


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Алмазные круги характеризуются зернистостью, видом связки и концентрацией алмаза.
Наиболее распространённые связки алмазных кругов — металлическая и бакелитовая (органическая).
Промышленность выпускает круги на металлических связках марок М1, МИ, МК, М5 и др. Основой является связка М1, состоящая из 80% меди и 20% олова. Круги на этой связке выпускает большинство заводов. Разновидностями её являются связки МИ и МК.
Круги на металлических связках служат для образования стружколомательных канавок, а также для предварнтсльной заточки твёрдосплавных инструментов.
Изготавливают круги на бакелитовых связках Б1, Б2, БЗ и Б4. Наиболее распространены круги на связках Б1 и Б2, их выпускают многие заводы. В связке Б1 наполнителем является карбид бора (29,3%), а в связке Б2 — желелезо (56,5%)
Круги на бакелитовых связках применяют на операциях чистового шлифования и доводки инструментов.
Промышленность выпускает алмазные круги на керамической связке К1, К2 и КЗ. Эти круги обладают высокими режущими свойствами и применяются преимущественно для обработки инструментов из быстрорежущей стали. Кроме того, их можно использовать для одновременной заточки твердосплавной пластины и стальной державки.
По количеству алмазного порошка, содержащегося в 1 мм3 алмазного слоя, определяют концентрацию круга. За 100% - ную концентрацию принято содержание 0,878 мг алмаза в 1 мм3 алмазоносного слоя.
Концентрация круга должна соответствовать связке и характеру выполняемой операции. Круги на металлических связках бывают только 100%-ной концентрации, а на бакелитовых — различной концентрации.
Для большинства операций шлифования и доводки наиболее универсальными являются алмазные круги на металлической связке со 100%-ной концентрацией и на органической связке с 50%-ной концентрацией.
Крупнозернистые (АС25 — АС12) круги на металлической и органической связках изготовляют со 100%-ной концентрацией.
Для заточки резцов малого сечения и доводки фасонных деталей рекомендуется применять круги со 100% - ной концентрацией.
Форма и типоразмеры алмазных кругов определяются ГОСТом и нормалями НИИ алмаза.
Круги специальной формы изготовляются по особым заказам. В маркировке алмазного круга указываются основные данные, характеризующие круг.
Например, маркировка АЧК125Х10ХЗХ32-АС012-Б1-50-24-1200-2006-ТЗАИ обозначает: ИК — тип круга (алмазный чашечный конический); 125 — его наружный диаметр, в мм; 10 — ширина алмазоносного слоя, в мч; 3 — толщина алмазоносного слоя, в мм; 32 — диаметр посадочного отверстия, в мм, АСО — вид алмаза (синтетический обычной прочности; 12 — зернистость; Б1 - связка (бакелитовая); 50 — концентрация, в %, 24 - содержание алмаза в алмазоносном слов, в каратах; 1200 — номер круга; 2006 — год его изготовления; ТЗАИ — завод-изготовитель (Томилинский завод алмазных инструментов).
6.2. Круглое шлифование
Шлифование является основным методом чистовой обработки наружных цилиндрических поверхностей.
Применяют следующие виды шлифования: обдирочное, точное, которое может быть предварительным и чистовым, и тонкое. Наиболее распространенным является точное шлифование, при котором точность обработки достигает 2-го класса, а шероховатость поверхности - 7 — 9-го классов.
Имеется несколько способов шлифования наружных цилиндрических поверхностей: продольное шлифование осуществляется за несколько продольных проходов с подачей на глубину на двойной (или каждый) проход; глубинное шлифование — за один проход кругом, установленным на глубину; врезное шлифование — с поперечной подачей на всю ширину обработки — периодической или непрерывной в радиальном или тангенциальном направлении; шлифование последовательными врезаниями — с радиальной подачей уступами; комбинированное шлифование.
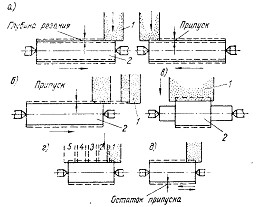
Продольное шлифование. Продольное шлифование (рис. 6.3, а) — наиболее распространенный и удобный способ шлифования валов. В зависимости от конструкции станка обрабатываемая деталь 2 или круг 1 получает поступательно-возвратное движение (продольная подача) вдоль своей оси, при этом после каждого продольного хода осуществляется поперечная подача шлифовального круга. При предварительном шлифовании продольная подача составляет 0,5 — 0,8 высоты круга на один оборот детали, при окончательном — 0,2 — 0,5 высоты круга. Соответственно поперечная подача sп. п или глубина резания, составляет 0,02 — 0,06 и 0,005 — 0,02 мм за один проход. В конце шлифования обычно производится несколько проходов без поперечной подачи — до прекращения искрения.
Глубинное шлифование. Глубинное шлифование (рис. 6.3, б) осуществляется при обработке относительно коротких участков на жестких деталях. При глубинном шлифовании весь или почти весь припуск снимают за один проход с малой продольной подачей (sпр= 2—10 мм/об). По окончании прохода шлифовальный круг возвращается в исходное положение. Заправку круга производят на конус или ступенчатую.
