


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Наиболее производительна обработка цилиндрических колес с прямыми и косыми зубьями абразивным червяком на станках моделей 5А830 и 5А832. По сравнению с другими способами зубошлифования обработка червячным кругом позволяет в 3—5 раз увеличить производительность труда.
Абразивным червяком диаметром 270—350 мм шлифуют колеса модулем 0,5—4 мм и наружным диаметром до 240 мм. У колес модулем до 1,5 мм можно образовывать зубья без предварительного нарезания их. При обработке этим способом получают колеса 5—6-й степеней точности.
Колеса с косыми зубьями шлифуют с максимальным углом наклона спирали 45°. При обработке прямозубых колес заготовку поворачивают на угол, равный углу подъема витка на червяке.
Хонингование применяют для отделки зубьев закаленных зубчатых колес. Кинематическая схема процесса та же, что и при шевинговании, но вместо металлического шевера используется абразивный хон, который изготовляют в виде косозубого или прямозубого цилиндрического колеса из мелкозернистого карбида кремния зеленого на органической связке.
Хонингование позволяет устранить поверхностные дефекты зубьев (забоины, риски), снизить погрешности основного шага и профиля, уменьшить биение, а также улучшить шероховатость обрабатываемой поверхности.
Оптимальный припуск под хонингование, установленный ЭНИМСом,— 0,005—0,02 мм на сторону, практически же оставляют припуск 0,01—0,015 мм на сторону. Процесс осуществляется при обильной подаче охлаждающей жидкости.
При обработке хон и колесо соединяют в плотном зацеплении или с боковым зазором. Наибольшая эффективность процесса достигается при угле между осями хона и обрабатываемого колеса г = 15—18°.
Хонингованию подвергают колеса, точность которых должна соответствовать 6—7-й степеням. В этом случае xoн должен быть изготовлен по 5—6-й степеням точности.
Для хонингования цилиндрических зубчатых колос могут быть использованы модернизированные шевинговальные станки (например, мод. 5714). Модернизация станка заключается в повышении скорости резания (v = 7—10 м/сек) и обеспечении тарированного прижатия обрабатываемого колеса к хону.
Длительность хонингования зубьев колес диаметром до 300 мм — 40—60 сек., достигаемая шероховатость поверхности — 10—11-й классы.
Притирка зубьев широко осуществляется и крупносерийном и массовом производстве при изготовлении термически обработанных колес ответственных передач.
Процесс притирки заключается в том, что обрабатываемое колесо вращается в зацеплении с вращающимися чугунными шестернями-притирами, смазанными пастой из смеси мелкого абразивного порошка и масла.
Применяют два способа притирки: при первом — оси обрабатываемого колеса и притира параллельны; при втором — оси обрабатываемого колеса и притиров скрещиваются под небольшим углом.
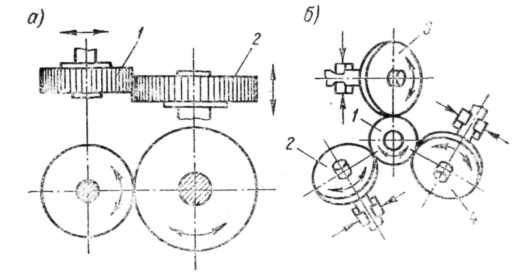
Притирка колеса 1 по первому способу (рис. 7.20, а) производится одним притиром 2 того же модуля и заключается по взаимном обкатывании зубьев обрабатываемого колеса и притира, на рабочую поверхность которого нанесена абразивная паста. В процессе притирки колесо 1 вращается (от электродвигателя) и одновременно совершает небольшие осциллирующие движения в радиальном направлении, а притир 2, увлекаемый колесом, помимо вращения совершает возвратно-поступательное движение в осевом направлении. Вращения колеса и притира реверсируются.
При втором способе притирки (рис. 7.20, б) происходит взаимное обкатывание зубьев колеса 1 и зубьев трех чугунных притиров 2, 3 и 4 одновременно. В большинстве случаев для притирки колеса с прямыми зубьями притиры 3 и 4 делают косозубыми с углом наклона зубьев 5—10о, причем у одного притира направление зубьев правое, а у другого — левое. Притир 2 делают прямозубым. Для притирки косозубых колес притир делают косозубым с одинаковым, но противоположно направленным наклоном зубьев, oсь его остается параллельной оси колеса 1. Притиры 3 и 4 также делают косозубыми с углом наклона зубьев колеса на величину необходимого угла скрещивания. Скорость вращения обрабатываемого колеса должна составлять 30—60 м/мин.
Необходимое давление на боковые поверхности зубьев во время притирки создается гидравлическими тормозами, действующими на шпиндели притиров.
Притирка — высокопроизводительный способ отделки зубчатых колес. Колесо сродного размера притирается обычно за 2—4 мин., при этом шероховатость поверхности соответствует 9—10-му классам. Однако с помощью притирки можно исправить сравнительно небольшие погрешности предыдущей обработки, так как припуск на притирку составляет не более 0,03 мм на сторону. При наличии ошибок в шаге и профиле зуба более 0,04 — 0,05 мм притирка становится неэффективной. Так как в процессе термической обработки колета толщина зубьев, как правило, увеличивается на 0,03—0,04 мм, то в этих случаях припуска на притирку можно не оставлять.
Если подготовленное под притирку колесо имеет 7-ю степень точности, а притир —5-ю, то в результате притирки получают колесо 6-й степени точности.
Притирку цилиндрических колес осуществляют на станках моделей 573, 5735 и ЕЗ-8.
