


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обрабатываемый материал | Продольная подача в мм/об | Длина пакета заготовок, в мм |
Латунь Л52 | 0.12 – 0,16 | 60 - 80 |
Сталь марок 20 и 30 | 0.10 – 0,12 | 30 - 40 |
Нержавеющая сталь марок 1Х13 и 2Х13 | 0,08 – 0.10 | 20 - 30 |
Сталь марок 40 - 50 | 0,05 – 0,08 | 15 - 20 |
В качестве смазывающе-охлаждающей жидкости при нарезании зубчатых колес рекомендуется применять веретенное масло № 3 (ГОСТ 1707-51) или его смесь с водной эмульсией (80% веретенного масла № 3 и 20% эмульсии).
Хорошие результаты дает также смазка, состоящая из следующих компонентов (в % по весу):
веретенное масло № 3 (ГОСТ 1707-31)……………………………92
петролатум (ГОСТ 4096-54)……………………………………………5
эмульсия..…………………………………………………………………3
Петролатум смешивается с маслом в разогретом (до жидкой консистенции) состоянии. Смазка должна подаваться в объеме 12—17 л/мин.
Точность зубчатых колес соответствует при горячем накатывании 9-й степени, а при холодном — 6—8-й степеням. В первом случае получают поверхность по 4—6-му классам чистоты, а во-втором — по 8—11-му.
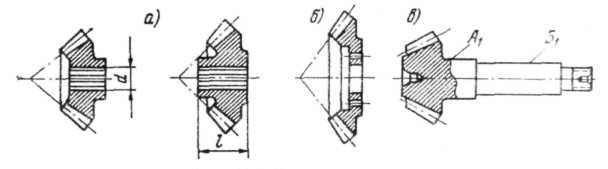
Изготовление конических зубчатых колёс. По назначению, конструктивным и технологическим признакам конические колеса можно разбить на три типа. К первому типу относятся ведущие или ведомые колеса (рис. 7.11, а), имеющие ступицу с отношением — ![]() > 1; обрабатываются такие колеса на оправке с базированием по отверстию и торцу. Второй тип конических колес — венцовые ведомые колеса (рис. 7.11, б), изготовляемые в патроне с базированием по торцу и отверстию. К третьему типу относятся ведущие колеса-валы (рис. 7.11, в), обрабатываемые в центрах; базами здесь служат цилиндрические поверхности А1 и Б1.
> 1; обрабатываются такие колеса на оправке с базированием по отверстию и торцу. Второй тип конических колес — венцовые ведомые колеса (рис. 7.11, б), изготовляемые в патроне с базированием по торцу и отверстию. К третьему типу относятся ведущие колеса-валы (рис. 7.11, в), обрабатываемые в центрах; базами здесь служат цилиндрические поверхности А1 и Б1.
У колес первого типа отверстие может быть шлицевым, со шпонкой или гладким. У колес второго типа — отверстия гладкие. Так как торец и отверстие колес второго типа являются технологическими базами, то их обычно обрабатывают с одной установки; базовые поверхности А1 и Б1 у колес-валов третьего типа подготовляются шлифованием до нарезания зубьев.
Конические колеса изготовляют в соответствии с ГОСТом. Для них также установлено 12 степеней точности. Для степеней 1—4-й и 12-й допуски не предусмотрены. 1-й класс точности соответствует примерно 6—7-й степеням точности; 2-й класс — 8-й степени и 3-й класс — 9-й степени точности.
В соответствии с перспективным типажом зубообрабатывающего оборудования рекомендуется изготовлять конические колеса прямозубые, косозубые, с круговыми наклонными зубьями и с круговыми зубьями.
Нарезание колес методом копирования. Как уже указывалось, при обработке методом копирования режущим кромкам инструмента придается форма профилей нарезаемых зубьев.
Метод копирования из-за погрешностей в самой кинематической схеме образования зуба применяется только для предварительного нарезания или же для получения колес невысокой точности.