Врезное шлифование. Врезное шлифование (рис. 6.3, в) осуществляется широкими кругами сразу по всей длине обрабатываемой поверхности. Работа производится только с поперечной подачей, которая непрерывно или периодически на один оборот детали осуществляется шлифовальным кругом автоматически или вручную и составляет 0,02 — 0,010 мм на один оборот детали. В отдельных случаях кругу сообщается дополнительное осевое колебательное движение с небольшой амплитудой (до 3 мм), так называемое осциллирующее движение.
Врезное шлифование широко используется в крупносерийном и массовом производстве для шлифования шеек коленчатых валов, кулачковых и ступенчатых валов и других цилиндрических, конических и фасонных поверхностей вращения длиной 200 — 300 мм. Это один из наиболее производительных способов шлифования.
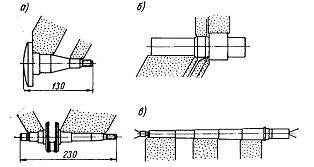
Осуществляется одновременное шлифование нескольких поверхностей одним широким специально заправленным кругом либо несколькими шлифовальными кругами, установленными рядом на одном шпинделе. Примеры обработки нескольких поверхностей одним широким кругом приведены на рис. 6.4, а и б; двумя противоположно расположенными кругами — на рис. 6.4, б; тремя кругами, размещенными с одной стороны детали, на рис. 6.4, в.
Шлифование уступами (Рис. 6.3, г) осуществляется в серийном производстве при обработке жёстких деталей. По этой схеме поверхность детали шлифуют определёнными участками (1, 2, 3, 4 и 5) с поперечной подачей последовательно друг за другом с перекрытием соседнего участка на 5-15 мм.
Комбинированное шлифование. При шлифовании уступами (Рис. 6.3, д) на границах соседних участков получается небольшая ступенчатость. Для достижения требуемой точности и чистоты шлифование этим способом производят не на окончательный размер, а как предварительное. Оставшийся припуск 0,02 – 0,03 мм удаляют в той же операции двумя – тремя продольными проходами.
Оборудование и приспособления. Наружное шлифование цилиндрических, конических, фасонных и торцевых поверхностей осуществляют на круглошлифовальных станках. При обработке детали устанавливаются в центры или закрепляются в патроне. Поджим детали задним центром производится пружиной. Обработка в центрах производится при вращении шпинделя круга и обрабатываемой детали, непрерывной или периодической подаче на глубину и продольном перемещении стола. При автоматизации цикла шлифования дополнительно требуется быстрый подвод и отвод шлифовальной бабки, и отвод пиноли задней бабки.
Схемы шлифования на круглошлифовальных станках приведены на рис. 6.5. Круглошлифовальных станки разделяются на универсальные, неуниверсальные, врезные и специальные. Универсальные станки отличаются от неуниверсальных тем, что они имеют поворотные бабки детали или круга, позволяющие вести обработку конических поверхностей с большим углом конусности (рис. 6.5, а). Некоторые модели станков имеют дополнительные бабки для шлифования отверстий.
На неуниверсальных станках (рис. 6.5, б) можно шлифовать пологие конуса с углом наклона образующей к оси не выше 7о путём поворота подачи.
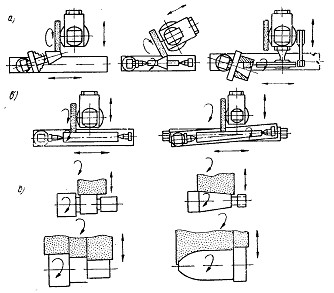
Произвольность станков, работающих методом врезания (рис. 6.5, в), значительно выше, чем работающих методом продольной подачи.
К группе специальных относятся станки для шлифования коленчатых валов, кулачковых валов автомобильных двигателей, дорожек качения у внутренних колец роликовых подшипников и др.
На центровых круглошлифовальных станках деталь устанавливается в неподвижных центрах. Форма и размеры центровых отверстий регламентированы ГОСТом.
Как правило, центровые отверстия смазывается. При обработке тяжелых деталей в качестве смазки применяют свинцовые белила, разведенные в индустриальном масле 30 или 45В. Эффективна также смазка, состоящая из 65% солидола, 25% мела, 5% серы и 5% графита.
При длительном шлифовании тяжелых деталей для обеспечения подачи смазки без снятия детали с центров рекомендуется пользоваться специальными центрами со смазочными канавками. При скоростном шлифовании используют центра, оснащенные твердым сплавом.
Передача вращения детали от поводковой планшайбы станка производится при помощи различных устройств. Самым обычным из них является винтовой хомутик.
Детали, имеющие отверстия больших диаметров, укрепляют на оправках с центровыми отверстиями для установки в центра станка.
Длинные и точные детали шлифуют с помощью люнетов.
Скоростное шлифование. Шлифование на повышенных режимах резания осуществляют специальными скоростными кругами, обеспечивающими безопасную работу при скоростях до 50 м/сек Станок должен быть жестким, чтобы при обработке исключались вибрации как круга, так и детали.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
