


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Развертка снимает значительно меньший припуск, чем зенкер, имеет угол в плане и большее число зубьев. Зубья развертки снимают стружку малой толщины и большой ширины, что позволяет применять при развертывании большие подачи.
Конструктивные особенности разверток таковы, что в процессе работы они испытывают большие радиальные и незначительные осевые нагрузки. Поэтому развертки не обеспечивают точности направления оси отверстия, они сами стремятся установиться по отверстию.
Для обеспечения точности направления оси отверстия перед развертыванием необходимо расточить его резцом или другим инструментом с принудительным центрированием и точным направлением.
Закрепляться развертка должна таким образом, чтобы во время работы она свободно устанавливалась по отверстию или имела точное направление.
Это достигается с помощью самоустанавливающихся патронов качающихся и плавающих.
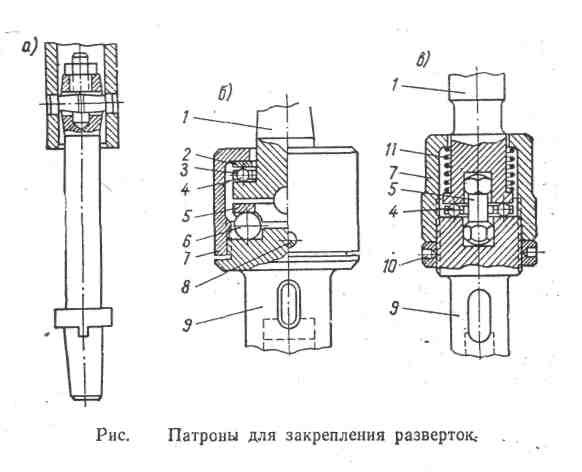
Качающийся патрон (рис. 2.8, а) представляет собой оправку, на конусную часть которой насаживают развертку и закрепляют ее торцовой шпонкой. Второй конец оправки входит в корпус патрона с большим зазором. Этот зазор позволяет занять развертке правильное положение в обрабатываемом отверстии, благодаря качанию оправки на оси, закрепленной в корпусе патрона.
В плавающих патронах развертка может свободно перемещаться параллельно самой себе, центрируясь в обрабатываемом отверстии. Благодаря этому даже при несовпадении осей патрона и обрабатываемого отверстия она занимает правильное положение. Одна из конструкций плавающего патрона представлена на рис. 2.8, б.
Оправка 9, в которую вставляют конусный хвостовик развертки, связана с хвостовиком 1 патрона с помощью корпуса 7 и упорного шарикоподшипника, состоящего из обоймы 3, шариков 4 и опорной плиты 2. Вращение хвостовика 1 передается оправке 9 через поводок 5 и четыре шарика 6. Вырезы в оправке 9, в которых находятся шарики, позволяют ей вместе с разверткой перемещаться на небольшую величину параллельно оси шариков.
Для устранения зазора в упорном подшипнике патрон регулируют путем вращения корпуса 7. В нужном положении корпус закрепляют винтом 8.
Самоустанавливающий патрон, изображенный на рис. 2.8, в, создает возможность перемещения развертки параллельно самой себе и покачивания ее на некоторый угол. Здесь связь между оправкой 9 и хвостовиком 1 осуществляется поводком 5 с шестигранными головками, сдвинутыми относительно друг друга на 30˚. Корпус 7 при помощи пружины 11 удерживает поводок в отверстиях хвостовиком оправки. Между оправкой и хвостовиком расположен упорный шарикоподшипник 4. В осевом направлении патрон регулируют гайкой 10. Шаровые головки поводка позволяют наклонять оправку 9 вместе с разверткой под некоторым углом к вертикали, а упорный подшипник обеспечивает небольшое перемещение оправки параллельно ее оси.
Иногда развертку направляют кондукторные втулки. Так же как и при зенкеровании, направление может быть нижним, верхним или двойным. На направляющей части развертки образуют канавки для размещения стружки.
Принудительное направление применяют иногда для предотвращения разбивания короткого отверстия при входе и выходе развертки.
В зависимости от диаметра и требуемой точности отверстия развертывание производят одной или двумя развертками. Отверстия 3-го класса точности получают однократным развертыванием, 2-го класса точности – двукратным. При обработке развертками можно получить отверстия и 1-го класса точности, однако такая высокая точность экономически не оправдывает себя (повышаются затраты на содержание разверток в надлежащем состоянии, используется рабочие более высокой квалификации, а иногда и ручное развертывание).
Для отверстий диаметром от 6 до 120 мм общий припуск на предварительное и чистовое развертывание составляет 0,2-0,4 мм. При предварительном развертывании снимается 80 % величины припуска, а при чистовом - 20%.
Шероховатость поверхности при развертывании достигает 5-9-го классов.
При развертывании выделяется большое количество тепла, что приводит к нагреву детали и вследствие этого к конусности обрабатываемого отверстия. Поэтому точность размеров отверстия будет выше при развертывании на больших подачах с обильным охлаждением.
Отверстия больших диаметров, короткие, глухие и с прерывистыми поверхностями, как правило, развертками не обрабатываются.
Чистовая обработка отверстий развертыванием применяется преимущественно в единичном и мелкосерийном производстве. Объясняется это тем, что стоимость изготовления разверток, допускающих небольшое число переточек, а также расходы на их переточку значительно повышают стоимость выполнения операции. Кроме того, стойкость разверток невелика - 300-500 отверстий в чугунных деталях и 80-100 - в стальных.
В крупносерийном и массовом производстве отверстия обрабатывается протягиванием.
2.3. Растачивание отверстий
Отверстия нестандартных размеров и большого диаметра, глухие и короткие, точные по размерам и форме обрабатывают резцами на станках токарной группы, а также на расточных, агрегатных и других станках.
