


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Сферические поверхности можно обрабатывать и фрезерованием. Для этого необходимы делительная головка и поворотный стол, приводимые в движение от механизма подачи стола. Инструментом служит полая либо торцовая фреза.
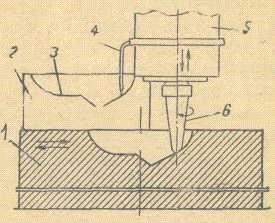
Сущность фрезерования сферических поверхностей заключается в следующем. Предположим, что нам надо обработать сферическую поверхность ABC (рис. 5.6) с центром в точке О. Представим себе, что конус с основанием АВ и вершиной в точке О вращается вокруг образующей ВО. Тогда все точки основания АВ конуса будут располагаться на шаровой поверхности. Если обработку будем вести торцовой фрезой с внутренним диаметром Dф, равным диаметру основания АВ воображаемого конуса, и установим эту фрезу так, чтобы ее ось расположилась под углом б, равным половине угла при вершине воображаемого конуса АОВ, то при вращении фрезы вокруг своей оси, а обрабатываемой детали вокруг оси ВО шаровая поверхность окажется обработанной после одного полного оборота детали.
Зная диаметр сферической поверхности Dш и высоту Н шарового сегмента, легко установить величину диаметра фрезы Dф и величину угла установки б:
Dф = ![]() ; sin б =
; sin б = ![]() .
.
Величина угла установки а может быть выражена через Dш и Н:
sin б = ![]() .
.
Высокая производительность фрезерования сферических поверхностей позволяет использовать его не только в условиях мелкосерийного производства, но и в крупносерийном.
5.2. Фрезерование фасонных поверхностей
В машиностроении фасонные поверхности встречаются очень часто, причем они могут представлять собой сочетание плоскостей, расположенных по отношению друг к другу под определенными углами, или иметь криволинейный профиль.
Обработка фасонных поверхностей относится к сложным и трудоемким операциям. На фрезерных станках она осуществляется двумя способами: фасонными фрезами и обычными фрезами с помощью приспособлений.
Обработка фасонными фрезами — один из производительных способов фрезерования, применяющийся в крупносерийном и массовом производстве. Обработка производится на горизонтально-фрезерных и продольно-фрезерных станках.
Фасонные фрезы — инструмент специальный, изготовляется он инструментальными цехами машиностроительных заводов.
Фасонные фрезы непригодны для работы по корке. Поэтому в целях рациональной эксплуатации фрез и повышения их производительности черные поверхности рекомендуется предварительно обрабатывать любым другим инструментом. Предварительная обработка применяется и в тех случаях, когда глубина резания, а также протяженность режущей кромки получаются достаточно большими.
Фасонные фрезы изготовляют с затылованным зубом и передним углом г = 0. Заточка производится по передней поверхности.
Переточка фрез с затылованным зубом по передней поверхности уменьшает толщину зуба, а следовательно, и его прочность, что вызывает необходимость производить работу с меньшей подачей. Кроме того, фрезы имеют повышенное биение зубьев, а это ухудшает качество обработанной поверхности.
В настоящее время получили распространение фасонные фрезы с острозаточенным зубом. Они обеспечивают более спокойную (т. е. безударную) работу, чем фрезы с затылованным зубом, и имеют большее число зубьев. При переточке фрез по их фасонному профилю прочность остроконечного зуба не только не уменьшается, но даже увеличивается, так как высота его уменьшается.
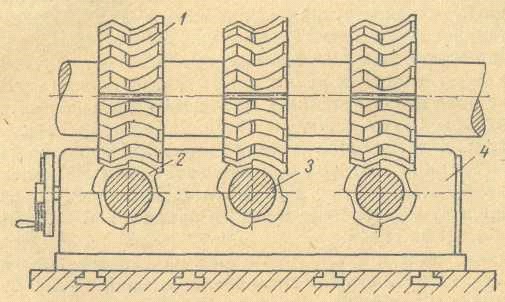
Схема обработки кулачков фасонными фрезами приведена на рис. 5.7. Заготовки 2 закреплены на трех оправках 3, которые установлены в центрах трехшпиндельной делительной головки 4. Обработка ведется набором из трех фасонных фрез 1.