7.3. Обработка поверхностей шпоночных и шлицевых соединений
Обработка шпоночных пазов. Шпоночные наружные пазы на деталях предназначаются под призматические или сегментные шпонки. Пазы для призматических шпонок могут быть закрытыми с двух сторон (глухие), закрытыми и с одной стороны и сквозными.
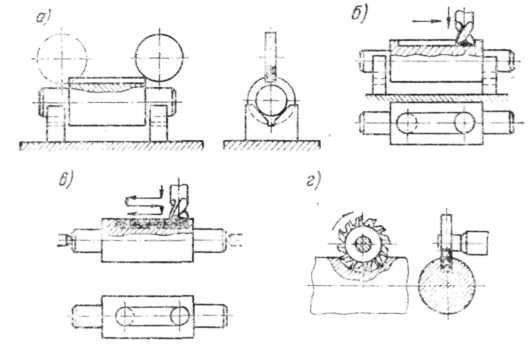
Сквозные и закрытые с одной стороны шпоночные пазы обрабатывают дисковыми трехсторонними фрезами на горизонтально-фрезерных станках (рис. 7.21, а). Фрезерование паза производится, как правило, за один проход, при этом достигается наиболее высокая производительность, однако размер паза по ширине получается недостаточно точным — в пределах 4-го класса. Для повышения точности паз фрезеруют в 2—3 прохода за одну или две операции или же осуществляют предварительное фрезерование с оставлением припуска под последующую слесарную обработку. Этот способ находит применение в единичном и мелкосерийном производстве.
.
Длинные сквозные шпоночные пазы можно обрабатывать на строгальных станках.
Глухие шпоночные пазы фрезеруют стандартными шпоночными фрезами по двум схемам. При обработке по первой схеме (рис. 7.21, б) сначала фреза углубляется на полную глубину паза, а затем включается продольная подача, и паз фрезеруется на заданную длину. Фреза работает в этом случае в основном периферийной частью. При переточках диаметр се уменьшается, поэтому размер паза по ширине получается неточным. В таких случаях шпоночные пазы обрабатывают за два прохода.
При фрезеровании по второй схеме (рис. 7.21, в) шпоночные пазы обрабатывают путем многократных последовательных проходов, за каждый из которых снимается небольшой припуск по глубине паза. Обработку осуществляют на специальных шпоночно-фрезерных станках при неподвижно закрепленной детали и быстрой возвратно-поступательной (маятниковой) подаче со скоростью 150—350 мм/мин. После каждого прохода фреза подается в осевом направлении на 0,1—0,3 мм для снятия следующего слоя металла. Все рабочие движения шпоночно-фрезерных станков автоматизированы.
Маятниковый способ обработки дает возможность поучить более точный размер паза по ширине, так как фреза в основном работает торцовой частью и ее наружный диаметр не изменяемся длительное время. Переточка фрез производится по торцу.
Эта схема обработки пазов используется в крупносерийном и массовом производстве.
Пазы для сегментных шпонок (рис. 7.21, г), как правило, обрабатывают на обычных фрезерных станках стандартными фрезами (ГОСТ 6648-59) при подаче (детали или фрезы) в направлении глубины паза.
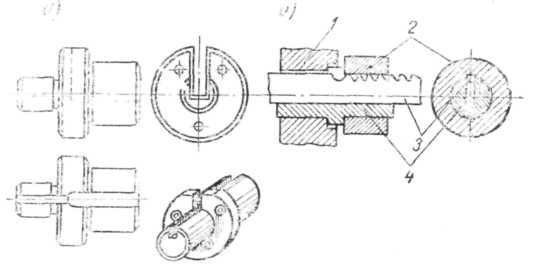
Шпоночные пазы в отверстиях обрабатывают в единичном и мелкосерийном производстве на долбежных станках с последующей слесарной доводкой, а в крупносерийном и массовом — на протяжных станках. Протягивают пазы при помощи специального приспособления — направляющей втулки (рис. 7.22, а). Схема протягивания показана на рис. 7.22, б. Деталь 2 насаживается па направляющую втулку 4, которая закреплена в станине 1 станка. Внутри втулки 4 имеется паз для направления протяжки 3. Если шпоночный паз протягивается за 2—3 прохода, то под протяжку помещают прокладку.
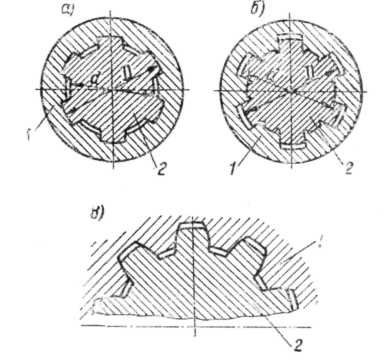
Обработка шлицевых поверхностей. Наибольшее распространение имеют шлицевые соединения с прямоугольной, эвольвентной и треугольной формой зубьев. Шлицевое соединение с прямоугольной формой зуба может осуществляться центрированием втулки 1 по наружному D и внутреннему d диаметрам вала 2 (рис. 7.23, а и б). Шлицевое соединение с эвольвентной формой зуба производится центрированием по боковым сторонам зубьев (рис. 7. 23, в).
Выбор наружного или внутреннего диаметра в качестве центрирующего или шлицевого соединения с прямоугольной формой зуба определяется требуемой твердостью шлицевого отверстия и размерами соединения. Если шлицевое отверстие не подвергается термической обработке или если его твердость после термообработки допускает калибровку протяжкой, то осуществляют центрирование по наружному диаметру как более экономичное. При высокой твердости шлицевого отверстия центрирование следует производить по внутреннему диаметру. Такой способ центрирования целесообразен также при обработке длинных закаливаемых валов, так как в этом случае можно одновременно шлифовать боковое стороны зубьев и пал по внутреннему диаметру.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
