


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При работе подаче стола от позиции 4 к позиции 5 фреза обрабатывает деталь Б. После этого вновь изменяется направление подачи, стол ускоренно подается до позиции 6, и весь цикл повторяется снова. Во время фрезерования детали А обработанная деталь Б снимается (в поз. 7), а на ее место устанавливается новая заготовка.
Отечественные станки последних моделей, в частности мод. 6Н83, могут быть настроены на работу по маятниковому циклу.
Непрерывное фрезерование. В крупносерийном и массовом производстве получил распространение высокопроизводительный способ обработки плоскостей – непрерывное фрезерование. Осуществляется оно в большинстве случаев на карусельно-фрезерных или барабанно-фрезерных станках и иногда на вертикально-фрезерных станках (например, мод. 656П) с поворотным столом.
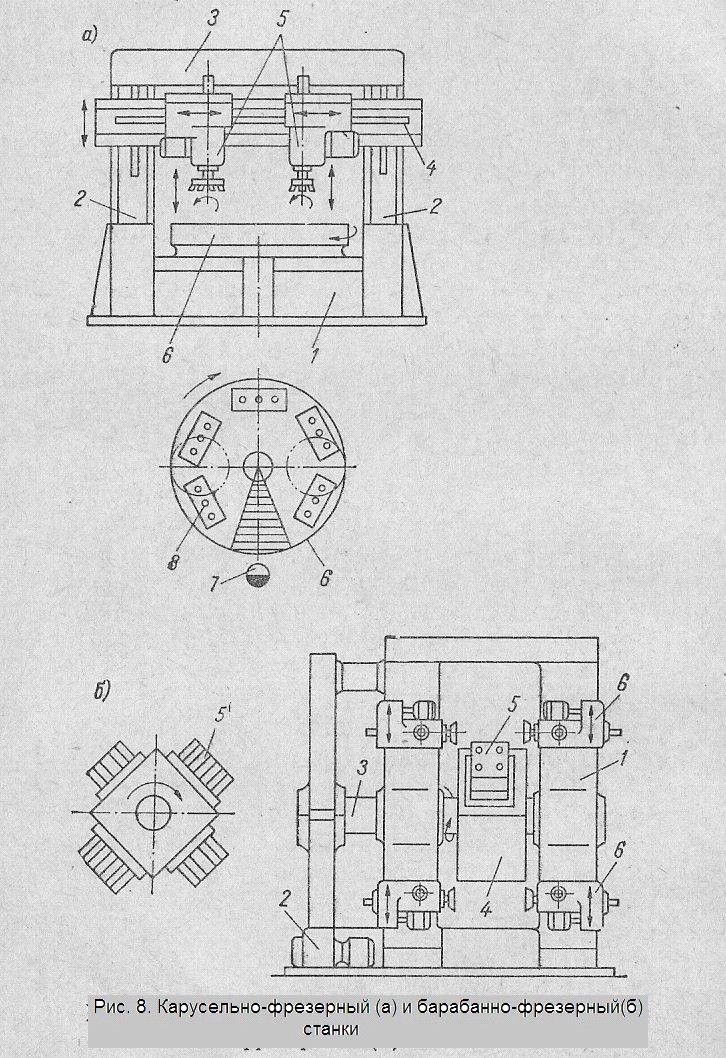
На карусельно-фрезерных станках (рис. 4.8, а) фрезеруют детали с размерами обрабатываемых плоскостей примерно до 600 мм. Станок имеет станину 1, две стойки 2, жестко соединенные горизонтальной балкой 3, и траверсу 4. На столе 6 станка устанавливают по кругу приспособления и закрепляют в них заготовки 8. Фрезерование производится при непрерывном вращении стола. При этом осуществляется параллельно-последовательная черновая и чистовая обработка, для чего станок имеет две шпиндельные головки 5 с самостоятельными приводами. Головка 5 смонтирована на траверсе 4. Снятие и установка заготовок 8 на столе производится без его остановки в секторе рабочего места 7.
В трехшпиндельных карусельно-фрезерных станках (например, мод. 623В) два правых шпинделя с фрезами диаметром до 300 мм предназначены для черновой обработки, а левый с фрезами диаметром до 600 мм – для чистовой.
Так как на карусельно-фрезерных станках отсутствуют механизмы вертикального перемещения стола, а также продольной и поперечной подач, они обладают большой жесткостью, обеспечивают высокую производительность и точность, особенно в отношении параллельности обрабатываемых поверхностей.
