


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Наименьший диаметр внутренней резьбы лимитируется жесткостью и прочностью фрезы. Он может составлять 18—20 мм для мелкой метрической резьбы и 27—30 мм — для крепежной метрической резьбы.
В крупносерийном и массовом производстве групповыми фрезами нарезают резьбы 2—3-го классов точности диаметром свыше 30—40 мм. При меньшем диаметре резьбы фрезерование целесообразно применять только в тех случаях, когда по технологическим и другим причинам нельзя воспользоваться более производительными методами.
Наружная резьба может быть образована также торцовой фрезой, вставные ножи которой заточены по профилю нитки резьбы. Этим способом нарезают резьбы на вертикально-фрезерном станке, где заготовка получает вращение от делительной головки или через особый редуктор, устанавливаемый на рабочем столе станка и приводимый в действие от механизма подачи стола (рис. 3.21).
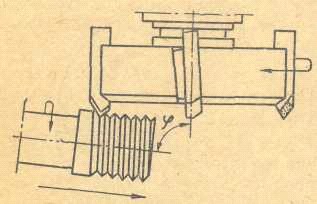
Для свободного выхода вставного ножа фрезы из канавки при обработке относительно длинных резьб торцовой фрезой небольшого диаметра ее ось должна быть установлена под углом ц < 90° к оси нарезаемой заготовки. При нарезании же коротких резьб этот угол может быть взят равным 90°.
Торцовой фрезой можно нарезать резьбы также на горизонтально-фрезерном станке с поворотной головкой.
3.5. Накатывание резьбы
Кроме образования резьбы резанием в промышленности широко применяют метод накатывания резьбы.
Сущность метода накатывания заключается в том, что заготовка обжимается более твердыми накатывающими инструментами и на ней благодаря пластическим свойствам материала остается отпечаток, создаваемый рабочей частью инструмента при соответствующей кинематической связи его с заготовкой.
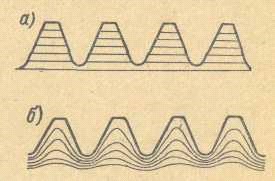
Образование резьбы накатыванием имеет ряд преимуществ по сравнению с изготовлением резанием. При обычном нарезании резьбы волокна материала перерезаются (рис. 3.22, а), а при накатывании они изгибаются, располагаясь вдоль профиля резьбы (рис. 3.22, б). Предел прочности на срез накатанных резьбовых ниток на 25—40% выше нарезанных резцом.
Наряду с высокой прочностью метод накатывания обеспечивает высокую износостойкость резьбовых поверхностей, а также значительное увеличение производительности.
Заготовки для накатывания резьбы могут быть изготовлены из сталей различных марок и цветных металлов. Все материалы с относительным удлинением д ≥ 12% обычно хорошо накатываются. Процесс накатки резьбы сопровождается смазкой.
Качество накатанной резьбы во многом зависит от правильного выбора величины диаметра заготовки, так как при накатывании металл не удаляется и резьба получается только благодаря его пластическим деформациям. Имеется довольно много попыток определить диаметр заготовки на основании аналитического расчета или эмпирической формулы. Однако производственная практика показывает, что величину диаметра заготовки целесообразно выбирать пробным накатыванием, исходя из положения, что диаметр заготовки должен быть приблизительно равен среднему диаметру резьбы.
Для определения диаметра заготовок на заводах изготовляют ступенчатую заготовку, у которой диаметр каждой ступени отличается от среднего диаметра резьбы на небольшую величину (порядка 0,02—0,03 мм). Накатывание такой заготовки по всей длине показывает наиболее целесообразный диапазон диаметров, в котором обеспечивается накатывание годной резьбы.
Шероховатость поверхности заготовки должна быть не ниже 4-го класса.
Резьбу накатывают плоскими плашками, круглыми роликами и резьбонакатными головками. Резьбу 1-го и 2-го классов точности получают с помощью роликов, а 2—3-го классов — плашек. Шероховатость накатанной поверхности — 7—8-й классы чистоты.
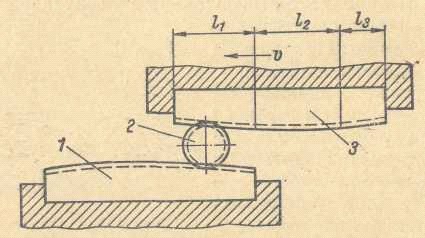
Накатывание резьбы плашками. Схема накатывания резьбы плашками приведена на рис. 3.23. Неподвижная плашка 1 закреплена на станке, а подвижная 3 — на ползуне станка. Когда ползун с плашкой 3 находится в крайнем правом положении, заготовка 2 автоматически подается толкателем к заборной части плашек. Затем толкатель отходит, и подвижная плашка 3, перемещаясь с ползуном влево, увлекает за собой заготовку, которая прокатывается между плашками.
Наибольший диаметр накатываемой резьбы — 8 мм.
Основные размеры плашек регламентированы ГОСТом. Изготовляют их из сталей Х12АФ или 9ХС с термической обработкой до твердости HRC 58—60. Шероховатость поверхности рабочей части плашек должна быть не ниже 7-го класса.
На рабочей поверхности плашек образованы резьбовые нитки, расположенные под углом б подъема резьбы детали по среднему диаметру.
Рабочая сторона плашки имеет заборную l1, калибрующую l2 и выходную l3 части. Подвижная плашка может выполняться с заборной частью и без нее.
