


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1.5. Обработка конических поверхностей
Конические поверхности на токарных станках можно получить следующими способами:
1) путем смещения корпуса задней бабки;
2) путем поворота верхней части суппорта;
3) при помощи конусной линейки;
4) широким резцом;
5) при помощи гидрокопировального суппорта.
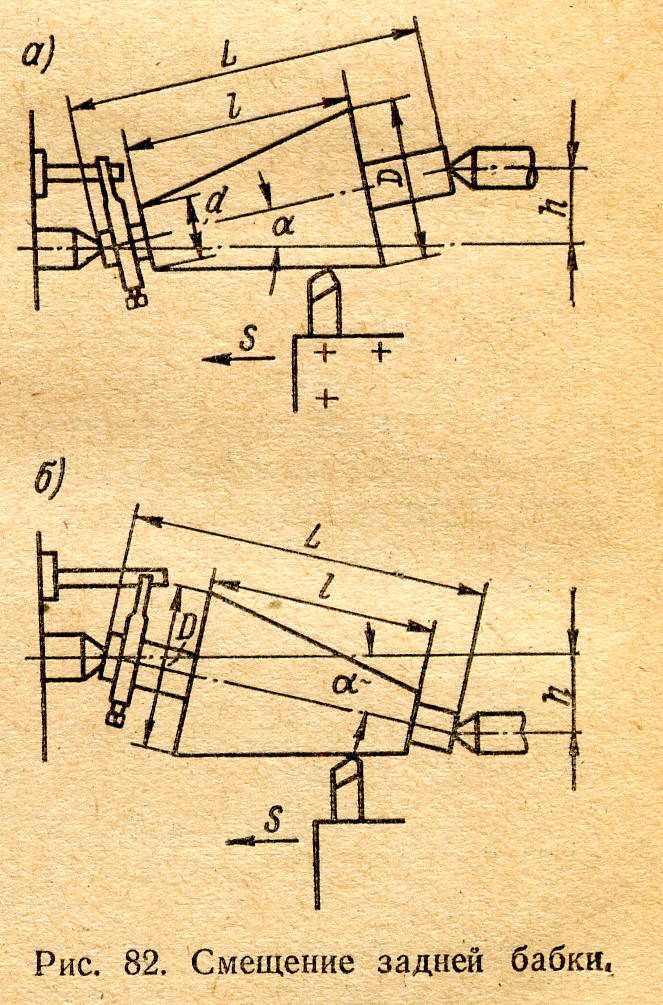
Смещение корпуса задней бабки. Наиболее простой способ получить угол между осью центров и направлением подачи (угол б) — это сместить линию центров, сдвинув задний центр в поперечном направлении. В этом случае ось вращения детали не будет параллельна перемещению резца, и поверхность детали окажется обработанной на конус.
Если центр задней бабки сместить в направлении от токаря (рис. 1.29, а), то после обработки получится коническая поверхность с вершиной конуса, направленной в сторону передней бабки, а если сместить его на токаря (рис. 1.29, б), то вершина конуса будет направлена в сторону задней бабки.
Этот способ применяется при обработке конических поверхностей с небольшими углами уклонов. Преимущество его заключается в том, что обработку можно осуществлять на любом токарном станке.
Величина смещения h задней бабки определяется по следующим формулам:
h = ![]() мм
мм
h = L![]() мм; h =
мм; h =![]() мм,
мм,
где D и d - диаметры большого и малого оснований конуса;
L - общая длина детали;
l - длина конической части детали;
б и К - угол уклона и конусность.
В частном случае, когда l = L, h составляет:
H =  мм.
мм.
При обработке конических поверхностей способом смещения задней бабки наблюдается интенсивный и неправильный износ центровых отверстий детали. Точная обработка цилиндрических поверхностей детали на уже изношенных центровых отверстиях невозможна. Поэтому обработку конических поверхностей рекомендуется разделять на черновую и чистовую. Перед чистовой обработкой следует исправить изношенные центровые отверстия.