Растачивание может производиться как при вращении детали, так и при вращении инструмента. В некоторых случаях возможна обработка отверстий при совместном вращении детали и инструмента.
Растачивание на станках токарной группы – малопроизводительный способ обработки отверстий, что обусловлено недостаточной жесткостью расточного резца и плохой его теплоотводящей способностью. Однако оно широко осуществляется при обработке деталей на токарных станках. Это объясняется тем, что растачивании отверстий резцом можно достигнуть большей точности и более высокого класса чистоты, чем при обработке сверлением и зенкерованием. При обработке резцом удается выправить ось отверстия и придать ей заданное положение, обработать короткие глухие и больших диаметров отверстия.
Существенным недостатком процесса растачивания является трудность установки резца на размер. Однако на современных токарных станках, оснащенных точными лимбами, установка резца на размер упрощается.
Для обработки отверстий применяются расточные быстрорежущие и твердосплавные резцы.
Схемы обработки различных отверстий стандартными расточными резцами приведены на рис. 2.9.

Схема растачивания сквозных отверстий диаметром до 100-150 мм показана на рис. 2.9, а; схема обработки ступенчатых и глухих отверстий – на рис. 2.9, б, в и г. При растачивании отверстий подрезаются и внутренние уступы. Эту операцию можно производить как с поперечной (см. рис. 2.9, в), так и с продольной (см. рис. 2.9, г) подачами. При подрезании с продольной подачей державку резца поворачивают на угол ц1 = 5˚.
Сквозные и глухие отверстия глубиной более 100-150 мм растачивают державочными резцами. При растачивании сквозных отверстий стержень резца устанавливается перпендикулярно оси державки (рис. 2.9, д), а при обработке глухих отверстий – под углом 45 или 60˚(рис. 2.9, е).
Наиболее простая и распространенная схема растачивания – обработка отверстия резцом, консольно закрепленными в суппорте, при этом создаются наиболее благоприятные условия для получения прямолинейной оси отверстия, совпадающей с осью вращения шпинделя станка. Поэтому при обработке деталей на станках токарной группы одним из переходов является растачивания отверстий, полученных путем литья, штамповки или сверления, с целью обеспечения требуемого положения оси.
Для уменьшения отжатия резца при недостаточной его жесткости применяют инструменты с большим углами в плане, доходящими до 90˚.
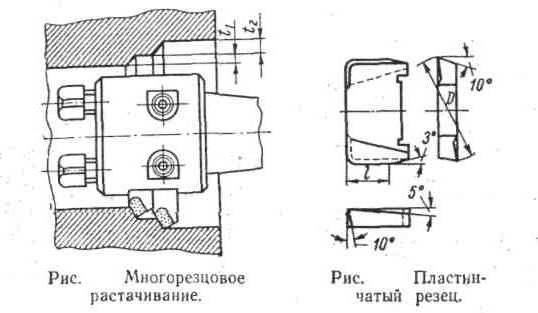
Повышение точности обработки и производительности достигается при осуществлении многорезцового растачивания. При установки резцов в державе последовательно друг за другом (рис. 2.10) работа резания распределяется между ними путем деления ширины реза (глубины резания). Для уменьшения деформации технологической системы рекомендуются двустороннее расположение резцов.
В серийном производстве отверстия обрабатывают пластинчатыми резцами, а также плавающими расточными блоками и головками. Пластинчатыми резцами (рис. 2.11) растачивают отверстия диаметром более 40 мм. В этом случае резание осуществляется путем деления толщины среза (подачи) между режущими лезвиями.
Сквозные отверстия растачивают пластинчатыми резцами с углом в плане ц = 45˚, а глухие – резцами с ц = 90˚. Угол ц1 = 2-3˚. Длина цилиндрического участка устанавливаются в пределах l = 0,1-0,2D, где D - диаметральный размер резца.
В крупносерийном и массовом производстве отверстия обрабатывают на специальных расточных станках при помощи расточных блоков.
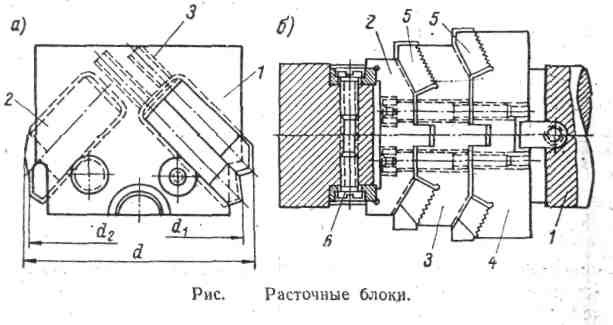
Расточный блок, состоящий из корпуса 1, и нескольких резцов 2, закрепленных болтами 3, изображен на рис. 2.12, а. Конструкция блока позволяет регулировать и настраивать отдельные резцы на определенный размер по диаметру винтами 3. Каждый из резцов нижней пары настраивается на свой размер (d1 и d2) и выполняет черновое растачивание. В этом случае глубина резания делится между резцами.
Верхняя пара резцов настраивается на окончательный размер по диаметру d и осуществляет чистовую операцию.
Чистовые резцы имеют микрометрические винты с точностью установки до 0,02 мм.
Комбинированный резцовый блок ЭНИМса (рис. 2.12, б) в зависимости от количества резцов состоит из двух или трех частей. В корпусе блока резцы закрепляют при помощи рифлений, которые позволяют регулировать их положения и настраивать на заданный размер по диаметру.
Блок состоит из основной державки 1, нижней 2, средней 3 и верхней 4 частей корпуса, резцов 5 и винта 6.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
