


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обработка в кондукторах. В серийном производстве обработка производится с применением различных приспособлений, в том числе кондукторов.
В зависимости от размеров и конструктивных форм деталей используются кондукторы различных конструкций.
Мелкие детали, вес которых вместе с кондуктором не превышает 30 кг, обрабатывают на вертикально-сверлильных или горизонтально-расточных станках.
При обработке отверстий в кондукторах точность межосевых расстояний лежит в пределах ±0,02-0,03 мм.
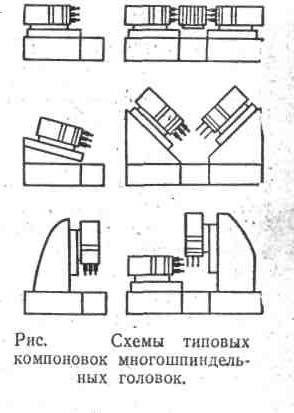
Обработка отверстий на агрегатных станках. Для обработки отверстий в крупносерийном и массовом производстве применяются многошпиндельные агрегатные станки, скомпонованные из стандартных сверлильных головок.
На этих станках можно одновременно обрабатывать большое количество отверстий, расположенных в разных плоскостях с различных сторон детали.
Схемы компоновки многошпиндельных головок приведены на рис. 2.18.
Обработка отверстий в корпусных деталях производится на агрегатно-расточных станках. На них можно производить сверление, зенкерование, растачивание и развертывание цилиндрических и конических отверстий, подрезание торцов, снятие фасок, нарезание резьбы, растачивание канавок и т. п. Сравнительно небольшие участки наружных поверхностей обтачивают с помощью пустотелых зенкеров и головок. Применение специальных устройств позволяет фрезеровать плоскости, прорези и другие поверхности.
Головки агрегатных станков могут перемещаться в вертикальном, горизонтальном и наклонном направлениях. Это дает возможность создавать большое количество технологических компоновок станков (см. рис. 2.18).
Для обработки отверстий на агрегатных станках широко используются многолезвийные, комбинированные и сборные инструменты, заранее установленные на требуемый размер.
Точность обработки отверстий на агрегатно-расточных станках соответствуют 3-му классу, а при использовании весьма точных режущих инструментов и приспособлений она может быть повышена.
Так как агрегатные станки являются специальным оборудованием, то их применение требует тщательных экономических обоснований.
Тонкое растачивание используется для получения размеров геометрической формы, направления и прямолинейности оси отверстия высокой точности. Тонкое растачивание осуществляется при очень больших скоростях резания (100-1000 м/мин), малых подачах (0,01-0,12 мм/об) и малых глубинах резания (0,05-0,4 мм). Детали из цветных металлов, сплавов и пластмасс растачивают алмазными резцами, а детали из черных металлов - твердосплавными резцами.
Рассмотрим примерные режимы резания при тонком растачивании.
При обработке деталей из чугуна скорости резания принимают от 100 до 200м/мин, подачи - от 0,03 до 0,15 мм/об и глубина у резания – от 0,1 до 0,35 мм. При растачивании деталей из стали скорости резания должны составлять от 120 до 250м/мин, подачи - от 0,02 до 0,12 мм/об и глубина резания – от 0,1 до 0,3 мм. При обработке деталей из цветных сплавов скорости резания принимают до 800 м/мин, подачи - от 0,02 до 0,1 мм/об и глубину резания - от 0,05 до 0,4 мм.
Тонкое растачивание производится на прецизионных расточных станках одношпиндельных и многошпиндельных, вертикальных и горизонтальных.
Отверстия диаметром 50-200 мм и длиной 75-200 мм обрабатывают на вертикальных станках, отверстия меньших размеров диаметров - на горизонтальных. Горизонтальные станки бывают односторонние и многосторонние. Число оборотов шпинделя на этих станках - от 2000 до 6000 в минуту.
Резцы закрепляют в консольные жесткие оправки. Если жесткость оправки ограничивается размерами отверстия, то ее делают из твердых сплавов.
При тонком растачивании легко получают отверстия точностью 2-го и даже 1-го классов при шероховатости поверхности 9-10-го класса. При растачивании оправками из твердых сплавов погрешность формы (овальность, конусность) составляет 3-4 мкм.