Поворот верхней части суппорта. Для обработки на токарном станке коротких наружных и внутренних конических поверхностей с любыми углами уклонов необходимо повернуть верхнюю часть суппорта относительно оси станка под углом б уклона конуса (рис. 1.30).
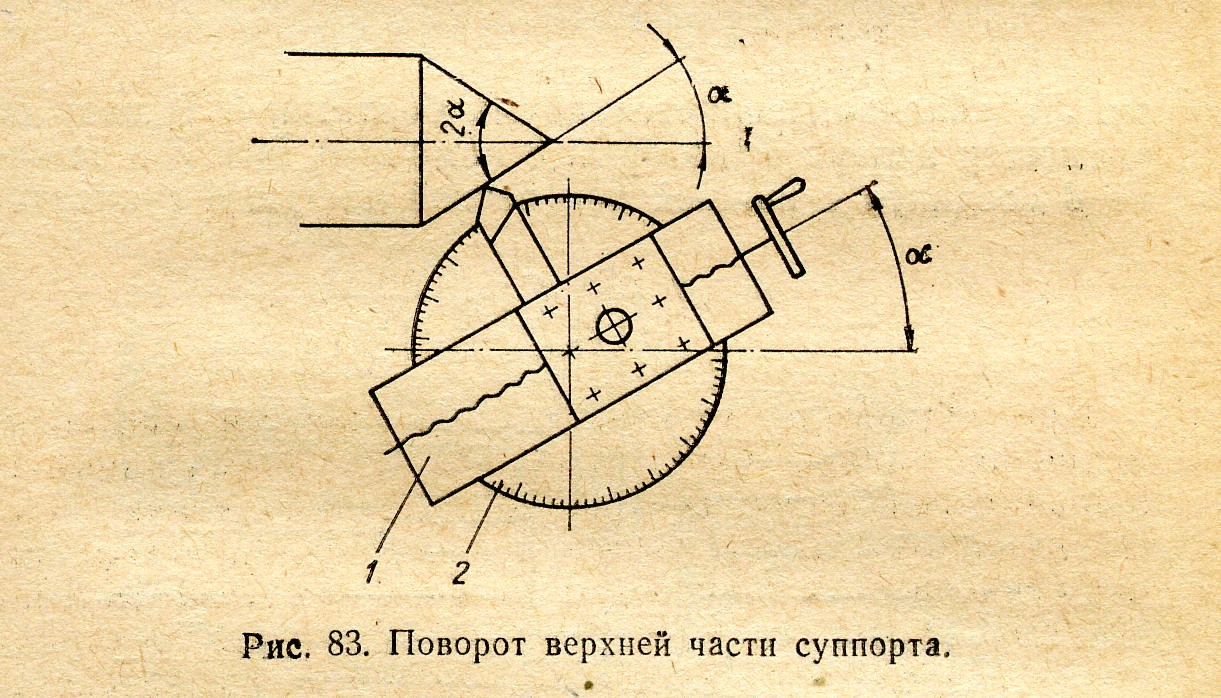
Верхняя часть суппорта 1 устанавливается на требуемый угол по делениям на фланце 2. Угол поворота отсчитывается от риски на нижней части суппорта. Более мелкие отсчеты (![]() и
и ![]() °) делаются на глаз. Если такая точность не удовлетворяет, то правильность поворота верхней части суппорта можно проверять по контрольному валику или при помощи индикатора.
°) делаются на глаз. Если такая точность не удовлетворяет, то правильность поворота верхней части суппорта можно проверять по контрольному валику или при помощи индикатора.
Если на чертеже угол б не дан, а указаны больший D и меньший d диаметры и длина конуса l, то угол поворота суппорта определяют по формуле:
tgб=
При серийном изготовлении некрупных по размерам деталей, имеющих несколько конических поверхностей, обработку целесообразно производить дифференцированным способом (рис. 1.31). В этом случае за первую установку обрабатывают главный конус деталей всей партии, за вторую - вспомогательный конус и за третью - внутреннюю коническую поверхность.