В массовом и крупносерийном производстве дисковыми модульными фрезами осуществляют предварительное нарезание прямых зубьев открытых венцов. В единичном и мелкосерийном производстве дисковыми фрезами производят чистовое нарезание конических колес 10 — 11-й степеней точности. Обработка ведется на универсальных горизонтально-фрезерных станках с делительной головкой и на станках моделей ЕЗ-1 и ЕЗ-11.
Пальцевыми модульными фрезами осуществляют предварительное нарезание прямых и косых зубьев закрытых венцов колес 10-й степени точности, а также обрабатывают крупные конические колеса 10-й степени точности. Обработку производят на универсальных фрезерных станках с делительной головкой.
При нарезании крупных конических колес с прямыми зубьями и закрытыми венцами 9—10-й степеней точности в единичном и мелкосерийном производстве осуществляют строгание зубьев по копиру на станках моделей 5283 и 5А283.
При чистовом нарезании прямых зубьев открытых венцов колес 9-й степени точности в крупносерийном и массовом производстве осуществляют протягивание зубьев круговой протяжкой на станках моделей 5245 и 1222.
На станке мод. 528 методом копирования круговые зубья открытых венцов конических колес нарезают начерно. В качестве режущего инструмента используют специальную головку, резцы которой расположены по окружности и воспроизводят зуб колеса.
Нарезание колес методом огибания. Наиболее точным и производительным методом нарезания конических колес является метод огибания (обкатки), осуществляемый на зубострогальных станках моделей 52С, 5A2С, 5282, 5П23Б и др. двумя резцами.
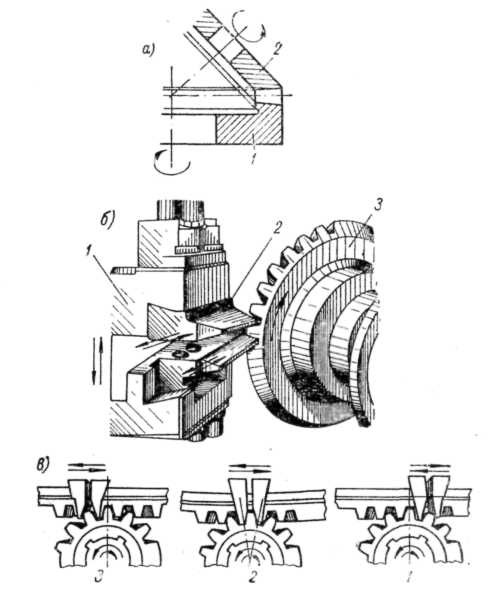
Схема нарезания прямозубого конического колеса приведена на рис. 7.12, а. Процесс нарезания основан на принципе зацепления обрабатываемой детали 1 с воображаемым плоским колесом 2, одним из зубьев которого как бы являются два строгальных резца, при этом деталь должна быть установлена таким образом, чтобы образующая конус впадина зуба была параллельна направлению резания.
Зуб нарезаемого колеса 3 обрабатывается двумя резцами 2 с возвратно-поступательным перемещением (рис. 7.12, б). Каждый из резцов обрабатывает одну сторону зуба колеса. Люлька 1 вместе с резцом представляет собой плоское коническое колесо. Это колесо и обрабатываемая деталь вращаются с такими угловыми скоростями, которые имеются в действительном зацеплении. Вначале резцы врезаются в деталь, а затем осуществляется формообразование зуба при совместной обкатке резцов и детали. После нарезания одного зуба деталь отходит от резцов (или наоборот), люлька опускается вниз, и деталь с помощью делительного устройства поворачивается на один зуб.
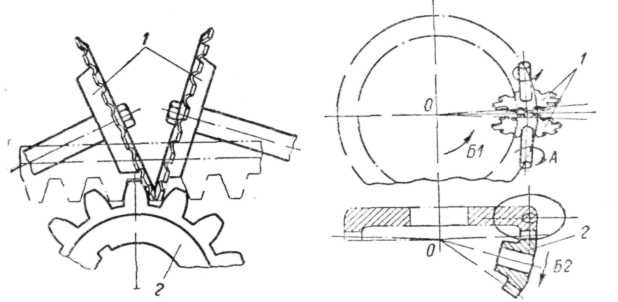
Схема обработки зуба конического колеса с предварительно прорезанными впадинами показана на рис. 7.12, б. Положения 1, 2 и 3 резцов относительно обрабатываемого зуба соответствуют начальному моменту обработки, середине ее и выходу резцов из зацепления с зубом в конце процесса нарезания.