Фрезерование по разметке. Способ обработки фасонных поверхностей по разметке является малопроизводительным и неточным. Он применяется при изготовлении небольшого количества деталей. Работа производится чаще всего концевой фрезой преимущественно на вертикально-фрезерных станках при двух одновременно действующих ручных подачах. Величины этих подач должны быть такими, чтобы в результате одновременного их действия обрабатываемая поверхность получила заданную форму.
В ряде случаев удается усовершенствовать способ обработки фасонных поверхностей по разметке (рис. 5.8). На планке 2 размечается контур (например, штампа), который должен быть получен после фрезерования. Планка 2 устанавливается в вертикальном положении на плоскости заготовки 1. Размеченная сторона планки обращена в сторону фрезеровщика. На шпинделе 5 вертикально-фрезерного станка закрепляется указатель 4 в виде иглы, который показывает относительное перемещение заготовки 1 и шпинделя с фрезой 6. Правильность перемещений контролируют по разметочной риске 3, нанесенной на планку 2. Приспособление позволяет повысить производительность труда и точность обработки по разметке.
Обработка по копиру значительно повышает точность фасонного фрезерования. При обработке по копиру положение стола станка с деталью относительно оси фрезы при продольном и поперечном перемещениях стола ограничивается рабочей поверхностью копира. Схема обработки по копиру приведена на рис. 5.9. На обрабатываемую деталь 1, установленную в приспособлении 4, накладывают копир 2 с контуром, точно соответствующим контуру детали после обработки. Концевая фреза 3 кроме режущей имеет цилиндрическую часть диаметром, равным диаметру режущей части. Для воспроизведения по детали требуемого контура цилиндрическая часть фрезы должна находиться в процессе работы в контакте с поверхностью копира. Это достигается благодаря одновременному управлению вручную продольной и поперечной подачами стола.
При таком способе обработки фасонных поверхностей удается значительно уменьшить припуск на окончательную слесарную обработку контура детали.
При изготовлении небольшого количества деталей вместо копира используют одну из готовых деталей.
Обработка фасонных поверхностей с применением накладных копиров хотя и производительнее, чем по разметке, но все же утомительна для станочника, так как требует от него напряженного внимания и осуществления ручных подач. Поэтому в серийном производстве используют более совершенные схемы копирования на вертикально-фрезерных станках, снабженных специальными копировальными приспособлениями. Основным движением при фрезеровании по копиру является продольная подача стола или вращение круглого стола.
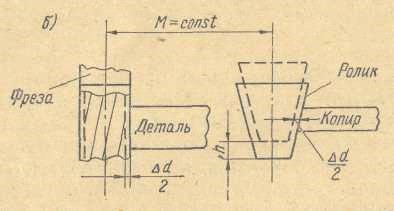
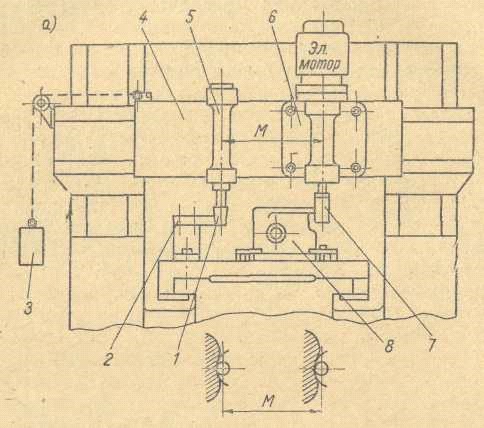
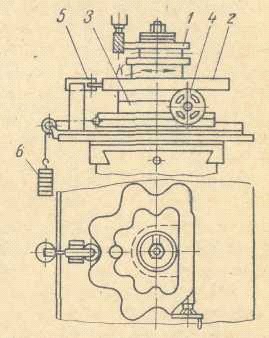
Схема фрезерования по копиру на станке с использованием круглого стола приведена на рис. 5.10. Заготовка детали 1 и копир 2 закреплены на круглом столе 3. В процессе фрезерования стол медленно вращается с помощью червячной передачи. Он установлен на салазках 4, которые могут перемещаться по направлению, указанному стрелкой К. Под действием груза 6 копир 2 всегда прижат к ролику 5, занимающему на станке неизменное положение. При вращении стола 3 копир с деталью также будет вращаться, а так как копир прижат к ролику, то в соответствии с контуром копира салазки 4 вместе с копиром и деталью получат дополнительное радиальное перемещение в ту или иную сторону. Благодаря этому фреза будет воспроизводить на детали требуемый контур.
