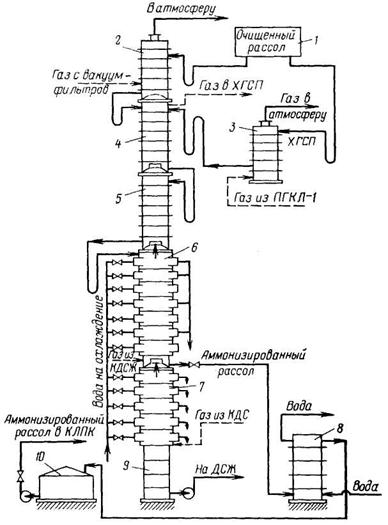
Рис. 6. Технологическая схема отделения абсорбции:
/ — напорный бак; 2 — промыватель воздуха фильтров; 3 — второй промыватель газа колонн; 4 — промыватель газа абсорбции; 5, 6 — абсорберы; 7 — холодильник газа дистилляции; 8 — холодильник аммонизированного рассола; 9 — сборник конденсата; 10 — сборник аммонизированного рассола
На рис. 6 показана схема абсорбции с одновременным охлаждение обеих фаз. Очищенный рассол подается в напорный бак 1, откуда самотеком он направляется в промыватели. Во второй промыватель газа колонны (ПГКЛ-2) 3 обычно поступает 75% всего количества рассола; остальные 25% – в промыватель воздуха фильтров (ПВФЛ) 2. Из ПВФЛ и ПГКЛ-2 рассол двумя потоками поступает в ПГАБ 4.
В промывателе воздуха фильтров поглощается аммиак из воздуха, прошедшего через фильтрующую ткань вакуум-фильтров и содержащего 0.5-2.0% NН3, увлекаемого из фильтровой жидкости. В промывателе 4 рассол поглощает аммиак, оставшийся в газе после абсорберов. Наконец, в ПГКЛ-2 извлекается аммиак из отходящих газов отделения карбонизации, содержащих до 10% NН3.
После промывки отходящих газов рассол из ПГАБ 4 поступает в первый абсорбер (АБ-1) 5, а затем во второй (АБ-2) 6. Противотоком рассолу через АБ-2, а затем АБ-1 проходит аммиачный газ из отделения дистилляции. Этот газ поступает в отделение абсорбции при 700С. Перед поступлением в АБ-2 он охлаждается до 580С в холодильнике газа дистилляции (ХГДС) 7.
В первом абсорбере 5 поглощается примерно половина аммиака, поступающего из отделения дистилляции. Попутно из газа извлекается также диоксид углерода. В результате поглощения аммиака и его взаимодействия с СО2 температура рассола возрастает до 60-630С. Дальнейшее поглощение аммиака во втором абсорбере 6 протекает одновременно с охлаждением рассола и газа в трубчатых холодильниках, расположенных внутри АБ-2. Охлаждающие трубки холодильников орошаются сверху через распределительную плиту рассолом из АБ-1, а снизу в межтрубном пространстве поднимается газ из ХГДС. Выделяющееся при поглощении NН3 и СО2 тепло отводится охлаждающей водой, проходящей внутри трубок.
Аммонизированный рассол, выходящий из АБ-2 при 650С, охлаждается далее в холодильнике 8 и при температуре н/б 400С поступает в сборник аммонизированного рассола (САР)10. Для охлаждения рассола чаще всего используют оросительные, трубчатые и пластинчатые холодильники. Из напорного бака, расположенного на высоте 48.5 м, рассол проходит все аппараты самотеком, что облегчает регулирование потоков, устраняет возможность утечки рассола через сальники насосов и позволяет уменьшить расход электроэнергии. Чтобы обеспечит движение рассола самотеком из АБ-2 через холодильник в САР, второй абсорбер располагают на постаменте 9 на высоте 12.5 м.
Постамент 9 является сборником конденсата, образующегося в ХГДС при охлаждении влажного газа, который поступает из аппарата КДС отделения дистилляции. Конденсат, содержащий NН3 и СО2, передается в дистиллер слабой жидкости (ДСЖ) для отгонки аммиака и диоксида углерода. Последние возвращаются в процесс и поступают, минуя ХГДС, но пройдя свой холодильник (ХГДСЖ), непосредственно во второй абсорбер 6. Газ из ПВФЛ удаляется вакуум-насосами в атмосферу. Газ из ПГАБ, содержащие н/м 75% СО2, с помощью вакуум-насоса удаляется и смешивается перед ПГСП или перед ХГСП с СО2 газа содовых печей. Далее этот газ смешивается в определенном соотношении с СО2 газа известковых печей, компримируется и поступает на карбонизацию в виде крепкого (смешанного) газа. Газ из ПГКЛ-2 выбрасывается в атмосферу.
Технологический режим отделения абсорбции.
В отделении двухступенчатой абсорбции с охлаждением жидкости в оросительных холодильниках установлены нормы технологического режима, позволяющие строго контролировать работу отделения абсорбции. Это прежде всего разрежение (33-34 кПа) и температура (30-400С) на входе в абсорбер и на выходе из него (Р=8.0-10.6 кПа; Т =58-600С). По содержанию СО2 в газе, выходящем из ПГАБ, можно проверить герметичность аппаратов и трубопроводов, работающих под вакуумом (содержание СО2 в газе ПГАБ должно быть не ниже 75%).
