


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3.3. Нарезание резьбы вращающимися резцами
Сущность метода нарезания резьбы вращающимися резцами заключается в следующем. Заготовка, на которой должна быть образована резьба, закрепляется в патроне или в центрах станка и вращается с небольшим числом оборотов (обычно 3—40 об/мин.). Резец, установленный в специальной резцовой головке, вращается вместе с ней с большим числом оборотов (обычно 1000—3000 об/мин.).
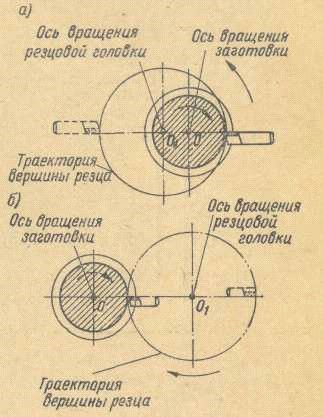
Ось, вокруг которой вращается резец, смещена относительно оси вращения детали (рис. 3.15). Поэтому резец периодически то входит в контакт с заготовкой, снимая с нее стружку, то выходит из контакта, т. е. процесс резания осуществляется с перерывами.
За один полный оборот заготовки суппорт с резцовой головкой перемещается вдоль оси заготовки на величину, равную шагу резьбы.
В зависимости от того, как расположена траектория вращения резца относительно оси вращения заготовки, различают два способа нарезания резьбы вращающимися резцами:
способ внутреннего касания (охватывание); в этом случае заготовка размещается в отверстии резцовой головки и вращается вокруг оси О, а резцовая головка вращается вокруг оси О1 (рис. 3.15, а); способ внешнего касания (огибание); заготовка находится сбоку от резцовой головки (рис. 3.15, б).При работе способом охватывания резец плавно врезается в заготовку, длина дуги касания вершины резца и обрабатываемой заготовки составляет примерно 1/3 длины окружности резьбы, сечение среза постепенно увеличивается от нуля до наибольшего значения и затем плавно уменьшается. Стружка получается растянутой и тонкой, и, несмотря на прерывистую работу, резец почти не испытывает ударов — резание протекает плавно.
При работе способом огибания резец соприкасается с заготовкой на сравнительно небольшой длине дуги окружности, стружка получается короткой и толстой, работа происходит с ударами, и на поверхности резьбы остаются значительные следы обработки. Так как второй способ оказался менее экономичным, он не получил распространения в заводской практике.
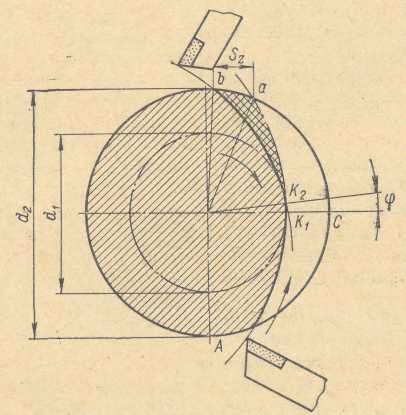
Процесс нарезания резьбы способом внутреннего касания представлен в виде схемы, на рис. 3.16, где винтовая нарезка образуется одним резцом.
Деталь имеет наружный диаметр резьбы d2 и внутренний d1. Допустим, что при первом обороте резцовой головки резцом срезан металл на участке АаС. За время одного полного оборота головки деталь повернется в направлении часовой стрелки на некоторый угол ц, и точка К2 займет положение точки К1. В начале второго оборота резец войдет в контакт с деталью в точке К2 и за полный оборот резцовой головки срежет металл на участке К2bа. При каждом последующем обороте головки резец удаляет точно такие же части металла, и за время одного полного оборота детали образуется винтовая канавка, или виток резьбы.
Длина дуги bа измеряется в миллиметрах по длине окружности детали. Эта величина обозначается sz и называется круговой подачей на один резец. Величина круговой подачи оказывает влияние на качество резьбы. При подаче детали sz>l мм/резец, особенно при обработке способом огибания, когда следы движения резца на поверхности детали имеют вогнутую форму, огранка становится заметной на глаз. При подачах детали sz = 0,6—0,8 мм/резец и работе способом охватывания огранка становится незаметной невооруженным глазом и на качество резьбы практически не влияет.
