

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
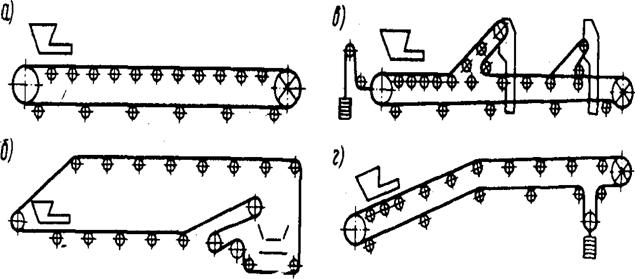
Рисунок 2.1. Схемы ленточных конвейеров
В штате Аризона (США) для доставки от места добычи к пункту погрузки в железнодорожные вагоны используют конвейерную линию длиной 10,5 км и производительностью 1260 т/ч. Она состоит из трех ставов с двумя приводами мощностью 660 кВт. Первый став поднимает груз на высоту 229 м, второй с приводом мощностью 358 кВт стоит горизонтально, третий спускает уголь и в конце поднимает его на высоту в 2,5 м.
В Марокко для доставки фосфатной руды на обогатительную фабрику эксплуатируют конвейерную линию протяженностью около 15 км, состоящую из четырех конвейеров. Лента конвейера резинотросовая шириной 1200 мм.
В северной части Австралии построена конвейерная линия длиной 17,5 км и производительностью 1270 т/ч для транспортирования боксита из рудника в порт. Линия состоит из трех ставов длиной 5,76; 53 и 6,44 км, ширина резинотросовой ленты 900 мм, скорость движения 3,5 м/с.
Фирмой «Крупп» (Германия) принята в эксплуатацию линия из 11 конвейеров общей протяженностью 100 км. Среднегодовая производительность линии 10 млн. т, ширина резинотросовой ленты 1000 мм, скорость движения 4,5 м/с. Для обслуживания линии используют 11 самоходных тележек, оборудованных аппаратурой контроля (детекторы шума, устройства радиотелепередач).
Разработана конвейерная линия Германия–Нидерланды протяженностью 206 км, которая транспортирует руду Рурского промышленного района. Производительность системы 7200 т/ч, скорость ленты до 5 м/с, ширина ленты 1400 мм. Линия состоит из 28 ставов по 7,4 км каждый.
В Германии проектируют конвейер с наибольшей производительностью 48,8 тыс. т/ч для транспортирования бурого угля. Ширина ленты 3600 мм, скорость 5 м/с, став с пятью роликовыми подвесными опорами, общая мощность приводов 7200 кВт.
Ленточные конвейеры имеют длину на один став до 10 км, скорость движения ленты до 10 м/с и ширину ленты до 3,6 м. При каркасе из хлопчатобумажных прокладок длина горизонтального конвейера рекомендуется до 1000 м и высота подъема до 50 м; при каркасе из синтетических прокладок соответственно до 2000 и 100 м, а резинотросовые ленты рекомендуются при длине конвейера более 2000 м и высоте подъема свыше 100 м.
Рекомендуется широкое применение мотор-барабанов серийного производства мощностью 20 кВт и выше, а при применении масляного охлаждения – до 100 кВт. При обычных барабанных приводах на конвейерах длиной до 10 км и производительностью до 10 000 т/ч мощность каждого электродвигателя составляет 2000 кВт.
Фирма МИС (Германия) поставляет барабаны для ленточных конвейеров со встроенным приводом. Выпускают мотор-барабаны диаметром 165– 620 мм для лент шириной 350 – 1600 мм при скорости 0,16 – 3 м/с и мощности привода 0,19 – 225 кВт. Ось барабана неподвижная, поэтому не требуется внешних опорных подшипников. Встроенная внутрь барабана зубчатая передача позволяет заменой зубчатых колес получить 5— 6 скоростей движения.
В нашей стране накоплен значительный опыт применения на рудных предприятиях ленточных конвейеров. За последние шесть лет на казахстанских рудниках практически каждый год внедряют ленточные конвейера (таблица 2.1), однако их работа выявила отдельные «слабые» звенья, и в частности отклоняющих устройств (барабанов), которые быстро выходят из строя.
Увеличение объема добычи полезных ископаемых на горных разработках с использованием высокопроизводительных комплексов делает необходимым повышение производительности ленточных конвейеров, что достигается увеличением ширины ленты, оптимизацией ее профиля и повышением скорости. Наиболее часто увеличивают ширину ленты, однако это связано с ростом конструктивных размеров элементов конвейера, заменой роликов и других деталей, с ростом капиталовложений.
Оптимальный профиль ленты можно получить при трехроликовой опоре увеличением угла наклона боковых роликов в пределах 35-50° и уменьшением длины среднего валика в пределах (0,22-0,32) b (b – ширина конвейерной ленты). Изменением профиля ложи ленты можно повысить объемную производительность конвейера на 5-10 % по сравнению с нормализованными величинами. В новых конструкциях ленточных конвейеров изменение профиля ложа уже предусмотрено, и поэтому здесь нельзя рассчитывать на возможности дальнейшего повышения производительности. Сокращенная длина среднего ролика положительно отражается на загрузке подшипников, однако требует различных сортаментов роликов.
