

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
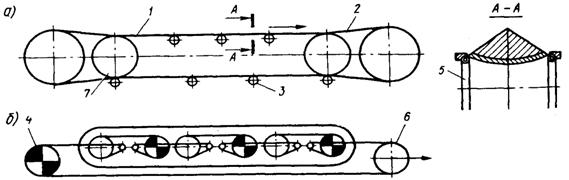
Рисунок 3.1. Схема ленточно-канатного конвейера
3.2. Расчет основных параметров и технико-экономические
показатели
Часовая производительность ленточно-канатных конвейеров определяется так же, как ленточных конвейеров. Скорость движения ленты на действующих конвейерах 1,25-2 м/с.
Условие нормальной работы конвейера при пуске

где ![]() – сила трения канатов о ленту на груженой и порожней ветвях;
– сила трения канатов о ленту на груженой и порожней ветвях; ![]() сила сопротивления троганию ленты при пуске.
сила сопротивления троганию ленты при пуске.
Сила трения канатов о ленту, Н,

где ![]() коэффициент трения каната о ленту (
коэффициент трения каната о ленту (![]() );
); ![]() угол наклона конвейера.
угол наклона конвейера.
Сила сопротивления троганию ленты при пуске

где ![]() коэффициент, учитывающий методом массу барабанов (
коэффициент, учитывающий методом массу барабанов (![]() );
); ![]() ускорение при пуске (
ускорение при пуске ( ).
).
Тяговый расчет производят методом обхода по контуру.
Первоначальное натяжение канатов сбегающих ветвей определяют на основании формулы Эйлера, Н,

где ![]() суммарное сопротивление движению.
суммарное сопротивление движению.
Максимальное натяжение, по которому выбирают канат, Н,
В канатно-ленточных конвейерах применяют канаты двойной свивки с точечным или линейным касанием проволок типа ЛК-О. Длина участка счалки при соединении концов каната принимается не менее 100![]() ; диаметр шкивов в зависимости от диаметра каната
; диаметр шкивов в зависимости от диаметра каната ![]() ; диаметр каната
; диаметр каната ![]() принимают не более 35 мм, чтобы не увеличивать размеры приводного блока.
принимают не более 35 мм, чтобы не увеличивать размеры приводного блока.
Стоимость конвейера

где  стоимость соответственно линейных опор, приходящихся на 1 м длины конвейера и 1 м каната;
стоимость соответственно линейных опор, приходящихся на 1 м длины конвейера и 1 м каната; ![]() число сгонок каната на ветвях.
число сгонок каната на ветвях.
Стоимость запасных частей принимают в размере 2 % стоимости оборудования конвейера

