


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Реечная передача (рис. 7.1, е), одним элементом которой является зубчатое колесо с прямым или косым зубом, а другим — зубчатая рейка, передает движение как от зубчатого колеса к рейке, так и наоборот.
ГОСТом определены степени точности, которые располагаются в порядке понижения точности: 1, 2, 3, 4, 5. 6, 7, 8, 9, 10, 11 и 12. Для степеней точности 1, 2 и 12 допуски и отклонения в стандарте не предусмотрены. График для сопоставления классов и степеней точности для цилиндрических, червячных и конических колес по различным ГОСТам представлен на рис. 7.2. Из этого графика видно, что 2-й класс точности соответствует примерно 7-й степени точности для цилиндрических и червячных колес и 8-й степени точности для конических колес, а 3-й класс соответственно 8-й и 9-й степеням точности.
Кроме технических условий и норм точности на готовые зубчатые колеса имеются технические условия на обработку заготовок до нарезания зубьев. Они характеризуются следующими основными данными: центральное отверстие изготовляют по 2-му классу точности и 7-му классу чистоты, центровые отверстия фланцевых зубчатых колес — по 1-му или 2-му классу точности и 7-му классу чистоты, размер между торцовыми поверхностями фланца для крепежных отверстий — по 3-му или 3а классу точности, чистота торцовых поверхностей — по 7-му классу. Посадочные шейки колес валов изготовляют по 2-му классу точности и по 7 — 8-му классам чистоты.
Отклонение от перпендикулярности торцов ступицы и зубчатого венца и оси отверстия (биение торцов) задается величиной 0,15 мкм на 1 мм диаметра.
Изготовление цилиндрических зубчатых колёс. Технологический процесс механической обработки зубчатых колес разбивается на два этапа. Первый этап включает операции, связанные с образованием геометрической формы заготовки зубчатого колеса до нарезания зубьев, а второй — зубонарезание и отделочные операции обработки зубьев и остальных элементов детали.
Характерными операциями первого этапа являются: предварительная токарная обработка, обработка отверстия, чистовая токарная обработка.
Основная специфика изготовления зубчатых колес проявляется во втором этапе. Образование зубьев цилиндрических колес и реек производится двумя методами: копированием и огибанием. Сам процесс зубообразования может выполняться резанием со снятием стружки или путем пластической деформации материала.
Метод копирования. При нарезании колес методом копирования профиль режущей части инструмента (фрезы, резца, протяжки) полностью соответствует профилю впадины зуба колеса. Профиль инструмента копируется на колесе.
Метод копирования в настоящее время находит применение в ремонтном производстве при отсутствии специальных зуборезных станков, при изготовлении крупных зубчатых колес и для предварительного нарезания зубьев.
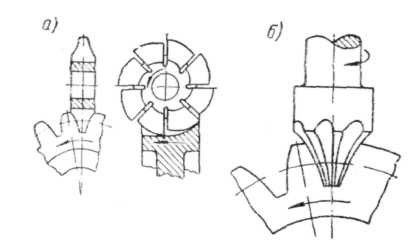
Нарезание колес дисковыми модульными фрезами (рис. 7.3, а) производится на универсальных фрезерных станках, оснащенных делительными головками или столами, а также на зубофрезерных станках, имеющих устройство для индивидуального деления.
Дисковые модульные фрезы стандартизованы (ГОСТ 10996-64) для всего ряда модулей от 0,3 до 16 мм. Для каждого мод или 26 шт. для чисел зубьев нарезаемых колес от 12 и более. Каждая фреза, входящая в набор, нарезает несколько зубчатых колес в определенном диапазоне чисел зубьев. Так, например, фреза № 1 (из набора 8 фрез) предназначена для нарезания колес с числом зубьев от 35 до 54 и т. д.
Профиль фрезы каждого номера соответствует профилю впадины колеса, имеющего наименьшее число зубьев для этого диапазона. Остальные колеса данного диапазона будут нарезаться такой фрезой с некоторыми погрешностями. Чем больше фрез в наборе, тем точнее будут нарезаны колеса. Для нарезания колес с модулем до 9 используется набор из 8 фрез, а для обработки колес с модулем свыше 9 и более точных — наборы из 15 или 26 фрез.
Если степень точности нарезаемых колес по нормам плавности грубее 8-й, то дисковыми фрезами может осуществляться чистовая обработка.
Специальные дисковые фрезы могут оснащаться пластинками твердых сплавов. Такие двух - и трехрядные фрезы обеспечивают высокую производительность обработки.
Дисковыми фрезами можно нарезать короткие рейки на горизонтально-фрезерных станках с использованием индикаторных упоров и набора концевых мер.
Скорости резания при обработке дисковыми быстрорежущими фрезами цилиндрических и конических колес составляют 25 ч 40 м/мин. На полную глубину колеса нарезают при m < 6 мм, в два прохода — при т = 6 ч 12 мм и в три прохода — при т >12 мм.
Нарезание колес пальцевыми модульными фрезами (рис. 7.3, б) производится на универсальных фрезерных станках, оснащенных делительными головками или столами, а также на зубофрезерных станках, имеющих устройство для индивидуального деления и специальный суппорт для установки пальцевых фрез.