При обработке на двусторонних горизонтальных станках получают высокую точность по соосности двух отверстий, расположенных в противоположных стенках детали.
2.4. Протягивание отверстий
Протягивание находит широкое применение в крупносерийном и массовом производстве. Это - высокопроизводительный процесс, обеспечивающий получение отверстий высокой точности.
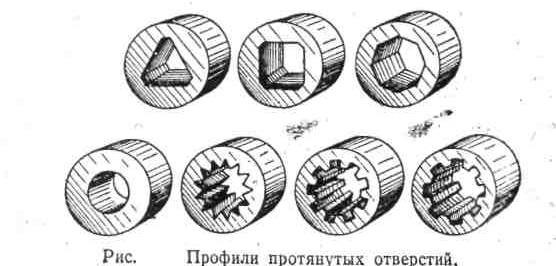
Протягиванием обрабатывают отверстия разнообразного профиля диаметром от 3 до 300 мм с точностью 1-3-го классов и шероховатостью поверхности 6-9-го классов (рис. 2.19). Длина протягиваемого отверстия обычно не превышает трехкратной величины его поперечника. Перед протягиванием отверстия обрабатывают сверлом, зенкером или резцом.
Высокая стойкость протяжек позволяет вести работу в течение нескольких смен без подналадки станка и инструмента, благодаря чему создаются условия для автоматизации процесса протягивания.

Различают профильное, прогрессивное и генераторное протягивание (рис. 2.20).
При профильной схеме резания (рис. 2.20, а) зубья протяжки срезают заданный припуск в такой последовательности, при которой окончательная форма и размеры обрабатываемой поверхности образуется последним зубом. Форма режущих кромок протяжки соответствует профилю обрабатываемой поверхности. При профильной схеме процесс резания происходит при малых подачах на зуб и при больших глубинах.
При генераторной схеме резания форма режущих зубьев протяжки не соответствует профилю обрабатываемой детали. Как видно из рис. 2.20, б, при обработке квадратного отверстия по генераторной схеме режущие кромки имеют форму дуг окружностей. Так как окончательная форма и размеры обрабатываемых поверхностей получаются от воздействия всех режущих зубьев, то на них образуется уступы. Точность обработки по этой схеме достигается тем, что несколько последних зубьев работает по профильной схеме.
При прогрессивной схеме резания (рис. 2.20, в) режущий периметр зубьев протяжки разделен на секции, благодаря чему каждый зуб срезает слой металла не по всему протягиваемому контуру, а на части его, при этом каждый зуб протяжки срезает слой толщиной в 5-10 раз большей, чем при работе по профильной схеме. При большой подаче на зуб можно протягивать черные поверхности, т. е. отверстия после литья или штамповки без предварительной обработки их.
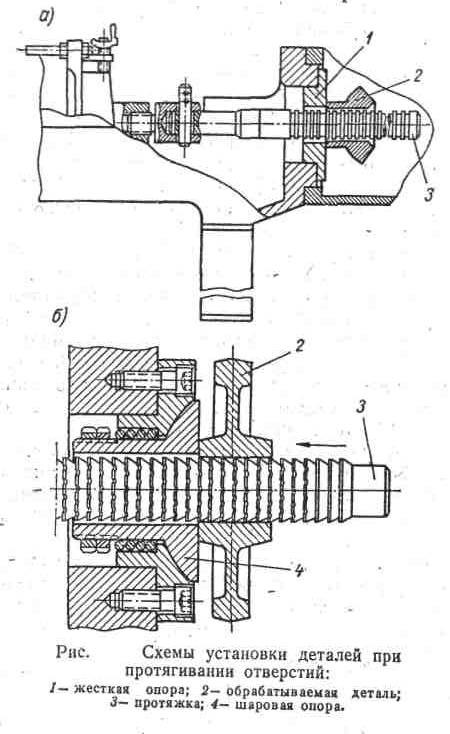
Протягивание осуществляют на горизонтальных и вертикальных протяжных станках. Внутренние поверхности обрабатывают на горизонтально-протяжных станках с тяговой силой 10,20 и 40 т при рабочей скорости от 1,5 до В зависимости от предварительной подготовки деталей к протягиванию при обработке их устанавливают на жесткой или шаровой опоре. Когда торцовая поверхность детали подрезана, т. е. когда торец детали перпендикулярен оси отверстия, ее устанавливают на жесткой опоре (рис. 2.21, а). Если торцовая поверхность не подрезана или подрезана не перпендикулярно оси отверстия, деталь устанавливают на шаровой опоре (рис. 2.21, б). Когда у детали подрезана только одна торцовая поверхность, ее устанавливают на шаровой опоре необработанном торцом, чтобы зубья протяжки начинали резание с обработанного торца.13 м/мин.
