


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
9.5. Электроннолучевая обработка
Электроннолучевая обработка материалов основана на способности электронного пучка с большим КПД превращать свою кинетическую энергию в тепловую. Этим методом производят сварку, а также обработку тонких поверхностей и пазов в труднообрабатываемых материалах. Обработка осуществляется в вакууме, что обеспечивает высокую химическую чистоту.
В безвоздушной камере образуется импульсный электронный луч с частотой от 1 до 3000 Гц и временем импульсов от 0,01 до 0,00005 сек., при скорости электронов порядка 115000-165000 мм/сек и температурой в зоне обработке около 6000є С.
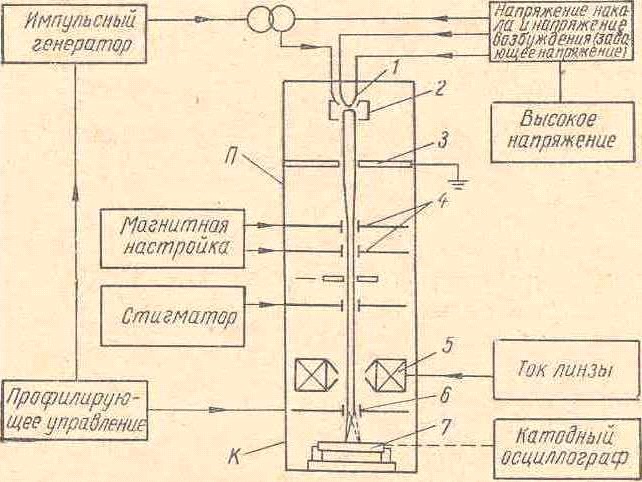
Принципиальная схема установки для электроннолучевой обработки показана на рис. 9.8. Основными узлами установки являются электронная пушка П, в которой формируется мощный электронный луч, вакуумная или рабочая камера К, вакуумная насосная система, создающая вакуум порядка 10-5 см рт. ст., контрольная система для управления лучом, высоковольтный источник питания и приборы для контроля и наблюдения за ходом процесса.
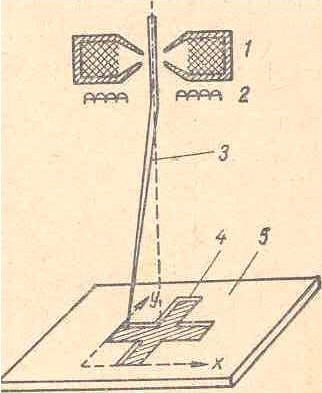
В целях ограничения зоны нагрева импульсный генератор обеспечивает прерывность электронного луча, а электромагнитные катушки-линзы 5 фокусируют его на обрабатываемой детали 7 до диаметра от 1 мм до нескольких микронов. С помощью электромагнитных катушек сфокусированный электронный луч может перемещаться по поверхности обрабатываемой детали (рис. 9.9), осуществляя, таким образом, обработку по заданному профилю. Форма обрабатываемых поверхностей может быть запрограммирована в управляющем устройстве.
Производительность обработки электронным лучом значительно выше производительности многих других методов обработки.
9.6. Обработка световым лучом
В последнее время в промышленности используются оптические квантовые генераторы, называемые лазерами. Лазер представляет собой физический прибор, обладающий способностью в определенных условиях генерировать непрерывные или импульсные световые лучи, которые характеризуются высокой плотностью энергии и практически не расширяются даже при значительной длине.
Энергия светового импульса лазера невелика – от 10 до 50 Дж, но она сосредоточена в луче диаметром около 0,01 мм и выделяется в миллионные доли секунды. Такая высокая концентрация энергии и мгновенное выделение ее позволяют осуществлять размерную обработку материалов – резку, сверление, сварку и др.
Принцип действия оптического квантового генератора заключается в следующем. Свет определенной длины волны, направленный на вещество, содержащее атомы, способные находиться на различных энергетических уровнях, возбуждает эти атомы, т. е. передает им дополнительную энергию в форме электромагнитного излучения определенной длины волны, обычно в пределах диапазона волн видимого света. При этом кроме генерации излучения имеет место его усиление, что делает оптический квантовый генератор источником излучения высокой удельной мощности.
Эффектом возбуждения (стимулирования) излучения, его усиления и генерации обладают различные материалы.
Для изготовления лазеров на твердом теле в качестве активных материалов применяют кристаллы с различных минералов или стекла с примесями редких элементов.
Основой большинства применяемых для промышленности лазеров является кристалл синтетического рубина в форме стержня или стержни из неодимового стекла, являющиеся резонаторами, в которых возникает и формируется луч, излучаемый оптическим квантовым генератором.
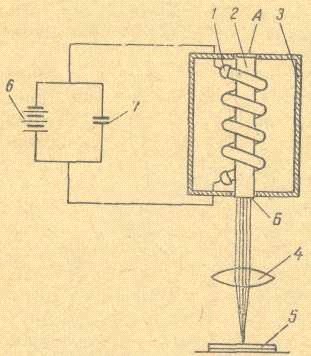
Принципиальная схема оптического квантового генератора на рубине приведена на рис. 9.10. Рубиновый стержень 2 помещён внутрь спиральной лампы-вспышки 1, которая питается током батареи конденсаторов 7. С целью создания условий, необходимых для генерирования излучений, на торцы рубинового стержня наносят серебряное или многослойное диэлектрическое покрытие. Торец А делается непрозрачным (с полным внутренним отражением), а торец Б – полупрозрачным. Излучение выводится из полупрозрачного торца рубинового стержня.