Второй промыватель несет значительно большую нагрузку по аммиаку, чем другие аппараты; потери аммиака с газом из ПГКЛ составляют 0.3 –0.4 кг/т соды. Аммиак, поступающий с газом дистилляции, поглощается примерно поровну в первом и втором абсорберах. При соблюдении температурного режима температура аммонизированного рассола на выходе из второго абсорбера возрастает до 680С. При соблюдении технологического режима во втором абсорбере режим работы первого абсорбера поддерживается автоматически.
Движение газа в абсорберах происходит за счет разницы давлений в начале и конце газового потока. При установившемся режиме на каждом участке трубопровода или аппарата создается определенное давление, которое снижается по ходу газового потока, причем это снижение составляет величину, соответствующую сопротивлению данного участка. Возрастание давления больше нормы указывает на какую-либо неисправность. Таким образом, для поддержания нормального режима необходимо следить за давлением на различных участках отделения абсорбции.
В отделении абсорбции на 1 т соды поглощается примерно 0.5 т аммиака. Из этого количества более 80% поступает с газом дистилляции, поэтому особенно важна полная согласованность в работе отделений абсорбции и дистилляции. Для этого регулируют подачу рассола в соответствии с количеством аммиака, поступающего из отделения дистилляции, строго поддерживают температурный режим и определенный вакуум в системе. Об устойчивой работе взаимно связанных отделений абсорбции, дистилляции и карбонизации можно судить по уровню жидкости в сборнике аммонизированного рассола, куда через трубчатый холодильник 8 поступает рассол из АБ-2. При согласованной работе уровень в сборнике аммонизированного рассола не должен изменяться.
Основная аппаратура отделения абсорбции
Для поглощения аммиака и диоксида углерода применяются аппараты барботажного и скрубберного типа. Для поглощения аммиака предпочтительнее скрубберные аппараты, для СО2 – барботажные. Однако наибольшая полнота поглощения СО2 достигается в присутствии аммиака – активного компонента, взаимодействующего с СО2 и тем самым способствующего его поглощению. При прямотоке поступающий в аппарат диоксид углерода с самого начала и до выхода из аппарата контактирует с жидкостью, богатой аммиаком, тогда как при противоточном движении газ на выходе из аппарата встречается с жидкостью с меньшим содержанием аммиака, чем при прямотоке.
К недостатком скрубберных аппаратов следует отнести их меньшую удельную производительность, высокую ненадежность и устойчивость в работе. Поэтому на содовых заводах применяются аппараты барботажного типа с противотоком газа и жидкости. В отделении абсорбции все барботажные аппараты имеют диаметр 2.8 м, они одинаковы по конструкции и различаются лишь числом барбатажных тарелок.
8.6.Карбонизация аммонизированного рассола.
8.6.1.Физико-химические основы процесса карбонизации.
На стадии карбонизации протекает абсорбция диоксида углерода аммонизированным рассолом и осаждение образующегося гидрокарбоната натрия. В общем виде этот процесс описывается уравнением
NаСl(р) + NН3(г) +СО2(г) + Н2О(ж) ↔ NаНСО3 (тв) + NН4Сl(р) (14)
Количество СО2, абсорбированного аммонизированным рассолом, характеризуется степенью карбонизации системы Rс, которая представляет собой отношение количества поглощенного диоксида углерода к общему содержанию аммиака в жидкой фазе.
В пределах 0-300С стабильной парой солей являются NН4Сl и NаНСО3. Это свидетельствует о том, что в пределах данных температур твердые фазы NаСl и NН4НСО3 не могут сосуществовать и переходят в более стабильную пару – NН4Сl и NаНСО3. Поэтому из четырех солей, участвующих в этой реакции, в твердой фазе могут быть одновременно две стабильные соли и одна неустойчивая, т. е. NН4Сl, NаНСО3 и NН НСО3, или NН4Сl, NаНСО3 и NаСl.
Добавление к такому раствору четвертой соли– NаСl– приводит к взаимодействию ее с NН4НСО3, в результате чего образуется дополнительное количество NН4Сl и NаНСО3 в твердой фазе.
С повышением температуры степень использования NаСl (UNа) возрастает. Максимально возможная степень использования NаСl при давлении СО2, равном 98 кПа, и 320С, достигает примерно 84%.
Увеличение давления СО2 в карбонизующем газе приводит к очень малому повышению содержания СО2 в системе. Абсорбция СО2 практически не протекает, содержание NН3связ возрастает незначительно, а следовательно незначительно повышается и величина UNа.
В производственных условиях величина UNа обычно не превышает 75% и теоретический предел практически не достигается. Это объясняется тем, что конечные растворы насыщены только гидрокарбонатом натрия. Кроме этого, на практике не удается установить в системе равновесное состояние, так как для достижения его требуется продолжительное время, что экономически невыгодно.
Наконец, чтобы достичь максимального значения UNа и получит оптимальные растворы к рассолу следует добавлять аммиак и твердую поваренную соль. Последняя растворяется в процессе карбонизации и выпадения в осадок NаНСО3, при этом концентрация ионов хлора в конечном растворе возрастает до требуемой оптимальной величины.
С увеличением концентрации исходных веществ количество осажденного NаНСО3 возрастает. Поэтому в производстве соды стремятся подавать из скважины рассол с максимально возможной концентрацией NаСl, а также предотвращать разбавление рассола при его очистке и аммонизации.
Повышение концентрации аммиака в растворе ограничено выделением в осадок из карбонизованного раствора NН4НСО3. При температуре 300С, близкой к производственной, отношение NН3общ к СО2 общ примерно равно единице. Так как в процессе карбонизации около 15% аммиака выдувается из раствора карбонизующим газом, это отношение в аммонизированном растворе, поступающем на карбонизацию, поддерживается равным 1.10-1.15.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 |