Таблица 2.1 – Сведения о ленточных конвейерах, внедряемых на рудных предприятиях Казахстана
№ | Рудник | Год запуска | Производитель | Количество конвейеров | Общая суммарная длина конвейеров |
1 | Степной | 2004 | Сызранский завод тяжелого машиностроения ОАО «ТЯЖМАШ» (Россия) | 5 | 4220 |
2 | Жаманайбат | 2005 | Белохолуницкий машиностроительный завод (Россия) | 7 | 2080 |
3 | Анинский | 2006 | 3 | 1590 | |
4 | Западный | 2007 | 3 | 1860 | |
5 | Нурказган | 2009 | Фирма «H+E Logistik GMBH» (Германия) | 2 | 2400 |
Увеличение скорости движения ленты является экономически эффективным решением, что подтверждается теоретическими исследованиями и практикой. Применение высоких скоростей (более 5 м/с) увеличивает производительность конвейеров при сохранении геометрических размеров и уровня капитальных затрат, снижает удельные давления от груза, а следовательно, и статические напряжения в элементах конструкции конвейера и, наконец, натяжение ленты.
Возникает ряд проблем, требующих дальнейшего исследования, таких, как плавность движения потока груза (главным образом кускового) и его динамическое воздействие на элементы конструкции конвейера или долговечность роликовых опор и ленты. Проведенные теоретические исследования уже дали основания для организации, пока в экспериментальном порядке, транспортирования кускового груза со скоростью 20 м/с.
При малых скоростях движения ленты и массе кусков груза упругость системы опор не имеет большого значения. При больших же скоростях и крупных размерах кусков различие между жесткими и упругими опорами значительно. Можно констатировать, что для транспортирования крупных кусков груза при больших скоростях движения ленты создание упругости поддерживающих опор становится необходимым.
2.2. Устройство ленточных конвейеров
Лента. Ленточный конвейер состоит из следующих основных частей: прорезиненной ленты, служащей грузонесущим и тяговым органом, которая поддерживается роликоопорами, смонтированными на опорных металлоконструкциях; приводных, натяжных и загрузочных устройств. Кроме того, в комплекте конвейера предусматриваются разгрузочные устройства, средства очистки и др.
Лента конвейера включает (рисунок 2.2) тяговый каркас 1, состоящий из нескольких слоев ткани, связанных между собой тонкими (0,2-0,3 мм) резиновыми прослойками (сквиджами) 2. Для повышения поверхностной прочности ленты тканевый каркас покрывают защитной тканью (брекером) 3. С целью предохранения каркаса и брекерной ткани от влаги и повреждения ленту закрывают резиновыми прокладками 4 и 5 толщиной 3-6 мм с ее рабочей и 1-3 мм с нерабочей стороны. Число прокладок зависит от ширины ленты и колеблется от 3 до 12. В зависимости от условий эксплуатации лент используют различные материалы для основы и заполнителя. В качестве заполнителя используют резиновые смеси с натуральным или синтетическим каучуком, а также такие материалы, как поливинил хлорид и полиэтилен. Тканевые прокладки изготавливают из хлопчатобумажных или синтетических нитей, стекловолокна и др. Продольные нити в прокладке называются основой, а поперечные – утками.
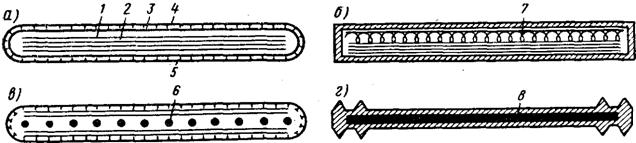
Рисунок 2.2. Типы конвейерных лент
На мощных конвейерах применяют резинотросовые ленты. Достоинства резинотросовых лент – высокая прочность, незначительное удлинение, большой срок службы. Диаметр тросиков ленты 6 2,1-11,6 мм. В некоторых лентах для предохранения тягового каркаса от повреждений применяют защитные сетки 7, а для придания поперечной жесткости – металлические рессоры 8.
При расчете лент учитывают только прочность ее тканевого или стального каркаса, так как резина вследствие малого модуля упругости воспринимает незначительную нагрузку. Ленты рассчитывают на растяжение.
Уравнение прочности ленты
![]()
![]() ,
,
где ![]() -предел прочности на разрыв прокладки шириной 1 см, кН;
-предел прочности на разрыв прокладки шириной 1 см, кН; ![]() -число прокладок;
-число прокладок; ![]() -запас прочности.
-запас прочности.
Для тросовых лент
![]()
![]() ,
,
где ![]() разрывное усилие одного троса, Н;
разрывное усилие одного троса, Н; ![]() -число тросов.
-число тросов.
Ленты выпускают шириной 500, 650, 800, 1000, 1400, 1600, 1800, 2000 мм.
Линейная масса тканевых лент, кг/м:
![]()
где ![]() -объемная масса ленты (
-объемная масса ленты (![]() = 1,1 т/
= 1,1 т/![]() );
); ![]() - толщина одной прокладки, мм;
- толщина одной прокладки, мм;![]() -толщина соответственно рабочей и нерабочей обкладок ленты, мм.
-толщина соответственно рабочей и нерабочей обкладок ленты, мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
