


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Повышение скорости резания при сохранении неизменными подач и глубины резания улучшает чистоту обработанной поверхности уменьшает количество снимаемого металла каждым работающим абразивным зерном в единицу времени и, следовательно, уменьшает износ круга. Повышение скорости резания при одновременном изменении остальных параметров режима резания увеличивает производительность обработки.
Так, например, при увеличении скорости резания (без изменения остальных параметров режима резания) с 30 — 35 до 50 м/сек на 50% уменьшается износ круга и улучшается чистота поверхности, удельная производительность круга повышается на 10 — 15%, а потребляемая мощность — на 20 — 30%.
При увеличении скорости резания до максимального значения и изменении подач машинное время обработки сокращается на 40 — 70%, расход круга на единицу обработанной детали уменьшается на 30% и, кроме того, улучшается чистота обрабатываемой поверхности.
Одним из способов повышения скорости при шлифовании, является установка шлифовального круга в прочное металлическое кольцо, охватывающее его по периферии. Рабочей поверхностью круга в этом случае является внутренняя поверхность отверстия, а не наружная, как при обычном круглом шлифовании. Этот способ, условно названный охватывающим, позволяет осуществлять шлифование стандартными кругами со скоростью до 125 м/сек. При охватывающем шлифовании в резании участвует в 2,4 — 4,5 раза больше абразивных зерен, чем при обычном круглом шлифовании, во столько же раз увеличивается и суммарное сечение среза металла, что значительно повышает производительность процесса.
При шлифовании этим способом колец подшипников со скоростью резания 90—100 м/сек шероховатость поверхности достигает 9—10-го классов чистоты.
Шлифование на повышенных режимах производят кругами прямого профиля, изготовленными из электрокорунда нормального, электрокорунда белого, реже из монокорунда и еще реже — из карбида кремния зеленого или черного. Зернистость скоростных кругов — 40 и мельче; твердость — от среднемягких до твердых. Круги выполнены на керамических и органических связках.
Скоростное шлифование на круглошлифовальных станках с автоматическим или полуавтоматическим циклом работы незакаленных сталей осуществляет кругами ЭБ40С1-С2К, а закаленных — кругами ЭБ40СМ1-СМ2К.
6.3. Бесцентровое шлифование
Бесцентровое шлифование применяют для обработки деталей, не имеющих центровых отверстий.
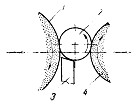
При шлифовании на бесцентрово-шлифовальных станках в зависимости от режимов резания и характеристики круга точность обработки может достигать 2-го класса, а шероховатость поверхности — 7—10-го классов чистоты. При бесцентровом шлифовании обрабатываемая деталь 2 (рис. 6.6) находится в контакте с опорным ножом 3, шлифовальным 1 и ведущим 4 кругами.
Oбa круга вращаются в одном направлении с разными окружными скоростями. Скорость ведущего круга, как правило, равна 25 — 30 м/сек, а шлифовального — 30 — 35 м/сек, т. е. в 60-100 раз больше, чем ведущего.
Обрабатываемая деталь, расположенная между кругами и опирающаяся на поверхность ножа, вращается примерно со скоростью ведущего круга за счет сил трения между деталью и кругами. В связи со значительной разницей в скоростях вращения кругов трение между деталью и ведущим кругом больше, чем между деталью и шлифующим кругом. Так как на бесцентрово-шлифовальных станках применяют ведущий круг на вулканитовой связке, то и коэффициент трения между ним и деталью выше, чем между шлифующим и деталью, и при обработке стальных деталей достигает 0,6 — 0,8.
Вследствие разности скоростей вращения шлифующего круга и детали и осуществляется процесс шлифования.
Обработка деталей на бесцентрово-шлифовальных станках производится способами продольной подачи (на проход) (рис. 6.7, а), поперечной подачи (врезное шлифование) (рис. 6.7, б) и до упора (рис. 6.7, в).

