


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Свободным абразивом доводят плоские и цилиндрические наружные поверхности, а кругами и брусками – внутренние поверхности вращения.
Во всех процессах абразивной доводки инструментом служат шлифующие порошки различной зернистости из электрокорунда, карбида кремния, карбида бора и алмаза.
Производительность процесса доводки и качество поверхности зависят от скорости перемещения притира, удельного давления, зернистости абразива и способа его подачи, припуска на доводку, точности притира и других условий.
При механической доводке плоских и цилиндрических наружных поверхностей оптимальные скорости вращения притира составляют: для предварительной обработки — 15—20 м/сек, а для окончательной — 4 м/сек.
Производительность процесса тем больше, чем выше давление притира на деталь. Эта зависимость сохраняется при давлении до 3 кг/см2.
Наибольшая производительность достигается при непрерывной подаче абразивной суспензии в зону резания. При предварительном шаржировании поверхности притира абразивом производительность снижается в 2,5 – 3 раза.
В качестве смазочных жидкостей при доводке применяют керосин и олеиновую кислоту. Толщина слоя смазки между обрабатываемой поверхностью и притиром должна быть такой, чтобы в нём мог расположиться только один слой зёрен. В этом случае производительность процесса достигает максимального значения. Следовательно, чем меньше размер абразивных зёрен, тем тоньше должен быть слой смазки. При доводке мелкозернистыми абразивами в качестве смазки целесообразно использовать чистый керосин.
Припуск на доводку в среднем составляет: на предварительных операциях — 0,02—0,05 мм, а на окончательных — 3—5 мкм. В некоторых случаях припуск на доводку может быть доведен до 0,1—0,2 мм.
В качестве смазочных жидкостей при доводке применяют керосин и олеиновую кислоту. Толщина слоя смазки между обрабатываемой поверхностью и притиром должна быть такой, чтобы в нем мог расположиться только один слой зерен. В этом случае производительность процесса достигает максимального значения. Следовательно, чем меньше размер абразивных зерен, тем тоньше должен быть слой смазки. При доводке мелко-
Для получения точной геометрической формы плоских и цилиндрических наружных поверхностей деталей с отклонениями 0,1 – 0,25 мкм неплоскостность притиров должна быть в пределах 0,3 – 0,5 мкм.
Доводку внутренних цилиндрических поверхностей осуществляют по двум схемам: 1) притир плавает (закреплён шарнирно) и устанавливается по закреплённой неподвижной заготовке; 2) притир закреплён неподвижно, а заготовка самоустанавливается по оси шпинделя.
Первая схема предпочтительна для доводки отверстий в тяжёлых заготовках, а вторая – в легко передвигаемых.
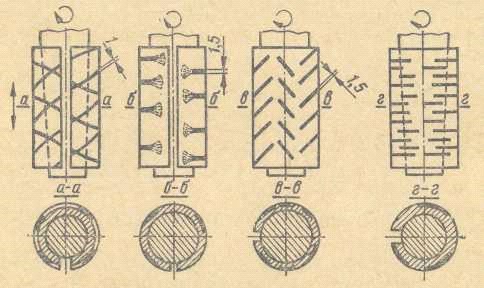
В качестве инструмента для доводки отверстий применяют разжимные втулки с внутренним конусом (1:50, 1:30). Наиболее эффективным материалом для притира является серый чугун марки СЧ12-28. Хорошо зарекомендовали себя круглые притиры (рис. 8.7) с эксцентриковыми или прямыми канавками. Лучшие результаты получены при использовании притира с короткими косыми канавками глубиной 0,8—1,0 мм и шириной 1,0— 1,5 мм. Канавки выполняют роль резервуаров, в которых удерживается абразивная смесь. В процессе доводки она постепенно поступает на рабочую поверхность.
Доводку отверстий больших диаметров выполняют хонинговальной головкой обычной конструкции, установив чугунные бруски притиры.
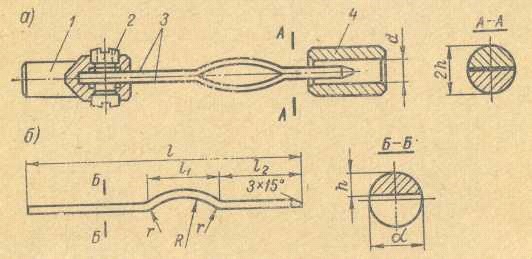
Глубокие отверстия малых диаметров целесообразно обрабатывать упругим притиром (рис. 8.8). Такой притир изготовляют следующим образом. Навитую на цилиндрическую оправку и закрепленную с двух сторон в натянутом положении проволоку сошлифовывают до размера h, затем правят, рихтуют и разрезают на отдельные лепестки 3. Эти лепестки вставляют в оправку 1 и закрепляют винтами 2. В зависимости от диаметра отверстия может быть два или три лепестка.
Каждый лепесток притира изгибают по форме, показанной на рис. 8.8, б. Длину лепестка 1 и радиус изгиба R выбирают в зависимости от диаметра d обрабатываемого отверстия. После сборки притир шаржируют абразивным порошком.
Перед введением притира в отверстие его лепестки занимают положение, показанное на рис. 8.8, а. Деталь совершает возвратно-поступательное движение относительно вращающегося притира (или наоборот). Число двойных ходов в минуту — 70—80. Притир не теряет упругих свойств в течение 60—80 мин. работы.