Если длина отверстий у деталей меньше 2-3 шагов между зубьями протяжки, то целесообразно протягивать отверстия одновременно у нескольких деталей.
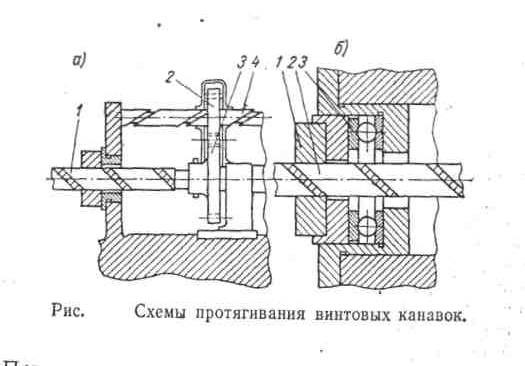
Протягиванием можно образовать винтовые шлицы и канавки в отверстиях. Имеется несколько схем такой обработки. Одна из них основана на применении протяжек с винтовым зубом и приспособления, которое обеспечивает протяжке вращательное движение (рис. 2.22, а). При поступательном движении протяжка 1 получает принудительное вращение через пару зубчатых колес 2 и 3 и от валика 4, имеющего винтовую канавку. Благодаря наличию такой канавке на валике зубчатое колесо 2, перемещаясь по нему, вращается.
Наиболее простая схема протягивания внутренних винтовых канавок основана на свободном вращении детали 1 от самой протяжки 2 с винтовым зубом при ее поступательном движении (рис. 2.22, б), что обеспечивается шариковой опорой 3.
Припуски на протягивание отверстий, полученных сверлением, зенкерованием или растачиванием, составляют от 0,5 до 1,5мм на диаметр. Отверстие под профильное протягивание изготовляют по 4-5-му классам точности.
Получаемая после протягивания шероховатость поверхности в значительной степени зависит от смазочно-охлаждающей жидкости. Обычно применяют сульфофрезол или 20%-ный раствор эмульсола с добавлением 4% мыла. При особо высоких требованиях к чистоте поверхности в качестве охлаждающей жидкости рекомендуется использовать ализариновую эмульсию.
Лабораторная работа № 3
Тема: Образование резьбовых поверхностей
Задание и порядок выполнения работы:
Ознакомиться с инструкцией о выполнении работы. Ознакомиться с теоретическими сведениями о способах и методах образования резьбовых поверхностей Разработать технологический процесс образования резьбовых поверхностей, с составлением всей необходимой технологической документации Составить отчет о работеСодержание отчёта:
При составлении отчета необходимо:
Ознакомиться с краткими теоретическими сведениями по следующим вопросам: Нарезание резьбы плашками, головками и метчиками Нарезание резьбы резцами Нарезание резьбы вращающимися резцами Фрезерование резьбы Накатывание резьбы Представить технологическую документацию необходимую для выполнения технологического процесса образования резьбовых поверхностей на деталях машин одним из выбранных способов Ответить на контрольные вопросы: Какие бывают плашки для нарезания резьбы? Сколько степеней точности в соответствии с ГОСТом различают у метчиков? Какие по профилю резьбы можно нарезать резцами? На каких станках можно нарезать наружную и внутреннюю резьбы резьбонарезными головками? Какой величине равен задний угол б на вершине зуба у групповых резьбовых фрез? Какой величине равен передний угол г на вершине зуба у групповых резьбовых фрез? Каким инструментом получают резьбу накатыванием? Какие инструменты применяют при нарезании наружной резьбы? Какие виды круглых плашек изготавливаются и применяются для нарезания резьбы? Какие способы нарезания резьбы вращающимися резцами Вы знаете?Литература:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
