

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Привод ковшовых конвейеров редукторный с автоматическим тормозным устройством или остановом, препятствующим движению ходовой части в обратную сторону. При больших высотах подъема применяют многоприводные конвейеры с несколькими гусеничными приводными механизмами, установленными на вертикальном участке. Натяжное устройство винтовое или пружинно-винтовое, иногда грузовое.
Выбор основных параметров (производительность, объем ковшей и др.) и тяговый расчет такие же, как и для скребково-ковшовых конвейеров, с учетом особенностей транспортируемых грузов, конструкции ковшей и сопротивления разгрузочного устройства для качающихся ковшей.
7.2. Люлечные конвейеры
Люлечные конвейеры (рисунок 7.2, а, б) по конструкции подобны ковшовым, но вместо ковшей имеют шарнирно-подвешенные полки, так называемые люльки. Загружаются и разгружаются люльки вручную или автоматически при помощи специальных устройств. Длина люлечных конвейеров достигает 150 м, а высота подъема 30 м. Их используют для перемещения тяжелых и крупногабаритных штучных грузов по сложной трассе, состоящей из горизонтальных и вертикальных участков. Они также могут служить в качестве транспортных средство для междуэтажного перемещения
грузов.

Рисунок 7.2. Схемы люлечных конвейеров
В качестве тягового элемента используют пластинчатые цепи с ребордными катками с шагом 100, 125, 160, 200, 250, 315 мм. Имеются также конструкции с одной тяговой цепью, но они относятся к люлечным элеваторам.
Несущими элементами являются люльки, конструкции которых весьма разнообразны в зависимости от формы, размеров и массы транспортируемых грузов и способа их разгрузки и загрузки. Они могут загружаться и разгружаться автоматически с помощью гребенчатых столов и лотков на ходу конвейера, также имеются различные конструкции люлек для ручной загрузки и разгрузки.
Параметры грузонесущих органов люлечных конвейеров (размеры и грузоподъемность) определяются габаритными размерами транспортируемых штучных грузов и их массой. Шаг люлек проверяется на проходимость по криволинейным участкам трассы. При определении производительности скорость принимают не более 0,35 м/с, так как автоматическая и ручная загрузка штучных грузов при большой скорости становится затруднительной. Тяговый расчет и определение потребной мощности электродвигателя привода выполняют так же, как и для других цепных конвейеров.
Глава 8. Тележечные конвейеры
8.1. Общая характеристика и устройство
Тележечными называются конвейеры, грузонесущим органом которого являются тележки-платформы, связанные с тяговым элементом и двигающиеся по замкнутым направляющим путям. Они предназначены для перемещения грузов по отдельным технологическим операциям поточного производственного процесса. По расположению тягового элемента и направляющих путей конвейеры делятся на вертикально-замкнутые и горизонтально-замкнутые.
Выбор того или иного типа конвейера зависит от характеристики перемещаемого груза, характера обслуживаемого технологического процесса и планировки производственного помещения.
Горизонтально-замкнутые конвейеры применяют для транспортирования легких малогабаритных изделий, а также в технологических цепях (например, конвейеры испытательных станций, литейные и др.), при этом груз может находиться на тележке при движении ее по всей трассе конвейера, а при необходимости может совершать круговые движения. Вертикально-замкнутые конвейеры применяют на сборочных операциях тяжелых и громоздких изделий (моторов, автомашин, тракторов, их узлов и др.) и могут иметь опрокидывающиеся и неопрокидывающиеся рабочие тележки. Горизонтально-замкнутые конвейеры выполняются одноцепными или без цепей, а вертикально-замкнутые – двухцепными, реже одноцепные или без цепей, в которых тележки связаны между собой шарнирно, но могут иногда и не иметь такой связи. Перемещение тележек может быть непрерывным и пульсирующим.
Наибольшее распространение получил горизонтально-замкнутый тележечный конвейер типа Г (рисунок 8.1), состоящий из центрально расположенной тяговой цепи 1 с прикрепленными к ней тележками-платформами 2, движущимися по двум направляющим путям 3, привода 4 и натяжного устройства 5. Ходовая часть конвейера состоит из пластинчатой катковой цепи, одноосных тележек, жестко прикрепленных к пластинам цепи, платформ, на которые устанавливают транспортируемые опоки, и щитков, предохраняющих от загрязнения землей и брызгами металла.
 Рисунок 8.1 – Схема горизонтально-замкнутого конвейера
Рисунок 8.1 – Схема горизонтально-замкнутого конвейера
Каждая платформа опирается на две тележки и соединяется с ними при помощи штырей, причем на одной тележке (ведущей) одно из отверстий для штыря выполняется круглым, а другое – овальным для компенсации сокращения расстояния между тележками на криволинейных поворотных участках трассы.
На втулках тяговой цепи устанавливают катки, снабженные шарикоподшипниками или коническими роликоподшипниками, катки движутся между направляющими шинами и исключают возможность бокового сдвига тележек с рельсовых путей. Предварительное натяжение цепи осуществляется натяжным устройством.
