


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
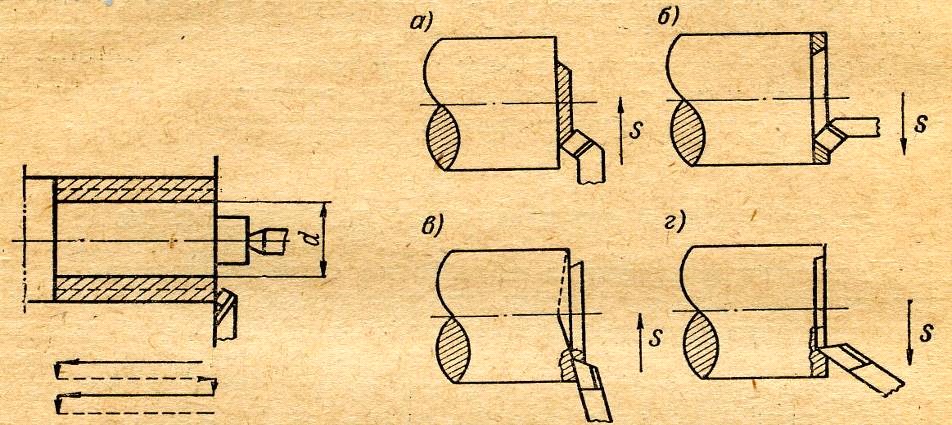
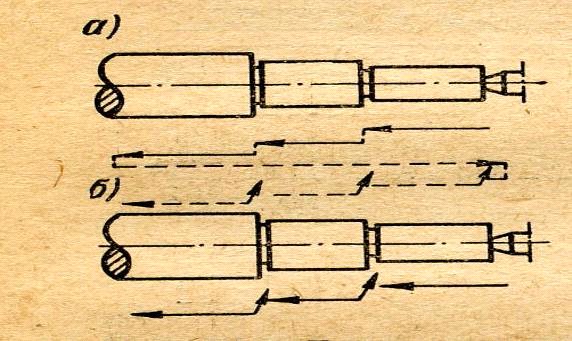
1. обработка за один проход резцом, заранее установленным на размер (рис. 1.18, а). В процессе обработки всей партии заготовок резец, установленный на размер d, не перемещается в поперечном направлении. После обтачивания детали на длине l ее снимают, а резец отводят в исходное положение.
По этой схеме обрабатывают партию одинаковых небольших по размерам деталей. По ней же выполняют черновую, а иногда и получистовую обработку небольших партий деталей за две установки. После обтачивания одной половины детали до диаметра 30 мм (рис. 1.18, б) она переустанавливается в центрах и при том же положении резца в радиальном направлении обрабатывается вторая половина детали (рис. 1.18, в).
2. обработка с перемещением резца в поперечном направлении. При обтачивании по этой схеме в конце прохода (рис. 1.19) выключают механическую подачу и отводят резец от обработанной поверхности сначала в поперечном направлении на 5-6 мм, а затем и в продольном в исходное положение.
Если данная поверхность обрабатывается за несколько проходов, то после каждого прохода резец устанавливают на заданный диаметральный размер.
Подрезание торцовых поверхностей в единичном и мелкосерийном производстве осуществляется на обычных токарных или револьверных станках, а в крупносерийном и массовом – на специальных торцоподрезных станках.
Торцы деталей, закрепленных в патроне, целесообразно подрезать проходными резцами, позволяющими применять более производительные режимы резания. Ими можно производить обработку торцов как от периферии к центру (рис. 1.20, а), так и от центра к периферии (рис. 1.20, б).
Чистовая обработка торцов осуществляется подрезными резцами в направлении как от периферии к центру (рис. 1.20, в), так и от центра к периферии (рис. 1.20, г). Подрезание торца с подачей резца от периферии к центру детали приводит к постепенному увеличению глубины резания – резец врезается в деталь, при этом торцовая поверхность получается вогнутой, процесс резания протекает неспокойно, а чистота поверхности ухудшается. При подаче подрезного реза от центра детали к периферии указанные отрицательные явления не наблюдаются. Однако применение этой схемы не всегда возможно из-за трудности врезания резца и невозможности определить длину обрабатываемой детали методом пробных проходов.