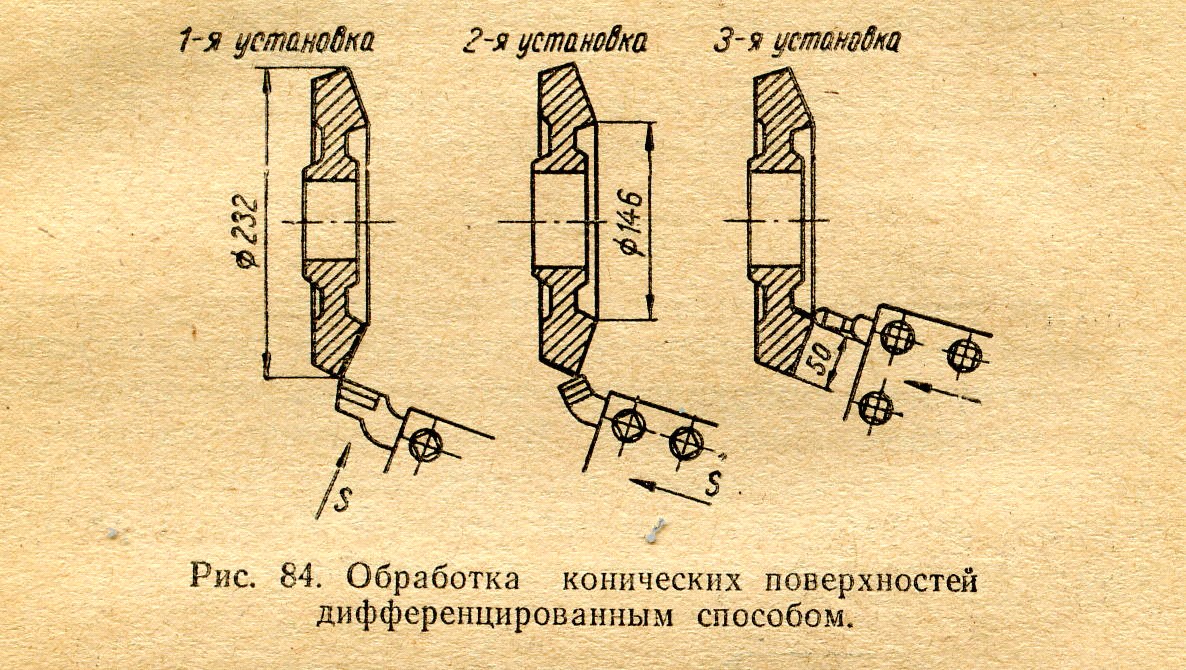
Недостатком этого способа является то, что обработка в большинстве случаев производится с ручной подачей, что приводит к снижению производительности и к увеличению шероховатости поверхности.
Применение конусной линейки. Почти все современные токарные станки имеют приспособление, называемое конусной линейкой, для обработки конических поверхностей с углом уклона б не более 10-12°.