Барабанно-фрезерные станки (рис. 4.8, б) предназначены для обработки параллельных плоскостей заготовок одновременно с двух сторон. Заготовки 5 устанавливаются на гранях барабана 4, укрепленного на валу 3. Барабан вращается от отдельного электродвигателя 2 внутри станины 1. Он может иметь форму четырех-, пяти-, шести-, а иногда и восьмиугольника. Фрезы закрепляются на расположенных с двух сторон одношпиндельных или двухшпиндельных бабках 6.
Таких бабок по две с каждой стороны: одна для чернового фрезерования, а другая – для чистового. Установка и снятие заготовок производится на ходу станка, т. е. осуществляется непрерывное фрезерование.
Большая жесткость конструкции станка обеспечивает высокую и стабильную точность размеров между обрабатываемыми плоскостями.
Обработка плоскостей протягиваниемВ массовом производстве широко распространено протягивание наружных плоскостей. Выполняется оно на протяжных станках горизонтального и вертикального типов с помощью специальных протяжек. Станки бывают однопозиционные и многопозиционные и легко встраиваются в автоматические линии.
Протяжка для обработки плоских поверхностей – сборный инструмент. Она состоит из нескольких рабочих секций 1, закрепленных на плите 2.
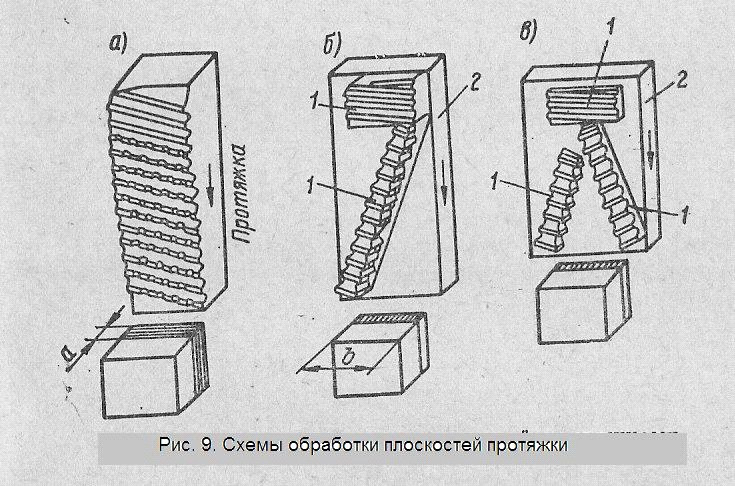
Плоские протяжки работают по двум схемам – профильной (рис. 4.9, а) и прогрессивной (рис. 4.9, б и в). По профильной схеме протягивают предварительно обработанные строганием или фрезерованием поверхности.
По прогрессивной схеме протягивают черные поверхности штамповок, поковок и литых заготовок, имеющих на поверхности корку, окалину и другие включения.
Особенностью прогрессивного протягивания является то, что режущие зубья 1 протяжки (см. рис. 4.9, б и в) последовательно срезают не тонкие стружки в направлении величины припуска, как при профильной схеме, а сравнительно толстые в направлении ширины В обрабатываемой плоскости. В этом случае режущие зубья протяжки имеют подъем (подача на зуб) в поперечном направлении и одинаковую высоту в направлении припуска на обработку. При протягивании черных плоскостей корка разрезается в поперечном направлении, что не может повредить режущие кромки протяжки.
При повышенных требованиях к качеству обработанных плоскостей осуществляют комбинированное протягивание: вначале по прогрессивной схеме, а затем – по профильной.
При прогрессивном протягивании плоскостей стальных деталей подъем на зуб должен составлять 0,15 – 0,80 мм, а чугунных – 0,2 – 1,2 мм, при этом снимается припуск от 2 до 6 мм. Шероховатость поверхностей соответствует 7-му классу чистоты.
При наружном протягивании обрабатывают как отдельные открытые плоскости, так и несколько плоскостей в различных сочетаниях.
