
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При соблюдении двух условий в подавляющем большинстве случаев возможно устранение указанного препятствия для конвекционного обмена. Первое — зарядка кристаллизатора раствором, близким к насыщению при температуре роста кристалла, и второе — установление границы между термостатами выше уровня шихты. В этом случае раствор в конвекционном контуре нагревается, однако его концентрация остается меньшей, чем непосредственно над шихтой. Следовательно, уменьшение плотности в контуре за счет нагрева еще преобладает над увеличением плотности за счет возрастания концентрации.
Рассмотрим изменения температуры и концентрации, происходящие в некоторой порции раствора за время одного цикла ее движения от растворяющегося вещества к кристаллу и обратно (рис. 3-11). Начнем с нижней точки конвекционного контура
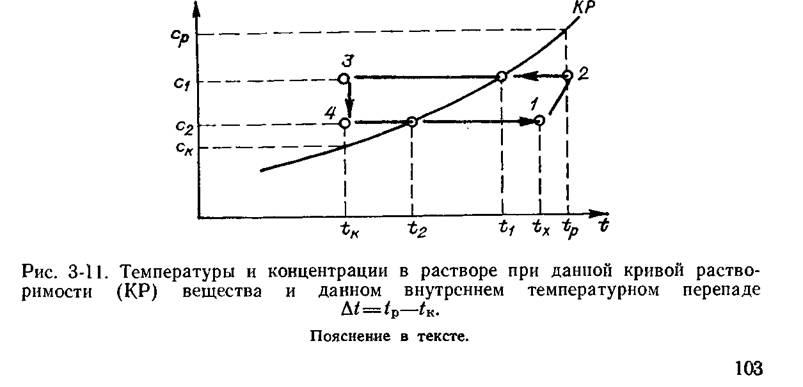
(точка 1). Нагрев раствора до температуры tx происходит за счет теплообмена с окружающей средой через стенки сосуда по мере опускания раствора вниз. Частичное вовлечение в конвекцию за счет сил вязкого трения нижележащего (у поверхности шихты) слоя насыщенного раствора, а также диффузионный обмен с этим слоем повышают среднюю концентрацию раствора до с1. При этом дополнительно несколько повышается температура раствора. Концентрация с1 ниже концентрации ср, соответствующей насыщению при tр. Отношение c1/cp = K1<l назовем коэффициентом извлечения вещества из шихты. Итак, состав раствора смещается в точку 2. Далее по мере движения раствора вверх по трубке температура его снижается. Минуя температуру насыщения t1, раствор переходит в пересыщенное состояние и движется до точки 3, где находится кристалл. Избыточное вещество выделяется на нем не полностью, с коэффициентом извлечения К2=ск/с2<1. Концентрация раствора падает до точки 4. Поскольку повышение температуры за счет выделения тепла при росте кристалла незначительно (§ 1.6), на графике зафиксирована одна температура кристаллизации tK. Пройдя мимо кристалла, раствор возвращается в рас-творительную камеру. По мере приближения к шихте его температура, минуя температуру насыщения t2, повышается до точки 1. Далее цикл повторяется.
Таким образом, tp - tк — общий внутренний температурный перепад, t1 - tк — переохлаждение раствора, c1 - ск — пересыщение раствора.
Скорость конвекции при прочих равных условиях прямо пропорциональна разности плотностей и обратно пропорциональна квадрату вязкости. Ввиду того, что от точки к точке скорости движения жидкости переменны, особенно при наличии препятствий (кристалл), определить «эффективное» значение скорости непросто. Судя по движению пылинок в растворе, она составляет 20—30 см/мин. Значения такого же порядка приводят И. Шмид и Ф. Соммер [1967 г.].
Количество вещества, избыточного против насыщения и проходящего мимо кристалла в единицу времени при скорости конвекции и, равно (с1 — ск)и. Величину c1 - ск можно представить в виде β(t1- tк), где β — температурный коэффициент растворимости. Коэффициенты извлечения К1 и К2 зависят от скорости конвекции, соотношения между размерами кристалла и диаметром кристаллизатора, от площади и геометрии поверхности шихты и пр. К пока не определяются количественно, но можно записать общую формулу для массовой скорости роста: υ = K2β(t1 — tK)u, где t1=f(K1). Поскольку внутренний перепад температур и скорость конвекции, в общем, обратно пропорциональны, скорость роста кристалла будет максимальной при некотором оптимальном соотношении между ними.