Известен и способ подрезания торцов широкими резцами. Однако точность обработки при этом снижается из-за влияния погрешностей формы режущей кромки резца, а также его установки. Обработка широкими резцами осуществляется на револьверных станках при продольной подаче s. Резец закрепляют в револьверной головке.
В некоторых случаях торцовые поверхности обрабатывают двумя широкими резцами, при этом давление на режущие кромки уравновешивается и работа протекает более спокойно, чем при использовании одного резца.
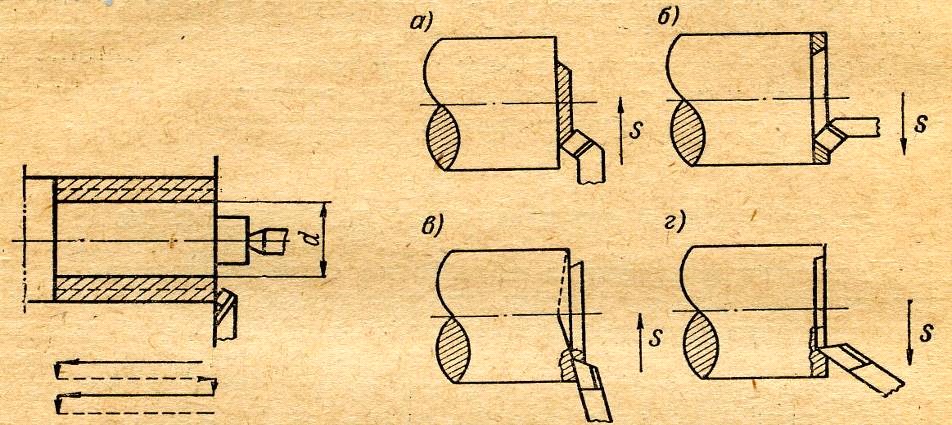
При обработке детали в центрах подрезать торец можно со стороны задней бабки. Операция выполняется подрезным отогнутым резцом с применением полуцентра (рис. 1.21, а) или при использовании центрового отверстия на детали с предохранительной фаской (рис. 1.21, б).
1.4. Обработка ступенчатых поверхностей
Черновая и чистовая обработка ступенчатых деталей производится на одношпиндельных многорезцовых и гидрокопировальных полуавтоматах, вертикальных многошпиндельных автоматах, на токарных станках, оборудованных гидрокопировальными суппортами, и на универсальных токарных станках обычного типа.
В крупносерийном и массовом производстве ступенчатые детали обрабатывают на одно - и многошпиндельных вертикальных полуавтоматах с точностью до 4 - 5-го классов при предварительном обтачивании и по 4-му классу – при чистовом. Размеры по длине выдерживаются по 4 – 5-му классам точности. При многорезцовой обработке на вертикальных многошпиндельных полуавтоматах последовательного действия благодаря обтачиванию поверхностей за несколько переходов можно достичь 2 – 3-го классов точности.
В мелкосерийном производстве ступенчатые детали обрабатываются на токарных станках обычного типа и оборудованных гидрокопировальными суппортами.
Применение гидрокопировальных полуавтоматов оказывается целесообразным как в массовом, так и в серийном производстве.
При черновой обработке ступенчатых деталей на токарных станках, когда в качестве заготовки взят прокат, важно правильно выбрать последовательность обработки отдельных ступеней.
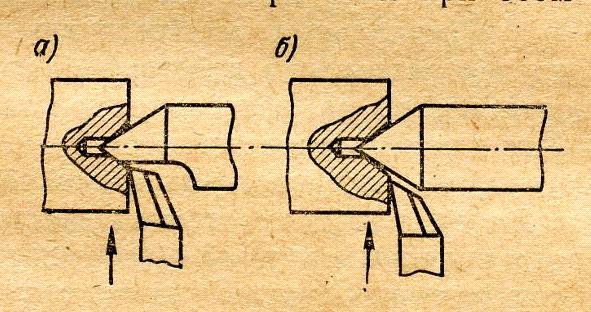
Рассмотрим черновую обработку одного конца ступенчатого вала из проката диаметром 100мм (рис. 1.22, а).