Рис. 6.7. Способы подач на бесцентровых шлифовальных станках
Способом продольных подач шлифуют гладкие детали различной длины. В этом случае шлифующий 1 и ведущий 4 круги (рис. 6.7, а и 6.8, а) находятся на постоянном расстоянии друг от друга. Деталь 2 устанавливается на нож 3. Продольная подача осуществляется ведущим кругом 4 либо путем поворота его на определенный угол б, либо вследствие наклона опорного ножа 3 (рис. 6.8, б). Скорость продольной подачи определяется скоростью вращения ведущего круга и углом поворота этого круга или наклона ножа.
Из схемы подач (см. рис. 6.8) видно, что окружная скорость детали будет составлять:
vд=v cos б м/мин,
а скорость продольной подачи:
sпр=v sin б м/мин
где v – скорость ведущего круга, в м/мин;
б – угол поворота ведущего круга или наклона опорного ножа, в град.
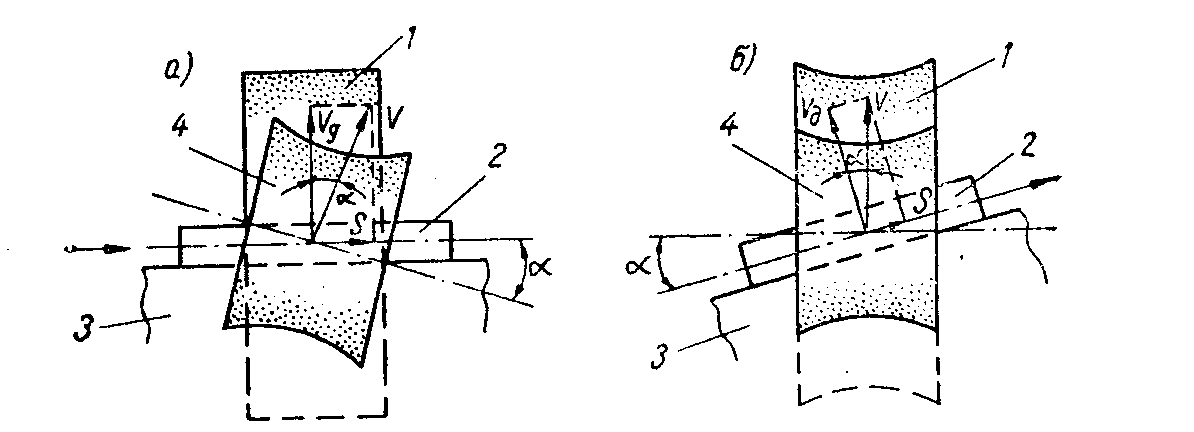
Рис. 6.8. Схема продольных подач
Так как наибольший угол поворота б = 6о, а косинус этого угла составляет 0,9945, то практически скорость вращения детали равна скорости вращения ведущего круга, т. е.
vд ≈ v м/мин
При врезном шлифовании (см. рис. 6.7, б) деталь 2, опирающаяся на нож 8, только вращается, а подача на глубину производится перемещением ведущего 4 и шлифующего 1 кругов перпендикулярно к оси детали на величину припуска. После окончания шлифования ведущий круг вместе с ножом и деталью отводится от шлифующего и осуществляется смена детали.
Шлифование врезным способом ведется с различными величинами поперечных подач. Вначале большая часть припуска удаляется на повышенной подаче, а к концу процесса подача снижается. На последних оборотах шлифование производится совсем без подачи (выхаживанием), чем и достигается хорошее качество обработанной поверхности.
При врезном шлифовании ведущий круг или направляющая линейка располагается параллельно оси шлифовального круга или же с небольшим наклоном (в пределах Оо30' — 1о) для более надежного прижима торца детали к упору 5 (см. рис. 6.7, б).
Шлифование до упора является промежуточным между продольным и врезным. Этим способом обрабатывают детали с поверхностями, ограничивающими прохождение детали между кругами (болты, клапаны со стеблем и тарелкой, ступенчатые валики и т. п.).
При подходе детали к упору 5 (см. рис. 6.7, в) каретка суппорта и ведущий круг 8 отводятся от шлифующего круга 1, и деталь 2 удаляется из рабочей зоны при помощи выталкивателя 4.