Зная круговую подачу, которая выбирается в зависимости от механических свойств металла, можно определить число оборотов нарезаемой детали nд из следующего уравнения:
nд =  мм,
мм,
где d — наружный диаметр резьбы детали, в мм;
nр — число оборотов в минуту резцовой головки;
z — число резцов в головке.
Число оборотов резцовой головки подсчитывается по следующей формуле:
nр =  мм,
мм,
где v — окружная скорость резцов в головке, в м/мин;
D — диаметр, на котором расположены резцы в головке, в мм.
Продольная подача определяется величиной перемещения резцовой головки (в миллиметрах) в осевом направлении за один оборот детали. Она равна шагу резьбы.
Производительность процесса нарезания и качество резьбы в значительной степени зависят от отношения диаметра вращения вершины резцов D и диаметра детали d.
При данной скорости резания число оборотов резцовой головки nр будет тем больше, чем меньше диаметр D1. Следовательно, при данной величине круговой подачи sz увеличение числа оборотов резцовой головки означает и увеличение числа оборотов детали, т. е. повышение производительности.
Практикой установлено, что для нарезания наружных треугольных резьб целесообразно принимать ![]() = 1,4—1,6. При диаметре D < 1,4d увеличивается дуга касания резца и детали, вследствие чего резец не успевает охладиться и его стойкость уменьшается.
= 1,4—1,6. При диаметре D < 1,4d увеличивается дуга касания резца и детали, вследствие чего резец не успевает охладиться и его стойкость уменьшается.
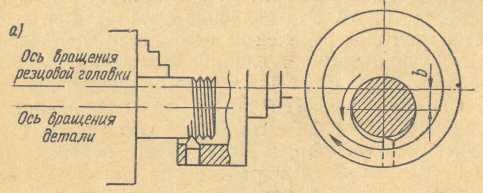
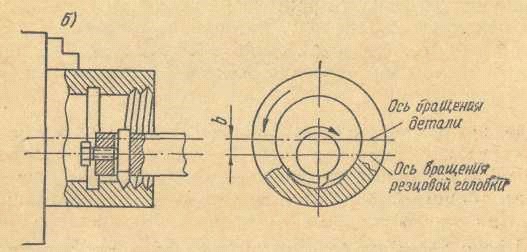
Вращающимися резцами нарезают как наружные, так и внутренние резьбы (рис.3.17). При нарезании внутренних резьб нормальные условия работы достигаются при ![]() = 0,5—0,55 и при диаметре отверстия d ≥ 45—50 мм. Резьбу нарезают на токарно-винторезных, резьбонарезных и резьбофрезерных станках с помощью приспособлений.
= 0,5—0,55 и при диаметре отверстия d ≥ 45—50 мм. Резьбу нарезают на токарно-винторезных, резьбонарезных и резьбофрезерных станках с помощью приспособлений.
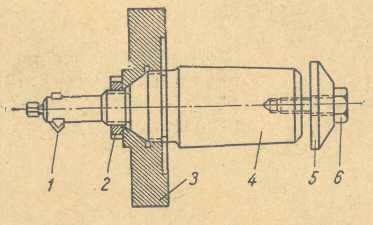
Для нарезания внутренних резьб применяют специальную оправку, конический хвостовик которой вставляют в отверстие шпинделя резьбонарезного приспособления и закрепляют при помощи шайбы 5 и винта 6 (рис. 3.18). Для обеспечения равномерности хода приспособления на оправку 4 насаживают маховик 3, закрепляемый гайкой 2. Твердосплавной резец 1 вставляют в гнездо на передней части оправки и закрепляют торцовым или боковым винтом.
При нарезании наружной резьбы на стальных дета скорость резания составляет от 150 до 300 м/мин, а на бронзовых — до 500—600 м/мин. Охлаждение не применяется. Круговая подача sz = 0,3— 0,8 мм/резец. Резьбы с шагом до 6 мм нарезаются за один проход. Точность резьбы — 2—3-й классы, а шероховатость поверхности — 5—6-й классы.