Возможные варианты обработки ступеней этого вала показаны на рис. 1.22, б — д.
По первой схеме (рис. 1.22, б) каждая последующая ступень обрабатывается отдельно после получения предшествующей ступени, при этом общая длина рабочего хода резца L0 будет составлять 400 мм, длина холостых перемещений Lx-=400 мм, глубина резания - от 11 до 3,5 мм. При обработке по второй схеме Lp = 550 мм и Lx= 550 мм; по третьей схеме - Lр = 650 мм и Lx = 700 мм; по четвертой схеме - Lр = 800 мм и Lx= 800 мм.
Наименьшая длина как рабочего хода, так и холостых перемещений резца получается при обработке по первой схеме. Следовательно, эта схема обеспечивает наибольшую производительность. Однако при недостаточной мощности станка работа с большой глубиной резания (t = 3,5-11мм) может оказаться невыгодной. В этом случае наибольшая производительность будет иметь место при работе по четвертой схеме (см. рис. 1.22, д).
На рациональный выбор той или иной схемы обработки ступенчатых деталей оказывает влияние и жест кость технологической системы.
Получение ступенчатых поверхностей во многих случаях связано с подрезанием уступов после продольного точения. В этих случаях чистовая обработка уступов чаще всего осуществляется после обработки всех цилиндрических участков ступенчатой детали (рис. 1.23, а).
Комбинированными резцами, пригодными как для обработки цилиндрических поверхностей, так и для подрезания уступов и прорезания канавок, чистовую обработку ступенчатых деталей наиболее целесообразно производить по схеме, приведенной на рис. 1.23, б.
Получение требуемых диаметров ступенчатых поверхностей и точного расположения уступов по длине связано со значительной затратой вспомогательного времени.
Для автоматизации обработки ступенчатых деталей токари-новаторы , и другие создали различные конструкции механических копировальных устройств. Наиболее удачным является устройство для обтачивания ступенчатых деталей на токарном станке (рис. 1.24).
Копировальное приспособление устанавливают на место резцедержателя. В корпусе 2 по скользящей посадке 2-го класса точности расположена пиноль 3 с закрепленным на ней сухарем 4. Пружина 6, упирающаяся одним концом в дно стакана 7, а другим в шайбу 8, создает постоянный контакт между сухарем 4 и копиром 5. При включении механической подачи суппорт станка вместе с копирным приспособлением перемещается по направлению к передней бабке. Резец 1 обрабатывает первую ступень детали, а сухарь 4 скользит по неподвижному копиру, связанному шарнирной парой 11 с кронштейном 10 на станине станка. Встречая на своем пути ступеньку, образованную на копире 5, сухарь 4 сходит с первой ступеньки на вторую, а резец вместе с пинолью под действием пружины 6 отходит назад и начинает обрабатывать вторую ступень большого диаметра.