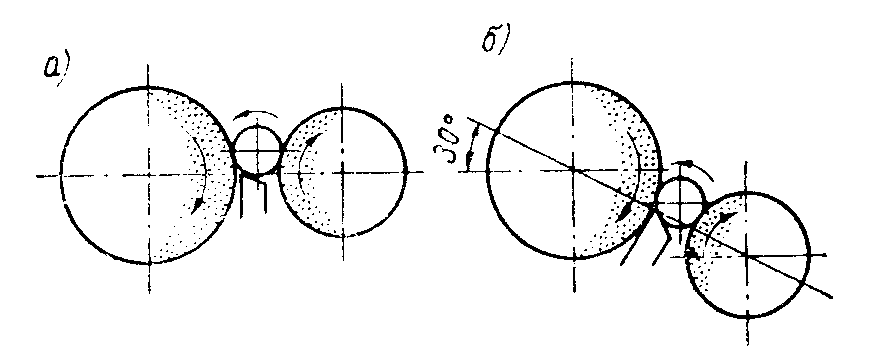
Рис. 6.9. Схема бесцентрово-шлифовальных станков
Наружное бесцентровое шлифование производится на универсальных станках и специальных, которые отличаются от обычных расположением линии центров кругов, способами осуществления подач и конструкцией механизмов правки кругов.
Бесцентрово-шлифовальные станки бывают с горизонтальным расположением линии центров (рис. 6.9, а), характерным для большинства станков малых и средних моделей, и с наклонным расположением линии центров (рис. 6.9, б), характерным для крупных станков, предназначенных для чернового шлифования крупногабаритных деталей.
Поперечные подачи и настройка на заданный размер осуществляется следующими способами:
перемещением ведущего круга и суппорта с опорным ножом относительно неподвижно закрепленной на станке шлифовальной бабки (модели 3180, 3182, 3183 и 3188);
перемещением шлифующего и ведущего кругов относительно неподвижно закрепленного на станке суппорта с опорным ножом (модели 3А180, ЗА182 и ЗБ180);
перемещением обрабатываемой детали в сторону шлифовального круга ведущим кругом, рабочая поверхность которого выполнена по архимедовой спирали; весь цикл шлифования происходит здесь за один оборот ведущего круга.
Выбор шлифовальных кругов при бесцентровой обработке, как и при других способах шлифования, осуществляется в зависимости от вида операции (предварительная или чистовая), обрабатываемого материала и т. п.
В качестве ведущих используются шлифовальные круги из электрокорунда на вулканитовой связке характеристики Э (16 — 12) (СТ — Т) В. Для шлифования деталей диаметром до 15 мм применяются чугунные или дюралюминиевые ролики. Металлические ведущие ролики правятся твердосплавными резцами.
При назначении режимов шлифования надо стремиться к наиболее полному использованию мощности станка. Интенсивность съема металла Q определяется следующим уравнением:
Q =vsоt= ndst,
где v — скорость вращения детали, в м/мин;
sо — продольная подача на один оборот детали, в мм/об (sо= );
);
t — глубина шлифования, в мм, определяемая половиной величины подачи на глубину по лимбу станка;
d — диаметр шлифуемой поверхности, в мм;
s — продольная подача, в м/мин;
n — число оборотов детали в минуту.
При первых проходах, когда шлифование производится при больших значениях s и t, интенсивность съема металла наивысшая: снимается 70 — 80% общего припуска.
При назначении режимов бесцентрового шлифования определяются следующие параметры: для сквозного шлифования с продольной подачей - подача на глубину шлифования 2t, в мм, за один проход на диаметр детали; число проходов i детали; скорость вращения детали v, в м/мин; угол поворота ведущего круга б, в град.; минутная продольная подача детали s, в мм/мин; для врезного шлифования с поперечной подачей – величина припуска 2t, снимаемого за операцию, на диаметр детали v, в м/мин; минутная поперечная подача sпоп, в мм/мин, на этом этапе врезная; время Твых и снимаемый слой 2t вых на этапе выхаживания детали.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
