


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Абразивными лентами обрабатывают разнообразные детали из различных материалов. В зависимости от размеров деталей применяют абразивные ленты шириной 10 – 775 мм и длинной до 25000 мм, а иногда делают ленты шириной до 3000 мм, склеивая их из нескольких полос шириной 500 – 700 мм.
Принципиальные схемы обработки абразивными лентами представлены на рис. 8.10.
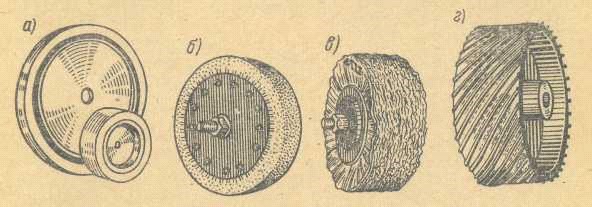
Наибольшее распространение получило полирование лентами с контактными роликами (рис. 8.11), на которые опирается лента. В большинстве случаев используются контактные ролики из алюминиевых сплавов, покрытые слоем в 3 – 15 мм эластичного материала.
Полирование лентами осуществляют на станках разнообразных конструкций в зависимости от конструктивных особенностей деталей и целей обработки.
Согласно классификации различают универсальные и специальные ленточные станки. Иногда выделяют в самостоятельную группу ленточно-полировальные головки, устанавливаемые в позиционных и агрегатных станках, а также на линиях непрерывного полирования.
Для полирования лентами можно использовать и обычные шлифовально-полировальные станки, настольные одношпиндельные станки-двигатели и другие механизмы, осуществив небольшую модернизацию их.
Производительность процесса и качество обработанной поверхности зависят от величины удельного давления, скорости и ширины ленты.
При повышении удельного давления съем металла возрастает, однако стойкость ленты уменьшается. При малом удельном давлении (0,35 кг/см2) происходит быстрое затупление ленты, а при большом (0,90 кг\см2) на обработанной поверхности образуются прижоги. Высокую производительность, качество поверхности и стойкость ленты получают - при удельном давлении 0,55—0,75 кг/см2.
Скорость движения ленты в большинстве случаев принимают в пределах 10 – 40 м/с. С увеличением скорости до 25 м/с удельный съём металла возрастает, но при дальнейшем её повышении он заметно уменьшается.
Зернистость ленты определяется требованиями к шероховатости поверхности шероховатостью до 9-го класса чистоты, а при зернистости 6–4 – шероховатостью 9–10-го классов. При обработке лентами, покрытыми пастами, шероховатость поверхности соответствует 11 – 12-классам.
Точность обработки абразивными лентами цилиндрических деталей – не выше 0,01мм; крупногабаритных фасонного профиля – не более 0,1 мм; плоскостей полируемых с помощью стальных опорных плит – до 0,05 мм; при бесцентровом полировании – не выше 0,09 мм.
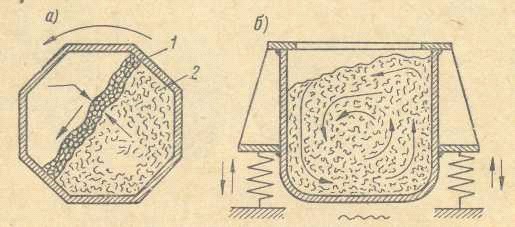
В барабанах обычно полируют детали, которые трудно обработать на полировальных станках. Сущность этой операции заключается в следующем. Обрабатываемые детали и полирующие материалы загружают в барабан. При вращении (рис. 8.12, а) или вибрировании (рис. 8.12, б) барабана абразивные зерна трутся о поверхность деталей и сглаживают микронеровности.
Барабан вращается с равномерной скоростью, составляющей 0,5—1,0 м/сек. Детали и абразивная среда, находящиеся в зоне 1, поднимаются до определенной высоты и под действием силы тяжести перемещаются в нижнюю часть барабана, при этом происходит съем металла с поверхности деталей. При обработке во вращающихся барабанах большая часть деталей и абразивной среды находится в зоне 2 в относительном покое, поэтому съем металла осуществляется с малой интенсивностью.
При виброабразивном полировании детали подвергаются более интенсивному воздействию абразивной среды в полном объеме. Барабану сообщается от 1000 до 3000 кол/мин с амплитудой от 2 до 10 мм.
Почти во всех случаях абразивной обработки в барабанах мокрая рабочая среда предпочтительнее сухой. Наиболее распространенными абразивными материалами, из которых приготовляют рабочую среду, являются искусственные корунды и особенно нормальный электрокорунд, реже используется карбид кремния и еще реже — карбид бора.
На качество поверхности детали при полировании значительное влияние оказывают неабразивные наполнители и рабочие жидкости. В качестве наполнителя применяют стальные шары, металлическую дробь, стальные цилиндрики высокой твердости (HRC 62—65), которые должны быть отполированы до зеркального блеска и обезжирены. Часто шары и цилиндрики используют вместе с кукурузными кочерыжками и мелкими кусочками фарфора.
В качестве рабочей жидкости применяют 0,2—0,5%-ный раствор мыла в мягкой (дождевой) воде.
После полирования поверхность деталей приобретает блеск, близкий к зеркальному - Если исходная шероховатость поверхности составляла 7—9-й классы чистоты, то после полирования она соответствует 9—11-му классам.