Световой импульс лампы-вспышки с помощью внутренней отражающей поверхности цилиндра 3 возбуждает атомы хрома в рубиновом стержне. После прекращения импульса возбуждённые атомы возвращаются к исходному уровню, освобождая энергию в виде излучения в видимой или инфракрасной части спектра.
Концентрация излучений на обрабатываемой поверхности 5 производится с помощью линз 4. Импульс излучения можно фокусировать в точку, линию, группу параллельных линий, окружностей с помощью сферических, цилиндрических и других специальных оптических устройств.
Энергия импульса длительностью в миллионную долю секунды светового излучения мощностью 20 – 50 Дж, сконцентрированная на площади обрабатываемой детали диаметром до 0,01 мм, создаёт очень высокую температуру, которая может вызвать плавление и даже испарение материала детали в зоне падения луча.
Производительность этого способа обработки – 10 мм3/сек. За несколько долей секунды в алмазе обрабатывается отверстие 0,5 мм. Область применения его в основном та же, что и электроннолучевого метода.
Преимущества обработки световым лучом по сравнению с электроннолучевой в том, что здесь не требуется вакуумных камер и не нужна защита обслуживающего персонала от рентгеновского излучения. К недостаткам относятся: низкий КПД квантовых генераторов, перегрев стержня и трудность его охлаждения, а также низкая точность обработки.
Лабораторная работа № 10
Тема: Формулирование наименования и содержания операции
Порядок выполнения работы:
Ознакомиться с инструкцией о выполнении работы. Ознакомиться с методическими рекомендациями и примером по формулированию наименования и содержания операции и выполнить задание представленное ниже Составить отчет о работе.Задание:
Для токарной операции разработан операционный эскиз и заданы исполнительные размеры с допусками и требования по шероховатости обрабатываемых поверхностей (рис. 10.2), необходимо сформулировать наименование и содержание операции. Обработка каждой поверхности — однократная. Номера вариантов указаны на рисунке римскими цифрами.
Содержание отчёта:
При составлении отчёта необходимо:
Задать тип станка; Определить конфигурацию и размеры заготовки; Установить схему базирования; Пронумеровать на эскизе все обрабатываемые поверхности; Сформулировать для записи в технологических документах наименование и содержание операции; Записать содержание всех переходов в технологической последовательности в полной и сокращенной формах.Литература:
Основная
Маталин машиностроения: Учебник. 2-е изд., испр. СПб.: Издательство «Лань», 2008.— 512 с: ил. , , Левко машиностроения. Проектирование технологических процессов: Учебное пособие. — СПб.: Издательство «Лань», 2011. — 352 с.: ил.Дополнительная
и др. Практикум в учебных мастерских. Учеб. Пособие для студентов пед. ин-тов по специальности «Общетехнические дисциплины и труд». - М.: «Просвещение», 1976.– 400 с. с ил. Гельфгат задач и упражнений по технологии машиностроения: Учеб. пособие для машиностр. спец. техникумов. — 2-е изд., перераб. — М.: Высш. шк., 1986. — 271 с: ил. Муравьёв обработки металлов: Учеб. пособие для учащихся 5 – 9 кл. общеобразоват. учреждений. - М.: Просвещение, 1995.-224 с., ил.Методические рекомендации
10.1. Производственный и технологический процессы
При работах по проектированию технологического процесса и его реализации и при оформлении технологической документации важно уметь определять структуру технологического процесса и правильно формулировать наименование и содержание его элементов.
Важным этапом в разработке технологического процесса является также определение типа производства. Ориентировочно тип производства устанавливают на начальной стадии проектирования. Основным критерием при этом служит коэффициент закрепления операций. Это отношение числа всех технологических операций, выполняемых в течение определенного периода, например месяца, на механическом участке (О), к числу рабочих мест (Р) этого участка:
Кз. о = О/Р. (10.1)
Типы машиностроительных производств характеризуются следующими значениями коэффициента закрепления операций: Кз. о ≤ 1 —массовое производство; 1 < Кз. о ≤ 10 — крупносерийное производство; 10 < Кз. о ≤ 20 — среднесерийное производство; 20 < Кз. о ≤ 40 — мелкосерийное производство; Кз. о не регламентируется — единичное производство.
10.2. Формулирование наименования и содержания операции

Пример: Деталь (втулку) изготовляют в условиях серийного производства из горячекатаного проката, разрезанного на штучные заготовки. Все поверхности обрабатываются однократно. Токарная операция выполняется согласно двум операционным эскизам по установам (рис. 10.1).
Требуется произвести анализ операционных эскизов и других исходных данных; установить содержание операции и сформулировать ее наименование и содержание; установить последовательность обработки заготовки в данной операции; описать содержание операции по переходам.
Решение: 1. Анализируя исходные данные, устанавливаем, что в рассматриваемой операции, состоящей из двух установов, выполняется обработка девяти поверхностей заготовки, для чего потребуется выполнить последовательно девять технологических переходов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