На фрезерных станках моделей 6Н11, 6Н12 и 6Н13 для привода круглых столов в механизме передачи их имеется особый валик. На других моделях фрезерных станков передача может быть осуществлена от ходового винта стола.
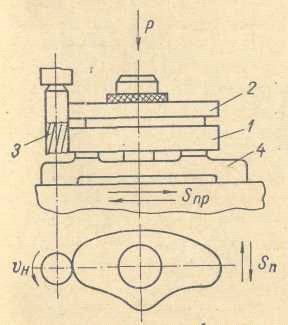
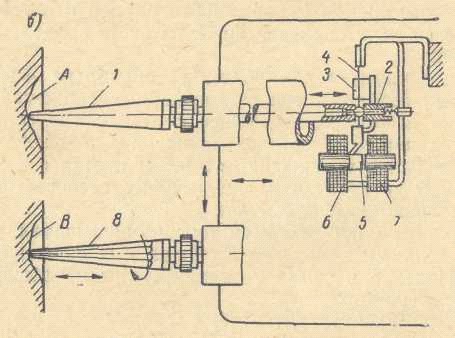
Схема фрезерования незамкнутых контуров на продольно-фрезерных станках показана на рис. 5.11, а. Обрабатываемая деталь 8 и копир 2 закреплены на столе станка независимо друг от друга. На каретке 4, освобожденной от связи с ходовым винтом поперечной подачи, смонтированы копировальный шпиндель 5 с роликом 1 и фрезерная головка 6 с фрезой 7. Груз 3 обеспечивает постоянное прижатие копирного ролика 1 к копиру. При сообщении столу станка автоматической продольной подачи шпиндельная бабка будет получать поперечное перемещение, определяемое профилем копира. Поскольку расстояние М между осями ролика и фрезы остается постоянным (М = const), то эти оси будут описывать подобные кривые.
После переточки диаметр фрезы уменьшается. Если расстояние М оставить постоянным, то размеры детали увеличатся. Чтобы избежать этого, копирные ролики изготовляют коническими (рис. 5.11, б). В этих случаях для компенсации уменьшения диаметра фрезы на величину Дd шпиндель с копирным роликом необходимо приподнять на величину h.
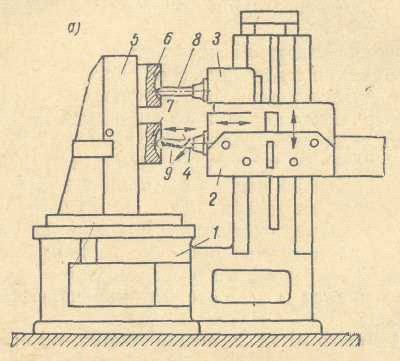
Обработка фасонных поверхностей на специальных станках. В настоящее время станкостроительная промышленность выпускает специальные копировально-фрезерные станки со следящими системами, основанными на электрических, гидравлических, гидропневматических и других принципах. В станках со следящими системами давление копировального щупа или ролика на копир значительно меньше, чем в системах с механической связью.
Большое распространение получили копировально-фрезерные станки с электрической системой.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