Общая длина трассы конвейера определяется как сумма длин отдельных его участков по обслуживаемым технологическим зонам литейного процесса. Ширину платформ принимают равной 500, 650, 800, 1000 и 1250 мм. Каждому из этих значений ширины соответствует одно значение грузоподъемности по ряду 500, 1000, 2000, 4000 и 8000 кг и по три значения длины по ряду 650, 800, 1000, 1250, 1600, 2000, 2500 мм. Секция тяговой цепи, приходящаяся на одну платформу, составляется из двух или четырех звеньев. В последнем случае цепь выполняют разношаговой, например, при шаге платформы 1300 мм шаг звеньев цепи принят равным 250 и 400 мм.
Основные преимущества конвейеров этого типа – легкая приспособляемость трассы к производственным условиям, возможность использования всей длины конвейера, высокая надежность и возможность широкой механизации загрузки и разгрузки.
На некоторых предприятиях находят применение другие конструкции горизонтально-замкнутых тележечных конвейеров (с пространственной трассой типа П и с перекрывающими платформами со сплошным настилом с одноплоскостной трассой типа ГС), имеющие в принципе такую же конструкцию, как и конвейер типа Г, с той же лишь разницей, что у них тяговая цепь снабжена дополнительным шарниром с горизонтальным валиком для обеспечения поворота ходовой части в вертикальной плоскости. Основные преимущества конвейеров с пространственной трассой – рациональное использование производственной площади, улучшение санитарных условий работы в литейных цехах, когда участки формировки и заливки размещаются на первом этаже, а участки охлаждения и выбивки – в изолированном подвале. Радиусы поворота ходовой части в вертикальной плоскости 5-8 м, наибольший угол подъема 6°.
У тележечных конвейеров типа ГС со сплошным настилом для транспортирования литейных форм платформы имеют полукруглые (выпуклое с одной и вогнутое с другой стороны) очертания торцовых поверхностей. Такое расположение платформ образует сплошной настил на прямолинейных и поворотных участках конвейера и надежно защищает его ходовую часть и пути от загрязнения и заплесков металла. Конвейер не имеет тяговой цепи, функции грузонесущего и тягового элементов выполняют платформы с тележками.
К основным элементам горизонтально-замкнутых тележечных конвейеров относятся тяговые цепи, привод, натяжное устройство и ходовые пути.
Тяговым элементом пространственных конвейеров служит двух-шарнирная цепь, которая имеет вертикальные и горизонтальные шарниры, позволяющие звеньям цепи свободно отклоняться в любую сторону, или обычная пластинчатая цепь с креплением к тележкам при помощи шарнира, ось которого перпендикулярна осям шарниров цепи. Тележки-платформы у пространственных конвейеров имеют упоры, предохраняющие сползание грузов на наклонных участках.
Вертикально-замкнутые конвейеры с опрокидывающимися тележками (рисунок 8.2) состоят из тягового элемента 1 с прикрепленными к нему тележками 2, движущимися по направляющим путям опорной конструкции конвейера 3, привода 5 и натяжного устройства 4. У сборочных конвейеров тележки обычно снабжают установочными кондукторами, поворотными приспособлениями и другими устройствами для облегчения процесса сборки. Металлоконструкция с боковых сторон закрывается объемным предохранительным ограждением из стальных листов или сетки, а верхняя ветвь отделяется от нижней сплошным перекрытием. Выполненное в виде короба из стальных листов перекрытие предохраняет рабочих-сборщиков от несчастных случаев, препятствует попаданию инструмента, крепежных деталей и других посторонних предметов на нижнюю ветвь конвейера и служит маслосборщиком.
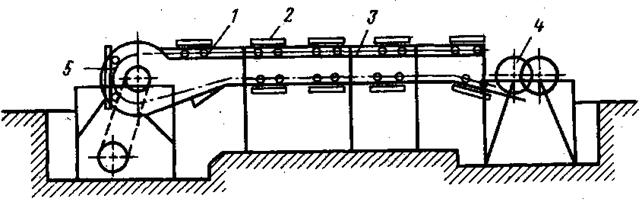
Рисунок 8.2 – Схема вертикально-замкнутого тележечного конвейера
Тележки конвейеров жестко крепятся к одному из звеньев цепи. Эти конвейеры выполняют одно - и двухцепными, в зависимости от колеи и базы тележки и тягового усилия. Приблизительно можно считать, что при А>4 шагов целесообразно использовать две тяговые цепи. Для направления движения тележек во время их опрокидывания на участке приводной звездочки устанавливают неподвижные контршины, по которым движутся катки при опрокидывании, а на валу натяжной звездочки размещают два опорных диска, передвигаемых вместе с валом и звездочкой при натягивании цепи. Диаметр дисков выбирают таким, чтобы рама тележки на повороте прижималась к ним под действием натяжения цепи.
Конвейеры с неопрокидывающимися тележками имеют две тяговые цепи, располагаемые с двух сторон вне габарита тележки по ширине. Каждая тележка конвейера имеет две оси. Ведущая ось тележки шарнирно прикреплена к тяговым цепям. Для свободного прохождения тележек между цепями у приводных и натяжных звездочек последние устанавливают на консольных осях так, чтобы между ними посередине конвейера оставался свободный промежуток, достаточный для прохода тележек.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