Пальцевые модульные фрезы не стандартизованы и изготовляются по нормалям заводов. Применяются они для нарезания зубчатых колес, имеющих модуль т = 10 ч 50 мм.
Наиболее целесообразно использование пальцевых фрез при изготовлении зубчатых колес с модулем более 20 мм 8-й степени точности по ГОСТу и грубее, а также для нарезания шевронных колес без канавки. При обработке шевронных колес каждая половина шеврона может нарезаться отдельно как косозубое колесо или же они могут обрабатываться на зубо-фрезерных станках со специальным устройством.
Протягивание зубьев осуществляется в основном при изготовлении открытых венцов зубчатых колес с внутренними прямыми зубьями при z<50. На ряде предприятий производят протягивание внешних зубьев.
Внешние зубья протягивают охватывающими составными протяжками, которые могут обрабатывать одновременно либо все зубья колеса, либо часть их (секторной протяжкой) с последующим поворотом заготовки для протягивания других зубьев. Протягивание производится также комплектом протяжек методом единичного деления после обработки каждой впадины.
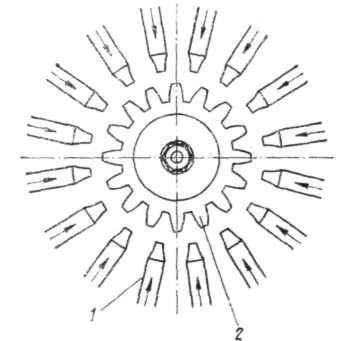
Долбление зубьев методом копирования осуществляется в массовом производстве при предварительной обработке зубьев прямозубых колес. Обработка производится при помощи многорезцовой головки, нарезающей одновременно все зубья колеса (рис. 7.4).
Резцы 1 расположены радиально по отношению к заготовке 2. Процесс нарезания зубьев происходит при возвратно-поступательном движении заготовки 2 и неподвижной резцовой головке. За каждый двойной ход заготовки подаются по направлению к центру колеса на определенную величину подачи. Процесс нарезания заканчивается после подачи резцов на полную глубину впадин.
Метод огибания (обкатки) — основной метод нарезания зубьев колес. В соответствии с ним зубья образуют фрезерованием червячными фрезами, долблением долбяками, строганием гребенками, горячим и холодным накатыванием.
Фрезерование червячными фрезами является основным процессом предварительной и чистовой обработки зубьев. Оно применяется для нарезания эвольвентных зубьев цилиндрических колес наружного зацепления.
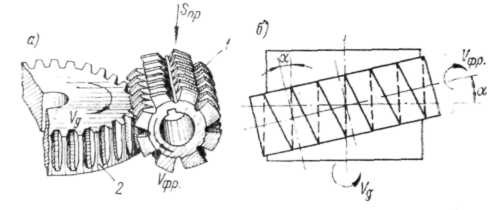
Схема фрезерования зубьев червячной фрезой приведена на рис. 7.5, а. Фреза 1, вращаясь со скоростью резания vфр и осуществляя поступательное перемещение — продольную подачу snp — параллельно оси заготовки, обрабатывает зубья по всей ширине колеса. Движение круговой подачи осуществляется благодаря вращению заготовки 2 со скоростью vд. Это движение точно согласовано с числом оборотов фрезы. За время одного оборота фрезы заготовка должна повернуться на k зубьев, где k— число заходов фрезы.
Фрезу закрепляют в суппорте, который должен быть повернут таким образом, чтобы ось фрезы была наклонена под углом б подъема винтовой линии витков фрезы (рис. 7.5, б). Нарезаемое зубчатое колесо устанавливают на столе станка. Стол осуществляет перемещение по станине для установки на глубину зуба и вращательное движение, благодаря которому производится обкатка зубчатого колеса по фрезе. Суппорт с фрезой осуществляют подачу движением вдоль оси колеса.
Число проходов фрезы зависит от величины модуля. Колеса с модулем до 3 мм нарезают за один проход, а с модулем более 3 мм — за два и даже три прохода.
Червячные фрезы для нарезания цилиндрических зубчатых колес с эвольвентными профилями стандартизованы. Типы, параметры и размеры фрез для модулей 1—50 мм регламентируются ГОСТом.
Фрезы изготовляются трех типов и четырех классов точности: тип I — фрезы цельные прецизионные класса точности АА; тип II — фрезы цельные общего назначения классов точности А, В и С; тип III — фрезы сборные общего назначения классов точности А, В и С.
ГОСТ рекомендует использовать фрезы класса АА—для нарезания колес 7-й степени точности; класса А — 8-й степени точности; класса В — 9-й степени точности; класса С — 10-й степени точности.
Для нарезания колес 5-й и 6-й степеней точности червячные фрезы изготовляют по специальным техническим условиям или отбирают их из фрез класса АА
Червячные фрезы бывают однозаходные и двухзаходные. Точность обработки двухзаходными фрезами невысокая, но они позволяют увеличить производительность. Их следует применять для черновой и получистовой обработки зубьев.
Зубчатые колеса нарезают на зубофрезерных станках. Полуавтомат мод. 5Е32 представляет собой одну из современных моделей вертикальных зубофрезерных станков с подвижной стойкой суппорта. Он предназначен для нарезания цилиндрических зубчатых колес средних размеров внешнего зацепления с прямыми и винтовыми зубьями, а также червячных зубчатых колес.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