Способ накатывания плашками позволяет образовывать резьбы на болтах, винтах, шпильках и других деталях диаметром от 2 до 25 мм и длиной до 125 мм. Производительность процесса — 60—120 деталей в минуту при автоматической загрузке заготовок и 30—50 деталей — при ручной. Скорость накатывания v = 15—20 м/мин. При накатывании используются различные смазки. Точность накатанной резьбы соответствует 2—3-му классам, шероховатость поверхности — 6—8-му классам.
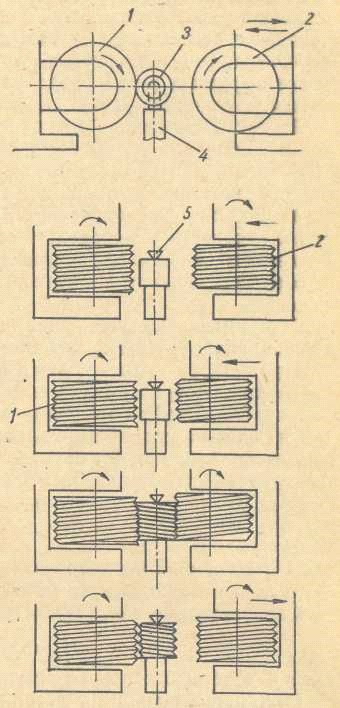
Накатывание резьбы роликами. При накатывании резьбы роликами можно применять три вида подач: тангенциальную, радиальную и осевую. Наиболее распространена схема накатывания резьбы двумя роликами с радиальной подачей (рис. 3.24).
Резьбу накатывают на специальных станках, обеспечивающих одновременное вращение двух роликов 1 и 2 в одну сторону. Заготовку 3 устанавливают на подпорку 4 между роликами. При накатывании заготовка прижимается к осевому упору 5. Подвижный ролик 2 при вращении получает радиальную подачу и прижимает заготовку к ролику 1. Резьба роликов вдавливается в заготовку и оставляет на ней негативный отпечаток. При достижении требуемой глубины резьбы ролик 2 после небольшой выдержки быстро отводится. Готовая деталь удаляется, и вводится следующая заготовка.
Для получения правильной по профилю и размерам резьбы ролики должны быть установлены по отношению друг к другу в осевом направлении строго в определенном положении. При нарезании однозаходной или многозаходной резьбы с нечетным числом заходов вершина ниток резьбы одного ролика должна располагаться против середины впадины резьбы второго ролика, а при обработке многозаходной резьбы с четным числом заходов вершины резьб обоих роликов должны располагаться друг против друга.
Накатные ролики для образования метрических резьб диаметром 3—45 мм регламентированы ГОСТом. Ролики изготовляют из стали Х12АФ, термически обработанной до твердости HRC 58—60.
Роликами обычной точности нарезают резьбу 2-го класса точности с шероховатостью поверхности профиля 7-го класса, а роликами повышенной точности — не ниже 1-го класса точности с шероховатостью поверхности 8-го класса.
Направление резьбы на роликах противоположно направлению резьбы на детали.
При выборе диаметра накатных роликов учитывают, что процесс накатки улучшается с увеличением диаметра роликов. Чтобы обеспечить одинаковый угол б подъема резьбы на ролике и на заготовке, резьбу выполняют многозаходной, при этом число заходов определяют по формуле:
n = ![]() ,
,
где Dср — средний диаметр ролика;
dср - средний диаметр резьбы заготовки.
Следовательно, ход резьбы роликов Нр будет равен:
Нр = ns,
где s — шаг накатываемой резьбы.
При накатывании на детали многозаходной резьбы с числом заходов пд число заходов резьбы роликов будет составлять:
n = nд ![]() .
.
Накатыванием можно образовывать резьбы диаметром от 0,3 до 150 мм на деталях из сталей твердостью до HRC 37, а также из цветных сплавов с точностью до 1-го класса и с шероховатостью поверхности до 7—8-го классов. Скорость накатывания резьбы роликами колеблется в пределах 25—120 м/мин.
Длина получаемой резьбы лимитируется шириной роликов, которая должна быть несколько больше заданной длины резьбы и редко превышает 100—120 мм.
Производительность процесса накатывания зависит от шага и длины резьбы, материала заготовок и колеблется в пределах 80—500 деталей в час.
Лабораторная работа № 4
Тема: Обработка плоских поверхностей
Задание и порядок выполнения работы:
Ознакомиться с инструкцией о выполнении работы. Ознакомиться с теоретическими сведениями о способах и методах обработки плоских поверхностей Разработать технологический процесс обработки плоских поверхностей, с составлением всей необходимой технологической документации Составить отчет о работеСодержание отчёта:
При составлении отчета необходимо:
Ознакомиться с краткими теоретическими сведениями по следующим вопросам: Обработка плоскостей строганием и долблением Обработка плоскостей фрезерованием Обработка плоскостей протягиванием Представить технологическую документацию необходимую для выполнения технологического процесса обработки плоских поверхностей одним из выбранных способов Ответить на контрольные вопросы: Какой вид механической обработки плоских поверхностей применяется в мелкосерийном производстве? Какие два вида строгания Вы знаете? Каких величин достигают скорости резания на современных станках? Какие детали обрабатывают на долбежных станках? При каком виде фрезерования направление движения подачи направлено против вращения фрезы? Какой способ фрезерования настоящее время обеспечивает повышение производительности труда? При каком виде фрезерования направление движения подачи совпадает с направлением вращения фрезы? Каким образом осуществляется комбинированное протягивание? Что является недостатками протягивания? Что является преимуществом обработки плоскостей протягиванием?Литература:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