После нарезания одного зуба резцы вновь приближаются к детали, и цикл повторяется. Обработка всех зубьев колеса происходит за один полный оборот заготовки.
Высокой производительности достигают при нарезании прямых и прямых бочкообразных зубьев открытых зубчатых венцов колес 7—8-й степеней точности двумя дисковыми фрезами на станках моделей 5П23 и 5230. Схема фрезерования зубьев приведена на рис. 7.13. Движение резания осуществляется фрезами 1, режущие кромки которых воспроизводят в пространстве боковые поверхности зубьев плоского колеса.
Движение обкатки состоит из вращения фрез вокруг оси О производящего колеса по стрелке Б1 и согласованного с ним вращения детали 2 по стрелке Б2. Деление на зуб происходит периодически при отведенной детали. В процессе обработки фрезы не имеют перемещения вдоль нарезаемых зубьев, поэтому на дне впадины получается вогнутость, которая увеличивается с уменьшением диаметра фрезы и с увеличением ширины венца колеса. Колеса диаметром до 320 мм модулем до 8 мм нарезают дисковыми фрезами диаметром 150 мм при работе на станке мод. 5П23 и диаметром 275 мм — при обработке на станке мод. 5230.

На станках моделей 525, 528, 5П23А, 5А27С1, 5А27СЗ и 5А27С2 производится черновое и чистовое нарезание круговых зубьев открытых венцов конических колес 7—8-й степеней точности. Обкатка производится при одновременном вращении в зацеплении плоского производящего колеса и нарезаемой детали.
Схема нарезания конического колеса с круговыми зубьями представлена на рис. 7.14. Резцовая головка 1 совершает главное движение резания, вращаясь вокруг своей оси по стрелке А. Движение обкатки состоит из вращения резцовой головки 1 вокруг оси производящего колеса 3 по стрелке Б и согласованного с ним вращения детали 2 вокруг своей оси по стрелке В.
Движение обкатки продолжается до тех пор, пока нарезаемая впадина не будет полностью обработана. После этого обрабатываемая деталь отводится от резцовой головки, а обкатная люлька с головкой поворачивается в обратном направлении. За время обратного (холостого) хода люльки деталь поворачивается на определенное число зубьев, затем цикл повторяется.
Изготовление червячных колёс. До нарезания зубьев червячные колеса обрабатываются так же, как и обычные цилиндрические аналогичных размеров.
Зубонарезание производится на универсальных зубофрезерных или специальных станках. В качестве режущего инструмента применяют червячные фрезы, изготовленные по номинальным размерам червяка с учетом припуска на шевингование, а также резцы-летучки, профилированные по осевому или нормальному сечению витков червяка.
Червячные фрезы — высокопроизводительные и точные инструменты — применяются в крупносерийном и массовом производстве, а резцы-летучки, более простые в изготовлении, но менее производительные и точные, — в единичном и мелкосерийном.
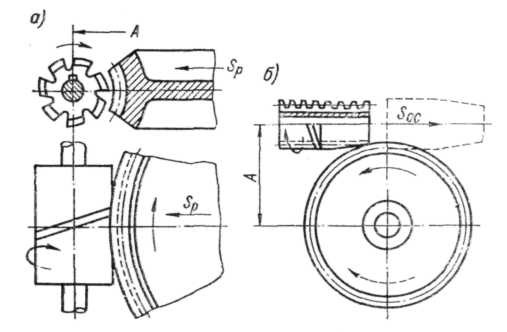
Нарезание червячных колес фрезами может производиться с радиальной или тангенциальной подачами. В первом случае используются цилиндрические, а во втором — конические червячные фрезы. Выбор подачи зависит от параметров червячного зацепления и требований к точности профиля его зубьев.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