Стоимость монтажа

Годовые эксплуатационные расходы

где ![]() годовые расходы соответственно на заработную плату, электроэнергию, смазочные материалы, амортизацию, ремонт, содержание пунктов погрузки и выгрузки;
годовые расходы соответственно на заработную плату, электроэнергию, смазочные материалы, амортизацию, ремонт, содержание пунктов погрузки и выгрузки; ![]() прочие расходы.
прочие расходы.
Амортизационные расходы принимают в размере 56 % капитальных затрат.
Глава 4. Пластинчатые конвейеры
4.1. Основные типы и системы
Большие возможности в создании новых типов конвейеров, расширяющих область применения магистрального конвейерного транспорта, дают пластинчатые конвейеры. Пластинчатые конвейеры находят широкое применение в различных отраслях промышленности для транспортировки крупнокусковых, тяжелых и горячих материалов при перемещении их под большими углами (более 18°) к горизонту. В литейных цехах эти конвейеры используют для перевозки горячих отливок, на предприятиях химической промышленности и стройматериалов — для подачи известняка на дробильные фабрики, в металлургии — для доставки крупнокусковой руды и горячего агломерата, в угольной промышленности — для подземной транспортировки угля. Однако в основном пластинчатые конвейеры пока применяют на подземных и весьма ограниченно на открытых горных разработках.
В 1950-1952 гг. фирмы «Демаг», «Прюнте», «Аумунд» и «Эйкгофф» (Германия) освоили выпуск пластинчатых конвейеров с ходовыми роликами и кольцевыми цепями, что обеспечило малые сопротивления движению, большую длину конвейерного става, а также дало возможность преодолевать криволинейную трассу в плане. Сейчас такие конвейеры применяются на угольных шахтах Германии, Англии, Франции, Польши. Так, на французском руднике в Лотарингии установлен пластинчатый конвейер длиной 600 м на наклонном стволе для транспортировки железной руды размером кусков до 600 мм. Производительность конвейера 520 т/ч, ширина полотна 950 мм, высота бортов 150 мм, скорость движения 0,68 м/с, средний угол подъема 16,5°. На конвейере установлено 8 промежуточных приводов мощностью по 41 кВт.
Институт «Гипроуглегормаш» (г. Караганда) совместно с Анжерским машиностроительным заводом и харьковским заводом «Свет шахтера» создал несколько конструкций пластинчатых конвейеров для горной промышленности. Разработаны пластинчатые конвейеры типов П-50, П-65, П-80, которые успешно прошли промышленные испытания и изготовляются серийно. Завершились промышленные испытания пластинчатого конвейера типа ПН-65 с углом подъема до 25°. Экспериментальным заводом института «Сибгипрогормаш» (г. Новосибирск) по чертежам института «Гипроуглегормаш» изготовлен конвейер ПКУ-60 для проходки наклонных выработок.
С учетом отечественного и зарубежного опыта работы пластинчатых конвейеров в угольной, горно-рудной, металлургической и других отраслях промышленности ряд научно-исследовательских, проектных и учебных институтов работают над созданием новых конструкций конвейеров для открытых горных разработок.
Казахским политехническим институтом и Джезказганским горно-металлургическим комбинатом им. разработан пластинчатый конвейер типа КФР; Криворожским горно-рудным институтом создан забойный пластинчатый конвейер типа КПР-1, который проходит промышленные испытания на шахте «Саксагань».
В КарГТУ разработаны эскизные проекты пластинчатых конвейеров типов П-100 и П-140, предназначенных для транспортировки угля и мягких вскрышных пород. На основании опыта их проектирования разработан технический проект пластинчатого конвейера типа ПКС-140 для перемещения крупнокусковых скальных пород размером кусков 1200 мм в поперечнике. Конвейер будут испытывать в условиях опытного участка Тайского ГОК.
«Гипроуглегормашем» разработаны рабочие проекты горизонтального и наклонного пластинчатых конвейеров соответственно типов П-80Д и П-80Е для транспортировки горных пород крупностью до 800 мм в поперечнике. Изготовлен опытный образец такого конвейера длиной 100 мм для опытного участка Качканарского ГОК. Чтобы проверить надежность отдельных узлов конвейера при различных климатических условиях, на специальных стендах исследовали работу этих узлов и уточнили их рабочие параметры. Кроме того, разработали специальную загрузочную секцию пластинчатого конвейера, секцию става для компенсации упругих удлинений тягово-несущего органа, устройство для очистки рабочего полотна конвейера в сложных климатических условиях. Названные конструкции изготовлены и прошли опытную подготовку.
4.2. Устройство пластинчатых конвейеров
Карьерный пластинчатый конвейер (рисунок 4.1) состоит из става 7, образованного соединенными между собой секциями, направляющих для груженой и порожняковой ветвей, головной разгрузочной головки 8, грузонесущего полотна 1, включающего в себя пластины, одну или две тяговые цепи и ходовые ролики, один или несколько промежуточных приводов 2, натяжную станцию 3, телескопическую или компенсирующую секцию 4, необходимую для компенсации упругих удлинений возможной вытяжки при разработке цепей, шпальную решетку 5, на которой монтируются линейные секции, амортизирующую секцию 6, установленную на месте погрузки.
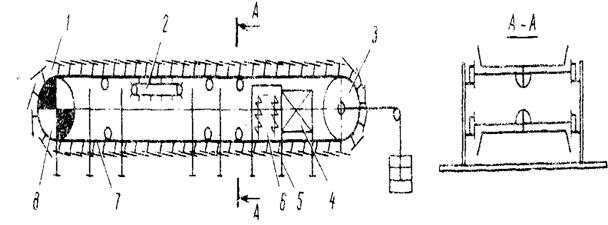
Рисунок 4.1. Схема пластинчатого конвейера
Пластины изготавливают способом горячей или холодной штамповки из листовой стали и усиливают зигами жесткости. Во избежание просыпания транспортируемого материала пластины тягово-несущего органа монтируют с перекрытием друг друга. Пластины линейные и опорные (роликовые) крепят к горизонтальным звеньям круглозвенной тяговой цепи с интервалом, равным сдвоенному шагу цепи.
Металлоконструкция конвейера состоит из опорных (линейных, переходных, поворотных, телескопических, амортизирующих, компенсирующих) секций длиной 1,65 или 3,3 м, соединенных между собой жесткими или упругими соединительными мостиками. Секции состоят из верхних и нижних направляющих (уголковые), которые крепятся к вертикальным стойкам на шпальную решетку.
На пластинчатых конвейерах применяются концевые и промежуточные приводы. Концевые приводы могут быть одинарными или сдвоенными. Промежуточные приводы используют при длине става горизонтального конвейера свыше 1200-1400 м и на наклонных конвейерах. Применяют промежуточные гусеничные приводы с управляемыми или неуправляемыми кулаками. Привод устанавливают между рабочей и нерабочей ветвями конвейера.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