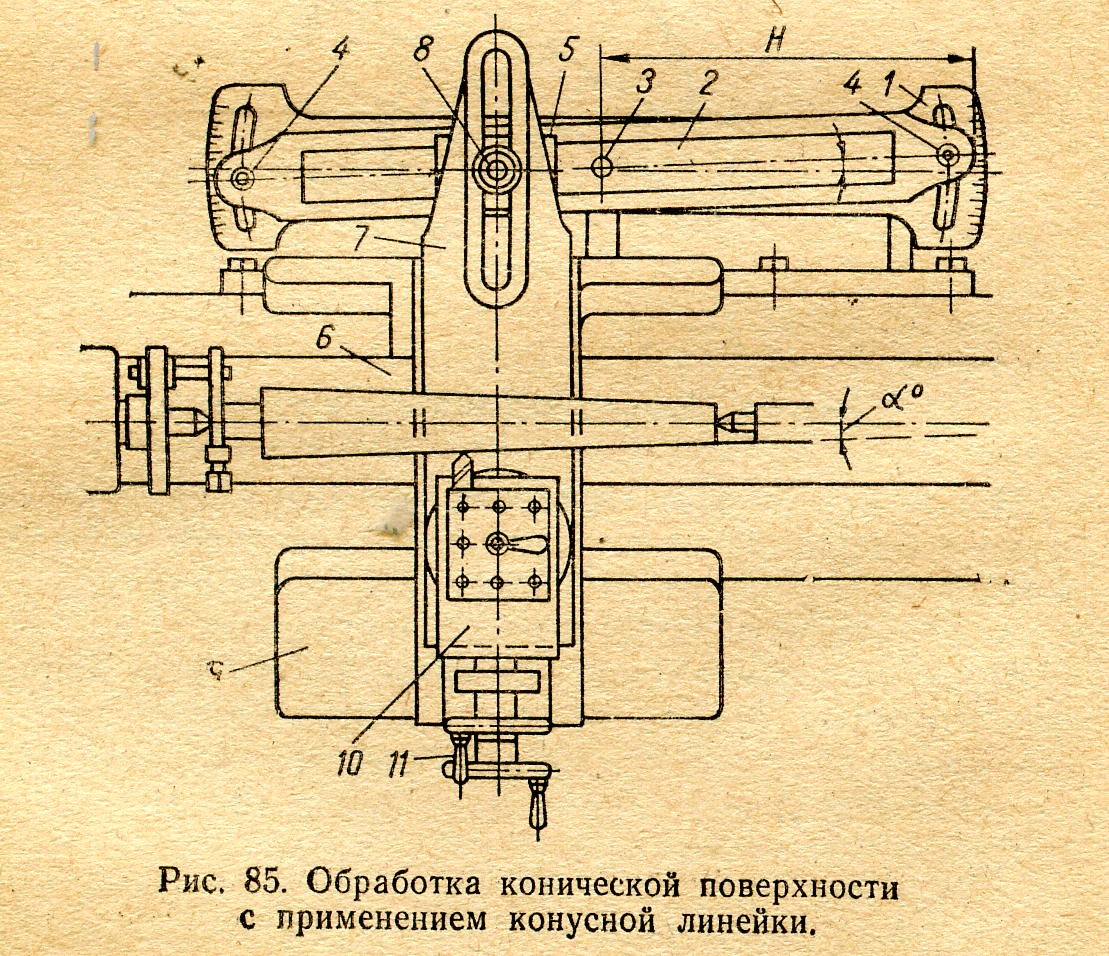
Схема, обработки конических поверхностей с помощью линейки приведена на рис. 1.32. К станине станка прикреплена плита 1, на которой установлена линейка 2. Ее можно поворачивать вокруг пальца 3 и устанавливать под требуемым углом а к оси обрабатываемой детали. Линейка закрепляется двумя болтами 4. В пазу ее размещен ползун 5, который с помощью тяги 7 и зажима 8 соединен с нижней поперечной частью 6 суппорта.
Чтобы эта часть суппорта могла свободно перемещаться, ее отсоединяют от каретки 9, вывинчивая поперечный винт, или от суппорта отсоединяют его гайку.
После установки линейки под требуемым углом а и закрепления детали производят обработку.
Так как ползун 5 связан с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 2. Благодаря этому образуется коническая поверхность с углом уклона, равным углу б поворота конусной линейки.
После каждого прохода с помощью рукоятки 11 верхней части 10 суппорта резец устанавливают на глубину резания.

