

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Одна из важных и специфических работ при эксплуатации конвейеров – стыковка лент. Механические стыки менее прочны, чем вулканизированные (рисунок 2.3, а). Разъемные стыки (рисунок 2.3, б, в) применяют на передвижных и полустационарных конвейерах, неразъемные (рисунок 2.3, г) – на стационарных конвейерах, где использование вулканизаторов затруднено. На тросовых лентах применяют только вулканизированные стыки.
Роликоопоры. Лента конвейера на рабочей и холостой ветвях поддерживается роликоопорами. Роликоопоры делятся на рядовые и специальные. Рядовые роликоопоры предназначены для поддержания ленты и придания ей необходимой формы лотковости. Специальные роликоопоры служат, кроме того, для центрирования, амортизации (при погрузке грузов), очистки, изменения формы лотковости ленты. В одной роликоопоре может быть от одного до пяти роликов. Наибольшее распространение получили трехроликовые опоры для грузовой ветви ленты. На холостой ветви конвейера устанавливают однороликовую опору.
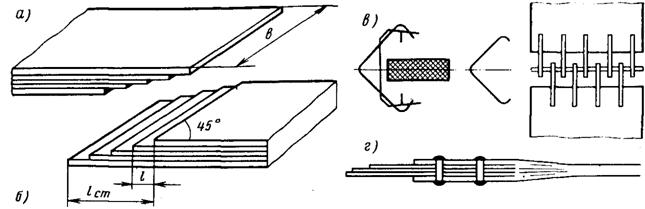
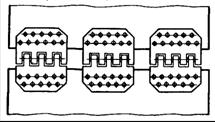
Рисунок 2.3. Способы соединения концов лент
Роликоопоры делятся на жесткие и податливые (подвижные). В жестких - ролики монтируются с помощью кронштейнов на металлические поддерживающие конструкции, которые представляют собой отдельные секции длиной 2-5 м, устанавливаемые на шпалах. В местах загрузки ролики футеруют резиновыми кольцами для обеспечения амортизации или же вместо роликов устанавливают пневмокатки. Подвесные роликоопоры (двух, трех - и пятироликовые) подвешивают на стальные канаты става конвейера, благодаря чему обеспечивается их податливость. Для предотвращения схода ленты в сторону при недостаточно прямолинейной установке конвейера или неточной установке барабанов применяют специальные роликоопоры, центрирующие ход ленты. На сбегающей ветви ленты под разгрузочным барабаном устанавливают ролики с резиновыми дисками, которые очищают ленту от налипшего материала.
Приводы. По способу передачи тягового усилия приводы ленточных конвейеров делятся на обыкновенные и специальные (рисунок 2.4). Тяговое усилие обыкновенным приводом (рисунок 2.4, а, б) передается трением за счет натяжения ленты, огибающей приводной барабан. Специальные приводы (рисунок 2.4, в-д) передают тяговое усилие при помощи дополнительных прижимных устройств (прижимных роликов, лент и т. п.).
![]()
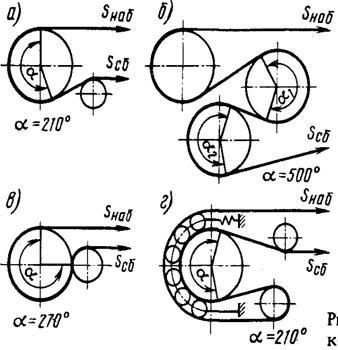
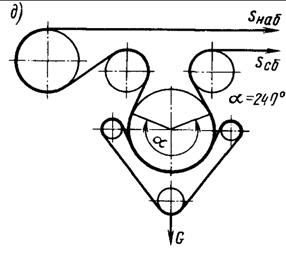
Рисунок 2.4 Схемы приводов ленточных конвейеров
По числу приводных барабанов приводы делятся на однобарабанные и двухбарабанные. Основные элементы привода – приводной барабан, редуктор, электродвигатель, которые в комплексе называются приводной станцией. Приводной барабан выполняется с минимальным диаметром для хлопчатобумажных лент ![]() = (100/150) i, мм; синтетических лент
= (100/150) i, мм; синтетических лент ![]() = (150/300) i, мм; тросовых лент =
= (150/300) i, мм; тросовых лент = ![]() (250/500)d, мм (d – диаметр троса, мм).
(250/500)d, мм (d – диаметр троса, мм).
Сила трения ленты, необходимая для передачи тягового усилия, определяется формулой Эйлера:

где  натяжные ленты в точке набегания на приводной барабан;
натяжные ленты в точке набегания на приводной барабан; ![]() натяжение ленты в точке сбегания с барабана;
натяжение ленты в точке сбегания с барабана; ![]() коэффициент трения ленты о барабан; а – угол обхвата барабана лентой, град.
коэффициент трения ленты о барабан; а – угол обхвата барабана лентой, град.
Как видно из формулы, тяговую способность привода можно увеличить, повышая первоначальное натяжение ленты, коэффициент трения и угол обхвата. Однако увеличение предварительного натяжения ведет к увеличению числа прокладок, т. е. повышению необходимой прочности ленты на разрыв, что сказывается на стоимости ленты, поэтому увеличивают коэффициент трения или угол обхвата ленты. Для увеличения коэффициента трения поверхность барабана футеруют материалами с высоким коэффициентом трения (резина, дерево, пластмасса и др.), а для увеличения угла обхвата применяют отклоняющие барабаны или прижимные устройства.
Ленту конвейера можно считать упругой гибкой связью, которая при воздействии с барабаном растягивается (рисунок 2.5). Упругая деформация пропорциональна натяжению ленты и изменяется по поверхности барабана от точки набегания ленты 1 до точки сбегания 2. На участке ленты, имеющей большое натяжение, проявляется большая упругость деформации, нежели на участке ленты сбегающей ветви, имеющей меньшее натяжение. Поэтому на вращающемся барабане происходит постоянное упругое проскальзывание ленты от меньшего натяжения к большему. Участок поверхности барабана, на котором происходит упругое скольжение, называется дугой скольжения, а на котором отсутствует упругое скольжение, – дугой относительного покоя, характеризуемой соответственно углом упругого скольжения аск и углом покоя аоп.
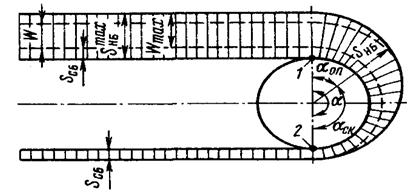
Рисунок 2.5 Схема для расчета однобарабанного привода
Тяговое усилие привода