8.4. Полирование
Полирование – окончательная обработка поверхностей. Осуществляется она с целью улучшения чистоты поверхностей деталей машин, а также для увеличения срока их службы.
Полируют наружные и внутренние поверхности деталей любой формы, но чаще всего сложного криволинейного профиля, из разнообразных металлов и сплавов различной твёрдости.
Этот вид обработки позволяет получать поверхности шероховатостью 10 – 12-го, а в отдельных случаях и 13-го классов чистоты.
При чистовом полировании снимается слой металла в 0,01 – 0,03 мм. При черновом полировании толщина снимаемого слоя достигает 0,3 мм и более.
Полирование может осуществляться различными методами: механическим, химическим, электрохимическим и др.
В машиностроении широко применяется механическое полирование, осуществляемое с помощью твердых абразивных материалов, закреплённых в каком-либо носителе или незакреплённых, свободно перемещающихся. Оно может производиться кругами и лентами, специальными полировальниками, в барабанах, в вибрационных, струйных и центробежных установках и другими способами.
Ниже рассматриваются виды механического полирования.
Полирование кругами – наиболее распространённый вид обработки, осуществляемый вручную, так и с любой ступенью механизации, вплоть до автоматизации.
В процессе полирования деталь под определённым давлением прижимается к рабочей поверхности быстровращающегося полировального круга, на которую тем или иным образом нанесён абразивный порошок или паста. В результате обработки поверхность приобретает повышенные против исходных гладкость и блеск.
Рабочим инструментом является полировальный круг, на котором с помощью клея нанесён слой абразивных зёрен или пасты. Круги изготавливают из фетра или войлока, из различных тканей, прессованной бумаги, резины, пластмассы, кожи.
Используют естественные полирующие материалы – крокус, мел, венскую известь, тальк, диатомит, трепел и искусственные – окись железа, окись хрома, окись алюминия.
Широко распространены полировальные пасты, состоящие из тонких абразивных порошков, связующих веществ, жиров, поверхностно активных веществ.
В зависимости от содержания абразивного материала различают пасты хромовую, маршаллитовую, крокусную и известковую. Кроме того, они различаются и по назначению – для полирования закалённых сталей, цветных металлов.
Полирование осуществляют на полировальных станках – одношпиндельных двухсторонних, двухшпиндельных двухсторонних, станках-двигателях, станках с гибким валом, бесцентрово-полировальных, полуавтоматах и автоматах, на автоматических линиях.
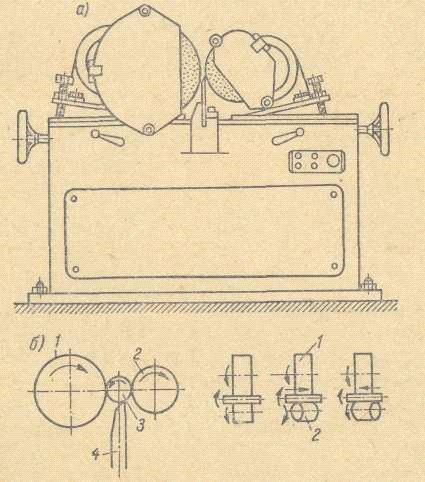
На бесцентрово-полировальном станке мод. БПС обрабатывают прутки и трубы в серийном и крупносерийном производстве. Такие станки (рис.8.9) действуют по тому же принципу, что и бесцентрово-шлифовальные.
Деталь 3 устанавливают между двумя вращающимися кругами — ведущим 2 и рабочим (полировальным) 1. При обработке она поддерживается ножом 4. Во время полирования ось вращения детали должна быть в одной плоскости с осями вращения кругов.
Полирование больших поверхностей, а также отдельных участков на крупных деталях и обработка на многопозиционном оборудовании выполняются с помощью ручных универсальных шлифовально-полировальных машин и сменных универсальных полировальных головок различных типов.
К режимам полирования относятся скорость вращения круга (окружная скорость) и его давление на деталь во время обработки. Выбор оптимальной скорости вращения круга зависит от характера обрабатываемого материала и типа круга. Рекомендуемые скорости вращения круга приведены в таблице 8.3.
Таблица 8.3
Скорость вращения полировальных кругов
Полирующий материал | Скорость вращения, в м/с, при обработке | ||
Стали, никеля, хрома | Меди, латуни, бронзы | Алюминия, цинка, свинца | |
Абразивное зерно | 20 – 35 | 16 – 25 | 12 – 20 |
Паста | 30 – 35 | 25 – 30 | 20 – 30 |
Давление круга на деталь составляет 2,5—5,0 кг/см длины контактной поверхности круга с деталью. Большее давление применяют для предварительного, а меньшее — для окончательного полирования.
Полирование лентами. Абразивное полирование металлических деталей с помощью лент во многих случаях является более производительным и совершенным процессом, чем полирование кругами.
Абразивные ленты изготавливают на бумажной или тканевой основе, которую покрывают абразивными зёрнами. В качестве связки используют клей и лаки. Ленты бывают бесшовные эластичные на связке из резины или синтетических смол и клееные (шовные) или рулонные на животных или синтетических клеях.
Для полировальных работ в основном применяют эластичные ленты, покрытые не абразивными зёрнами, а соответствующими пастами, которые наносят на ленту в процессе обработки (по мере расходования).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