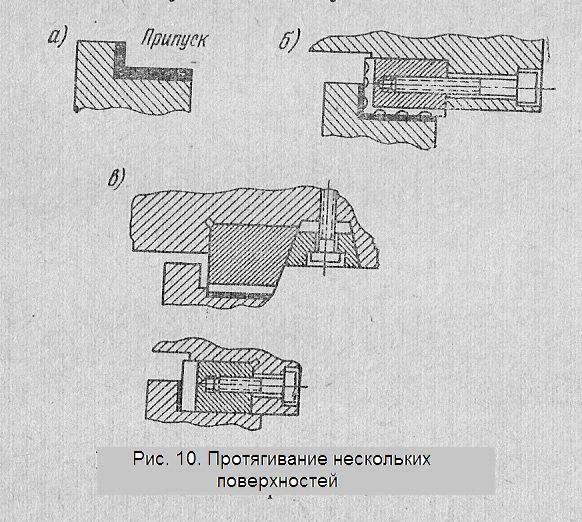
Плоские поверхности, закрытые с одной стороны (рис. 4.10, а), протягиваются либо одной протяжкой, имеющей режущие зубья с двух сторон (рис. 4.10, б), либо двумя последовательно работающими протяжками (рис. 4.10, в). Изготовление и эксплуатация одной протяжки для работы по схеме, приведенной на рис. 4.10, б, связано с большими затратами. Чем двух протяжек для последовательной обработки.
Для обеспечения точного расположения наружных или внутренних плоскостей относительно базовых поверхностей детали применяют координатное протягивание, в результате которого получают весьма высокую точность координат – с отклонениями до 0,02 – 0,05 мм.
Протягивание наружных плоскостей производится большей частью на вертикально-протяжных станках мод. 7А705, полуавтоматах и автоматах.
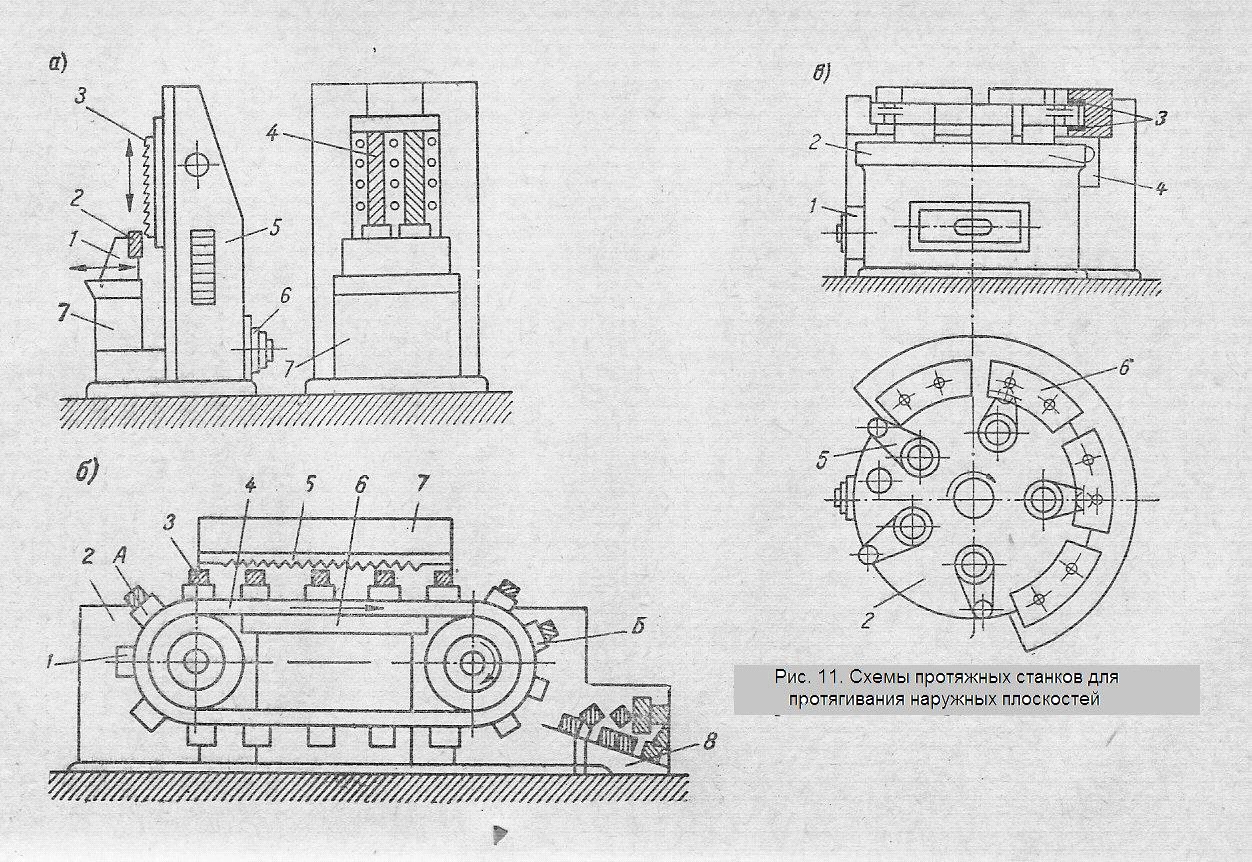
Схема вертикально-протяжного станка приведена на рис. 4.11, а. Обрабатываемая деталь 2 закрепляется на суппорте 1, который установлен на столе 7. На станине 5 по направляющим перемещается плита 3. На ней закреплены плоские протяжки 4. Скорость возвратно-поступательного перемещения плиты с протяжками регулируется гидроприводом 6. Установление заданной глубины резания осуществляется поперечным перемещением суппорта. Опускаясь, протяжки обрабатывают заготовку и затем останавливаются в нижнем положении. Обработанную заготовку снимают и включают обратный ход протяжки. Когда она возвратится в исходное положение, устанавливают новую заготовку.