На рис. 3-12 приведена схема взаимосвязей между основными параметрами, обусловливающими рост кристаллов по данному методу в установившемся режиме. При ознакомлении со схемой у читателя
104
|
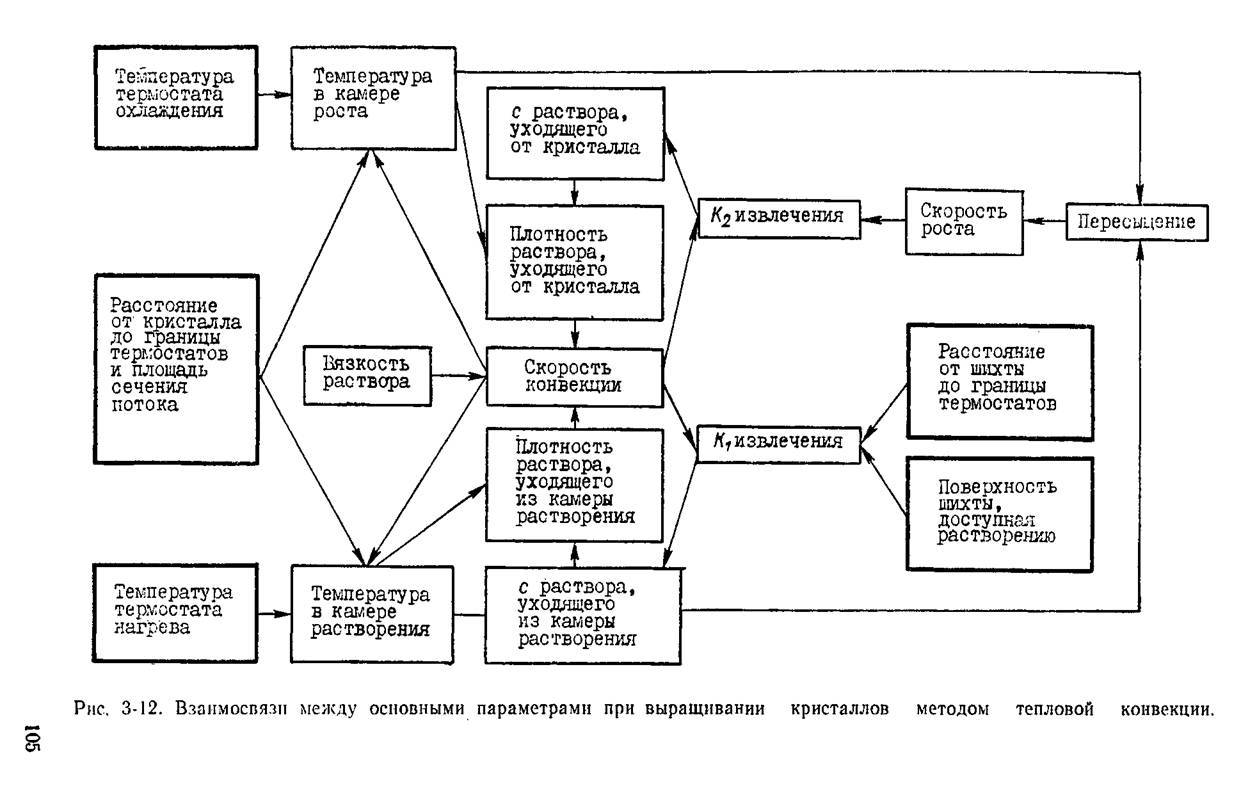
могут возникнуть вопросы, на которые он не найдет ответа ни в тексте, ни в рисунке. Могут возникнуть и несовпадения между ожидаемыми и полученными результатами. Причины этого будут заключаться в неполноте рассмотренных параметров и процессов. Известно, что любая модель действительности есть лишь некоторое приближение к последней, но не точное ее отображение. Уточнение модели влечет за собой увеличение объема описания, что затрудняет ее восприятие. Мы не делали этого раньше и не будем делать в дальнейшем, но сейчас, чтобы показать, насколько в принципе неполны приводимые нами схемы процессов в кристаллизаторах, дадим перечень (тоже наверняка неполный) неупомянутых параметров при составлении схемы на рис. 3-12:
1) характер теплоносителей в термостатах и значения коэффициентов теплопередачи;
2) диаметр трубки по длине кристаллизатора (возможность варьирования диаметром трубки по ее длине);
3) высота столба раствора над шихтой в камере растворения (объем раствора в этой камере);
4) высота столба раствора над кристаллом;
5) эволюция формы и поверхности кристалла в процессе роста;
6) указания на изменения площади и геометрии поверхности шихты;
7) зависимость коэффициентов К, введенных формально, от других параметров;
8) характер конвекционной картины.