Как уже отмечалось, с использованием линейки можно обрабатывать конические поверхности с углом уклона б=10—12°. При б>12° применяют так называемый комбинированный способ обработки. Угол уклона б разбивают на два угла: б1 = 10—12° и б2 = б — б1. Затем конусную линейку устанавливают на угол б1 = 12°, а заднюю бабку смещают для обработки конической поверхности с углом уклона б2 = б1—12°. Этот способ имеет ряд преимуществ: наладка линейки удобна и производится быстро; способ универсален и обеспечивает высокую точность.
Обработка широким резцом. Широкие резцы применяют при обработке конических поверхностей на жестких деталях при длине образующей коническую поверхность не более 40 мм, при больших углах уклона и невысоких требованиях к точности и чистоте поверхности, Схема обработки конических поверхностей широким резцом представлена на рис. 1.33, а. Обработка производится резцом, главная режущая кромка которого установлена под требуемым углом б по отношению к оси детали. Резец 2 (рис. 1.33, б) устанавливают по шаблону 1, приложенному к детали 3, или по угломеру. Вершина резца располагается точно по линии центров станка. Обработка осуществляется при поперечной или продольной подаче резца.
Лабораторная работа № 2
Тема: Обработка отверстий
Задание и порядок выполнения работы:
Ознакомиться с инструкцией о выполнении работы. Ознакомиться с теоретическими сведениями о способах и методах обработки отверстий Разработать технологический процесс обработки отверстия, с составлением всей необходимой технологической документации Составить отчет о работе.Содержание отчёта:
При составлении отчета необходимо:
Ознакомиться с краткими теоретическими сведениями по следующим вопросам: Способы обработки отверстий Сверление, зенкерование, развертывание Растачивание отверстий Протягивание отверстийII. Представить технологическую документацию необходимую для выполнения технологического процесса обработки отверстия одним из выбранных способов
III. Ответить на контрольные вопросы:
На какие виды делится обработка отверстий при образовании точных отверстий 2-3-го классов? Какие виды свёрл различают в зависимости от конструкции? Из каких элементов состоит кольцевое сверло? Какие станки используют в крупносерийном и массовом производстве для одновременной обработки нескольких отверстий? Какой вид обработки применяют для увеличения диаметра предварительно подготовленного отверстия (литого, штампованного, или просверленного.)? Какие зенкеры служат для обработки сквозных цилиндрических отверстий? Какую величину имеет угол ц пластинчатого резца при растачивании сквозных отверстий? Какие виды развёрток применяемых для обработки отверстий Вы знаете? При растачивании какими способами относительно баз достигается точность расстояний между осями, а также точность положения отверстий? При какой схеме резания форма режущих зубьев протяжки не соответствует профилю обрабатываемой детали?Литература:
Основная
, , Левко машиностроения. Проектирование технологических процессов: Учебное пособие. — СПб.: Издательство «Лань», 2011. — 352 с.: ил. Технология машиностроения: В 2 кн. Кн. 1. Основы технологии машиностроения: Учеб. пособ. для вузов/, , и др.; Под ред. .— М.: Высш. шк., 2003.— 278 с: ил.Дополнительная
Барбашов дело. Учебное пособие для учебных заведений профтехобразования.-М.: Высш. школа, 1973.-277 с., ил. , Лукьянов и фрезерное дело: Учеб. пособие для учащихся 9-10 кл. сред общеобразоват. шк. - М.: Просвещение, 1986.–223 с., ил. , , Дементьев машиностроения. Изд. 2-е перераб. и доп. М., « Машиностроение», 1977. - 327 с., ил. Муравьёв обработки металлов: Учеб. пособие для учащихся 5 – 9 кл. общеобразоват. учреждений. - М.: Просвещение, 1995.-224 с., ил.Теоретические сведения
2.1.Способы обработки отверстий
Обработка отверстий - одна из сложных и трудоемких технологических операций в машиностроении. Получить отверстие необходимой точности труднее, чем наружные поверхности тел вращения. Поэтому допуски на точность отверстий 1-го и 2-го классов больше, чем допуски на наружные цилиндрические поверхности тех же размеров.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