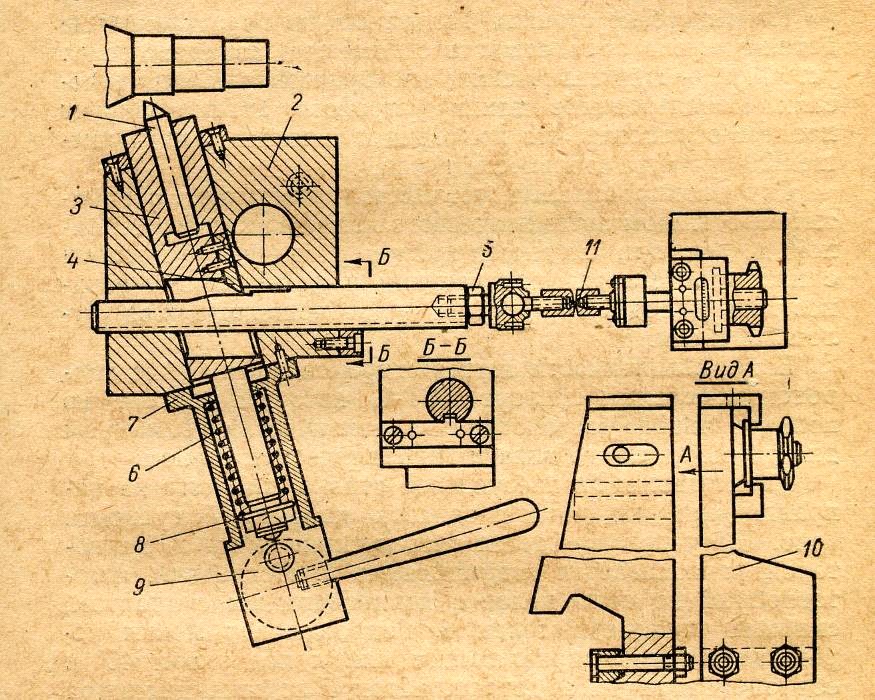
Для образования прямого угла между ступенями вала применяется резец с углом в плане 90°. Пиноль 3 в корпусе 2 устанавливается под углом 15°, а переходные уступы на копире имеют наклон к оси 75°. Поэтому резец отходит от детали в направлении, перпендикулярном ее оси.
После окончания обработки детали поперечный суппорт отводят от нее на 20 —30 мм и с помощью эксцентрика 9 подают вперед пиноль, чтобы при возвращении суппорта в первоначальное положение сухарь 4 не касался копира. Затем эксцентрик 9 поворачивают в обратную сторону, и сухарь 4 снова приходит в контакт с копиром.
Приспособление настраивают на получение заданной длины только первой ступени первой детали партии. Настройку на заданный диаметр производят по лимбу поперечного суппорта.
Рассмотренное приспособление применяют для обработки ступенчатых деталей с перепадом диаметров между уступами до 5 мм и разницей между наибольшим и наименьшим диаметрами их до 30 мм.
Точность обработки по диаметру ±0,05 мм, а по длине ±0,2 мм.
На токарных станках различных типов ступенчатые детали можно обрабатывать с помощью копировальных устройств — гидравлических, электрических и механических. Использование таких устройств автоматизирует процесс обработки, что приводит к значительному по-вышению производительности труда.
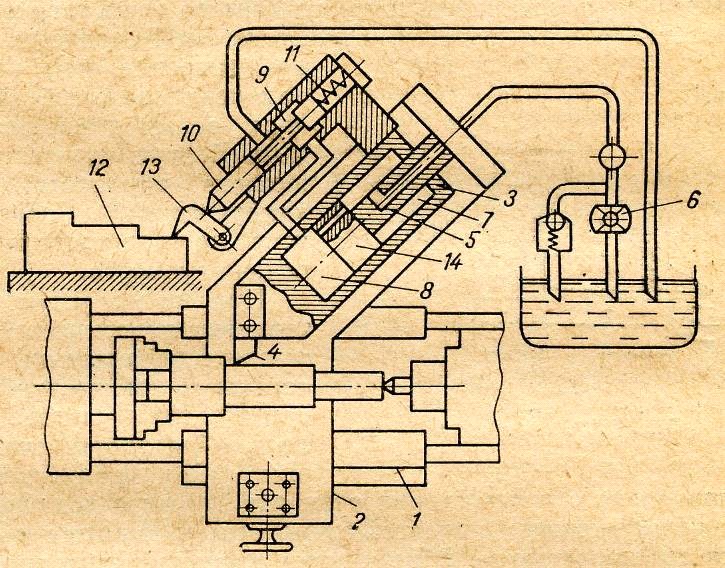
Гидрокопировальные устройства позволяют обрабатывать методом автоматического копирования по эталонной детали или плоскому копиру различные заготовки с цилиндрическими, коническими и фасонными поверхностями и подрезать торцы, расположенные под углом 90° к оси.
В промышленности нашел широкое применение гидрокопировальный суппорт КСТ-1, который состоит из копировального устройства с гидравлическим цилиндром дифференциального типа и гидравлическим щупом

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