При работе по схеме на рис. 3-9 в качестве кристаллизаторов обычно используют пробирки диаметром 30—40 мм и длиной 20—30 см. Кристаллизаторы нижней своей частью погружают в жидкостный термостат (термостат нагрева), верхняя часть трубки находится в термостате охлаждения, обычно воздушном. Оба термостата должны быть хорошо теплоизолированы друг от друга. В частности, не должно быть зазоров между кристаллизационной трубкой и крышкой термостата нагрева. Так как термостат охлаждения нагревается за счет тепла от кристаллизационной трубки и от кольцевой печки (см. ниже), то для регулирования температуры термостата охлаждения в него вводится холодильник с проточной водой. Применение в термостате охлаждения не воздушного, а жидкого теплоносителя неудобно, так как требует герметизации места входа кристаллизационной трубки в термостат нагрева. Выполнение этого требования, в свою очередь, затрудняет сборку и разборку установки.
Обычно температуры воздушного термостата охлаждения находятся в пределах 25—50° С, температуры термостата нагрева (водяного) — от 40 до 80° С, внешний температурный перепад — в пределах 10—40° С. Внутренний перепад в таких условиях достигает первых градусов. В этих условиях получаются удовлетворительные кристаллы таких веществ, как нитраты свинца, стронция и бария, бромата натрия и др. (о результатах применения описываемого метода см. также в конце этого параграфа).
106
В простейшем варианте, когда нет особых требований к качеству кристалла или кристалл не очень чувствителен к колебаниям пересыщения (в частности, в нем не образуются включения раствора), верхняя часть трубки не термостатируется. Это возможно главным образом потому, что температура в верхней части кристаллизатора благодаря высокой теплоемкости раствора в основном определяется температурой нижнего жидкостного термостата. Понятно, что чем длиннее трубка, чем меньше ее диаметр и чем больше колебания температуры в помещении, тем большими будут и колебания температуры вблизи кристалла.
При первой постановке опыта с новым веществом лучше всего придерживаться следующего порядка действий:
а) определяется температура в зоне роста по формуле
tK = tн -(tн - t0)/4.
Формула является приближенной и предлагается на основании результатов отдельных измерений температур в трубках при обычных, описываемых в этом параграфе условиях опытов. Предпочтительнее, конечно, прямые измерения температур. Напомним, что здесь tн — температура термостата нагрева, tо — температура термостата охлаждения;
б) приготавливается раствор, насыщенный при температуре
роста; допустимая погрешность составляет 3—4° С;
в) трубка устанавливается в приборе, и в нее засыпается
шихта, желательно в виде зернистой массы с размером зерна
1—3 мм (пылеватый материал всплывает и способствует запара-
зичиванию). Удобно использовать цилиндрические контейнеры
с перфорированными стенками или мешочки из капроновой ткани.
Между контейнером и стенками должно быть пространство шири
ной 5—8 мм.
Использование контейнеров имеет одно преимущество. При загрузке шихты слоем на дне трубки по мере убыли шихты увеличивается количество раствора в зоне растворения. Тем самым увеличивается площадь прогрева раствора, что приводит к общему возрастанию температур в трубке в течение опыта. При использовании контейнеров площадь прогрева жидкости в камере растворения остается постоянной.
При малой поверхности шихты поступление вещества в раствор замедленно, что приводит к снижению концентрации раствора, пересыщения и соответственно скорости роста по мере увеличения кристалла. Если используется шихта без контейнера, ее уровень должен быть на 5—15 мм ниже границы между термостатами. Объем шихты должен быть в 2—3 раза больше ожидаемого размера кристалла;
г) заливается раствор по стеклянной палочке с грибообразным
утолщением на конце для уменьшения силы струи и ослабления
взмучивания вещества со дна;
д) после отстаивания раствора вводится пробный кристалл
(или плотный сросток). Ошибки в определении температуры в районе
107
роста неизбежны, и первый вводимый кристалл ускоряет переход раствора в стационарный режим. Если этот кристалл растворится полностью, следует ввести с той же целью другой. Стабильный режим обычно устанавливается спустя несколько часов. Если подходящего кристалла нет, в раствор вводят стеклянную палочку с утолщениями, которой придают возвратно-поступательное движение. Мешают 12—24 ч. Если раствор оказался сильно пересыщенным и палочка обросла кристаллами, вымешивание продолжают первые часы. Большая поверхность кристаллов обеспечит быстрый переход раствора в стационарное состояние;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 |