Схема горизонтально-протяжного станка непрерывного действия показана на рис. 4.11, б. Здесь заготовки 3 устанавливаются и закрепляются в приспособлениях 1, которые размещены на непрерывно движущейся цепи 4. На станине 2 расположен суппорт 7 с протяжками 5. В зоне резания под цепью установлены жесткие направляющие 6, которые обеспечивают параллельное перемещение цепи и снятие заданного припуска. Заготовку устанавливают и закрепляют на позиции А. После протягивания детали поступают с разгрузочной позиции Б в бункер 8 станка.
Схема карусельно-протяжного станка представлена на рис. 4.11, в. На этом станке 1 обрабатывают поверхности, очерченные радиусом круга. На столе 2 устанавливают приспособления с закрепленными в них заготовками 5. При вращении стола заготовки протягиваются между протяжками 3, которые закреплены в четырех секциях 6. Эти секции установлены на жестком полукруглом суппорте 4. Скорость вращения стола регулируют в зависимости от принятого режима протягивания.
По сравнению с другими способами обработки плоских поверхностей протягивание отличается рядом преимуществ: обеспечивает высокую производительность и точность, инструмент обладает большей стойкостью.
Недостатками протягивания являются высокая стоимость протяжек и невозможность обрабатывать детали с малой жесткостью, так как при протягивании возникают большие силы.
Лабораторная работа № 5
Тема: Обработка фасонных поверхностей
Задание и порядок выполнения работы:
Ознакомиться с инструкцией о выполнении работы. Ознакомиться с теоретическими сведениями о способах и методах обработки фасонных поверхностей Разработать технологический процесс обработки фасонных поверхностей, с составлением всей необходимой технологической документации Составить отчет о работеСодержание отчёта:
При составлении отчета необходимо:
I. Ознакомиться с краткими теоретическими сведениями по следующим вопросам:
Обработка фасонных поверхностей тел вращения Фрезерование фасонных поверхностей Обработка фасонных отверстий Представить технологическую документацию необходимую для выполнения технологического процесса обработки фасонных поверхностей одним из выбранных способов Ответить на контрольные вопросы: Назовите виды фасонных резцов. Какой величины не превышает ширина фасонных резцов? Какова величина переднего угла г фасонных фрез с затылованным зубом? В основном при какой подаче работают фасонные резцы? Каким методом производится определение искажения профиля резца? Какое съемное поворотное приспособление нашло широкое применение, при фасонной обработке поверхностей? С какой системой получили наибольшее распространение копировально-фрезерные станки? Какой мощности необходим постоянный ток, для движения фрезы при осуществлении фасонной обработки? Стержневые, призматические, дисковые — это виды каких по назначению резцов? На каких принципах в настоящее время основано действие металлорежущих станков?Литература:
Основная
, , Левко машиностроения. Проектирование технологических процессов: Учебное пособие. — СПб.: Издательство «Лань», 2011. — 352 с.: ил. , Бодров машиностроения: Учебник. — М.: ФОРУМ: ИНФРА-М. 2004. — 860 с: ил.Дополнительная
и др. Практикум в учебных мастерских. Учеб. пособие для студентов пед. ин-тов по специальности «Общетехнические дисциплины и труд». - М.: «Просвещение», 1976.– 400 с. с ил. Барбашов дело. Учебное пособие для учебных заведений профтехобразования.-М.: Высш. школа, 1973.-277 с., ил. , , Тхор дело. Учебное пособие для проф.-техн. училищ.-М.: Высш. школа, 1972.-304 с., ил. , Лукьянов и фрезерное дело: Учеб. пособие для учащихся 9-10 кл. сред общеобразоват. шк. - М.: Просвещение, 1986.–223 с., ил. , , Дементьев машиностроения. Изд. 2-е перераб. и доп. М., « Машиностроение», 1977. - 327 с., ил.Теоретические сведения

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