Угол относительного покоя
 ,
,
где ![]() -толщина ленты, мм.
-толщина ленты, мм.
Для устойчивой работы привода конвейера с использованием максимальной тяговой способности должно соблюдаться условие
откуда необходимый угол обхвата
 .
.
Если угол, вычисленный по данной формуле, превышает допустимый для однобарабанных приводов, то необходимо использовать двухбарабанный привод или приводы с прижимными устройствами.
При двухбарабанном приводе (рисунок 2.6)
![]()
![]()
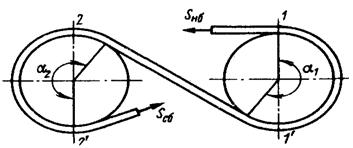
Рисунок 2.6. Схема для расчета двухбарабанного привода
Тяговое усилие, развиваемое вторым барабаном,
![]()
тогда доля тягового усилия второго барабана в передаче общего усилия
 .
.
При двухбарабанном приводе должно непременно соблюдаться равенство диаметров, в противном случае линейные скорости ленты на барабанах будут различными и возникает взаимное проскальзывание барабана относительно ленты.
Натяжные, загрузочные и разгрузочные устройства. Натяжные устройства ленточных конвейеров делятся на жесткие и комбинированные. В жестких натяжных устройствах (рисунок 2.7, а) при изменении режима работающего конвейера натяжной барабан остается неподвижным. Лента натягивается периодически по мере ослабления из-за остаточной вытяжки. В автоматических натяжных устройствах натяжной барабан перемещается при изменении режима работающего конвейера (рисунок 2.7, б).
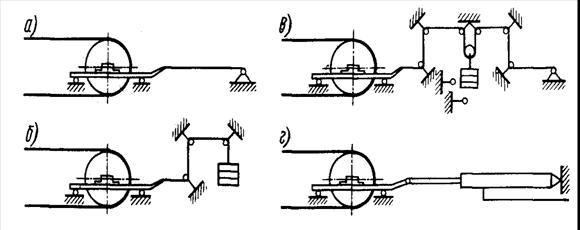
Рисунок 2.7. Схемы натяжных устройств
Комбинированное натяжное устройство работает в период пуска как жесткое – натяжной барабан в период пуска остается на месте. После окончания периода пуска устройство работает как автоматическое.
Автоматические натяжные устройства делятся на грузовые, механические и гидравлические (рисунок 2.7, г). В механических устройствах натяжной барабан перемещается лебедками, управляемыми системой контроля натяжения ленты. В гидравлических устройствах натяжной барабан перемещается гидроцилиндром. Грузовые натяжные устройства применяют в основном на конвейерах малой и средней мощности. Грузовые натяжные устройства с электрической лебедкой (рисунок 2.7, в) и концевыми выключателями применяют на длинных конвейерах.
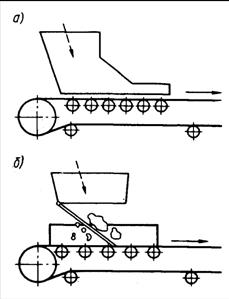
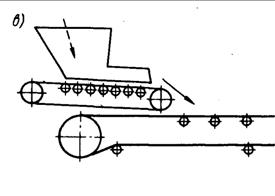
Рисунок 2.8. Схемы загрузочных устройств
Для предохранения ленты от ударов загружаемых кусков транспортируемого материала и направления потока материала в направлении движения ленты места загрузки конвейера оборудуют загрузочными устройствами. Для сыпучих неабразивных материалов применяют стационарные или передвижные устройства (рисунок 2.8, а), включающие приемную воронку и роликовый стол с батареей амортизирующих роликов. Для мелких и крупнокусковых материалов применяют колосниковые решетки (рисунок 2.8, б), создающие «постель» из мелких грузов, на которую падают крупные куски, иногда применяют специальные загрузочные конвейеры-питатели (рисунок 2.8, в).
Очистка ленты. Благодаря простоте конструкции скребковые очистители получили широкое применение на ленточных конвейерах для очистки железнодорожных полувагонов и думпкаров, автосамосвалов и др. Скребковые очистители при конвейерном транспорте в основном применяют на ленточных конвейерах для очистки лент от материалов с небольшой влажностью.
Наиболее распространенными устройствами для очистки рабочих поверхностей транспортных средств от липкого, влажного, а иногда и примерзающего материала являются стационарные или вращающиеся щетки. Их рабочий орган – тросики стального каната, капрон, щетина, нейлон и др. Стационарные щеточные очистительные устройства применяют в основном для очистки лент и пластин конвейеров от липких материалов небольшой влажности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