3.4. Фрезерование резьбы
Фрезерование наружной и внутренней резьб осуществляется в основном дисковыми и групповыми фрезами.
Дисковые резьбовые фрезы применяют для нарезания длинных наружных и внутренних трапецеидальных резьб диаметром от 10 до 82 мм с шагом 2—12 мм. Резьбу обрабатывают за два прохода — черновой и чистовой — фрезами.
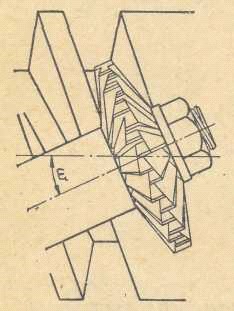
Схема фрезерования наружной резьбы дисковой фрезой на универсально-фрезерном станке приведена на рис. 3.19. Фрезу устанавливают относительно заготовки под углом щ, равным углу подъема винтовой линии резьбы. В процессе работы фреза совершает вращательное движение, а заготовка — вращательное и поступательное.
Длинные наружные резьбы можно фрезеровать дисковыми фрезами на универсальном резьбофрезерном станке.
Для нарезания коротких метрических наружных и внутренних резьб с шагом от 0,75 до 6 мм используют групповые (гребенчатые) резьбовые фрезы. Эти фрезы имеют такой же профиль, как и нарезаемая резьба, но их зубья расположены не по винтовой линии, а по кольцевым поверхностям, перпендикулярным оси фрезы. По наружному цилиндру фреза прорезана продольными канавками, число которых выбирается в зависимости от диаметра фрезы.
Групповые резьбовые фрезы относятся к типу фрез с затылованной формой зубьев. Задний угол на вершине зуба б = 8—10°, передний г = 0. Длина режущей части фрезы делается больше длины нарезаемой резьбы на 2— 3 нитки.
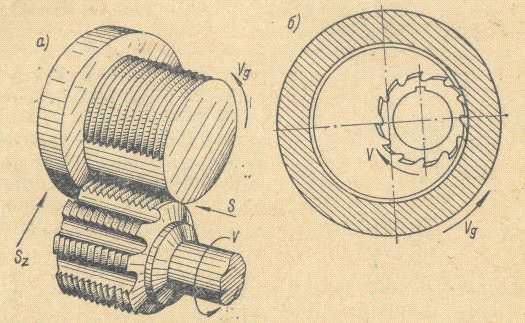
Схема фрезерования наружной и внутренней резьб групповыми фрезами приведена на рис. 3.20. Фреза и обрабатываемая деталь получают вращательное движение. Кроме того, фреза медленно перемещается вдоль оси — за один оборот детали передвигается на шаг резьбы и в поперечном направлении — на полную глубину резьбы. Когда фреза врезается в деталь на полную глубину резьбы, поперечное перемещение ее автоматически выключается. Для нарезания резьбы на всей заданной длине детали достаточно сделать один оборот. Но если учесть подвод, врезание и отвод фрезы, то весь цикл нарезания резьбы осуществляется за 11/4 оборота детали.
Фрезерование резьбы производится со встречной подачей, поэтому при нарезании наружной резьбы (рис. 3.20, а) фреза и деталь вращаются в одну сторону, а при обработке внутренней — в противоположные.
При нарезании внутренней резьбы (рис. 3.20, б) диаметр фрезы должен быть примерно вдвое меньше внутреннего диаметра резьбы.
Групповыми фрезами можно нарезать конические и многозаходные резьбы, а также некоторые типы специальных резьб на резьбонарезных станках моделей 5М5Б62 и 561.
Наибольший диаметр фрезеруемой на станке мод. 5М5Б62 резьбы: наружной — 100 мм и внутренней — 80 мм; наибольшая длина — 75 мм и шаг — 6 мм.
Станок мод. 561 предназначен для нарезания длинных резьб (до 1500 мм). В условиях мелкосерийного производства на станках мод. 561 можно обрабатывать групповыми фрезами и короткие резьбы.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