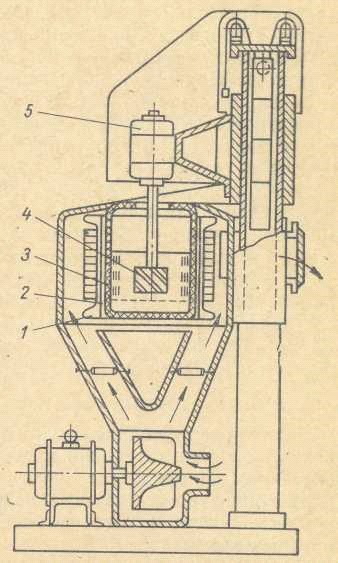
Магнитно-гидроабразивное полирование. Магнитно-гидроабразивная установка для полирования мелких деталей приведена на рис. 8.13. Обрабатываемые детали 3 загружают в сосуд 2, плотно прилегающий к статору 1 с трёхфазной обмоткой. В сосуд заливают полирующую жидкость. При включении переменного электрического тока он, проходя по обмотке статора, создаёт бегущее магнитное поле, которое приводит в движение засыпанные в сосуд детали, собирающиеся у стенок. В центральную часть сосуда, свободную от деталей, погружается лопастная мешалка 4, приводимая во вращение электродвигателем 5. Вращаясь в противоположную магнитному полю сторону, мешалка направляет полирующую жидкость на встречу взвешенным в ней деталям.
Для полирования 1 кг деталей применяется сосуд диаметром 240 мм; мощность, потребляемая статором, составляет 0,7 кВт; общее потребление электроэнергии – 1,1 кВт. Полирующей жидкостью служат растворы хлористого и азотнокислого натрия (нитрата натрия).
8.5. Электрополирование
Электрополирование – это один из наиболее распространенных в машиностроении процессов электрохимической обработки. Применяется оно в качестве отделочной операции. Электрополирование повышает класс чистоты и коррозийную устойчивость поверхности и улучшает её оптические характеристики.
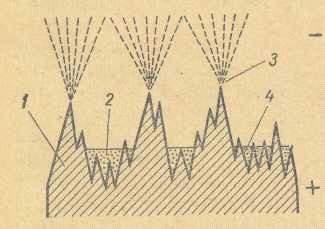
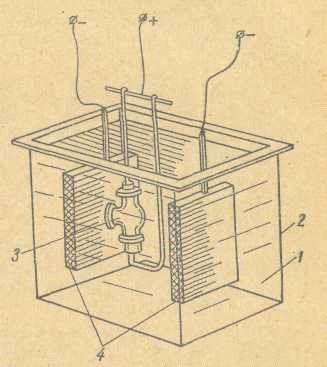
Принципиальная схема электрополирования показана на рис. 8.14. Полируемая деталь 3, которая является анодом, помещена в ванну 2 с электролитом 1. Вторым электродом служат катоды 4. При прохождении тока низкого напряжения поверхность детали подвергается электрохимическому (анодному) растворению.
Благодаря специально подобранному составу электролита и создаваемым условиям — образованию пленки 2 повышенного сопротивления (рис. 8.15) — растворение шероховатой поверхности 1 происходит неравномерно. В первую очередь растворяются наиболее выступающие точки 3 (выступы), а затем малые неровности, и поверхность 1 становится гладкой и блестящей.
Растворение крупных выступов 3 называется макрополированием, а малых неровностей 4 — микрополированием. Если макро - и микрополирование протекают одновременно, то поверхность приобретает гладкость и блеск.
В процессе микрополирования на обрабатываемой детали образуется окисная или гидроокисная пленка. Если она равномерно покрывает поверхность детали, то обеспечиваются условия, необходимые для микрополирования. Внешняя часть этой пленки непрерывно растворяется в электролите. Поэтому необходимо создать такие условия, в которых существовало бы равновесие между скоростью образования окисной плёнки и скоростью ее химического растворения, чтобы толщина пленки все время была постоянной.
Процесс макрополирования зависит от наличия на обрабатываемой поверхности прианодной пленки. Будучи более толстой в углублениях и тонкой на выступах, она способствует ускоренному растворению выступов, так как над ними создается более высокая плотность тока, а электрическое сопротивление меньше, чем над впадинами.
Электрополирование производится в специальных ваннах. В качестве электролита используются фосфорнокислые, сернокислые, сернофосфорные и другие соединения. Для полирования стали, меди, латуни и алюминиевых сплавов наиболее широко применяются электролиты, основу которых составляет ортофосфорная кислота.
Полирование может производиться в холодном или горячем электролите. Черные металлы полируют в горячем электролите (t = 70 - 90°C), а цветные – в холодном (t = 15 - 25°C).
Процесс электрополирования осуществляется при постоянном токе низкого напряжения (6 – 8 в). В зависимости от состава электролита плотность тока принимают от 10 до 60 а/дм2.
Хорошо полируются структурно и химически родные металлы и сплавы. Затруднено полирование высокоуглеродистых и низколегированных сталей. Почти не полируются чугун, металлокерамические сплавы, многофазные бронзы.
При оптимальном режиме работы съем металла в среднем составляет 3—5 мкм/мин при полировании цветных металлов и 7—10 мкм/мин — черных. При декоративном полировании удаляется слой толщиной 40— 100 мкм.
К деталям, поступающим на электрополирование, предъявляются следующие требованиям: а) детали литые или после механической обработки должны иметь шероховатость обрабатываемых поверхностей не ниже 6 – 7-го классов для получения после электрополирования поверхностей 8 – 9-го классов чистоты; не ниже 8 – 9-го классов – для получения 10 – 11-го классов и не ниже 10 – 11-го классов – для получения 12 – 14-го классов; б) детали из проката и выполненные холодной штамповкой не требует дополнительной механической обработки, если чистота их поверхностей на 2 – 3 класса ниже требуемой после электрополирования; в) на обрабатываемых поверхностях деталей не должно быть грубых царапин, рисок, забоин и т. д., так как после электрополирования они остаются.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
