


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Нарезание зубьев долбяками на зубодолбежных станках в основном осуществляется при обработке закрытых венцов с внутренними зубьями и зубчатых реек.
Схема нарезания зубьев цилиндрических колес с прямыми и косыми зубьями приведена на рис. 7.6, а. При обработке долбяк 1 и заготовка 2, синхронно вращаясь, обкатываются относительно друг друга и совершают следующие движения. Долбяк, закрепленный на штосселе станка, осуществляет возвратно-поступательное и вращательное движения. Поступательное движение долбяка вниз является движением резания, соответствующим скорости резания vр, а поступательное движение вверх — холостым ходом vх.
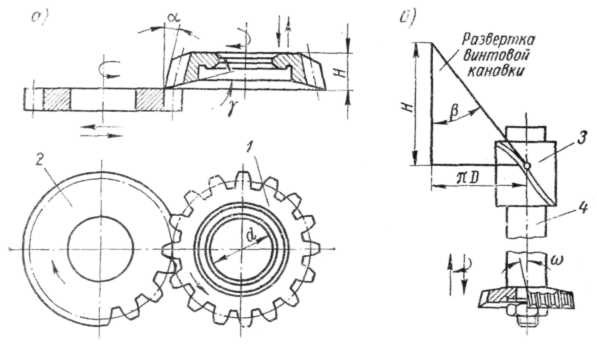
Во время холостого хода долбяка во избежание трения задних поверхностей его зубьев о поверхность резания долбяк отводится от обрабатываемой заготовки. Врезание зубьев долбяка в заготовку осуществляется подачей его в радиальном направлении (sp). Вращение заготовки вокруг своей оси является круговой подачей sк. Круговая подача выражается длиной дуги делительной окружности долбяка в миллиметрах, на которую он поворачивается за один двойной ход.
При нарезании косозубых колес косозубыми долбяками применяют винтовые копиры 3 (рис. 7.6, б), которые устанавливаются на верхнем конце штосселя 4 станка.
Долбяки изготовляют пяти типов и трех классов точности: тип I —долбяки дисковые прямозубые классов точности АА, А и В; тип II — долбяки дисковые косозубые классов точности А и В; тип III — долбяки чашечные прямозубые для закрытых венцов при d = 75, 100 и 125 мм классов точности АА, А и В, при d=50 мм классов точности А и В; тип IV — долбяки хвостовые прямозубые класса точности В; тип V — долбяки хвостовые косозубые класса точности В.
При изготовлении колес 6-й степени точности рекомендуется применять долбяки класса АА; 7-й степени точности — класса А; 8-й степени точности — класса В.
Так как зубья долбяка в любом сечении, перпендикулярном оси, очерчены по эвольвенте, то одним долбяком данного модуля можно нарезать колеса такого же модуля с любым числом зубьев.
Колеса 8—9-й степеней точности с модулем до 2,5 мм нарезают за один проход (обкатку), а с модулем более 2,5 мм — за два прохода. Колеса 7-й степени точности в зависимости от модуля нарезают за 2—3 прохода.
Шероховатость поверхности обработанных долбяками зубчатых колес соответствует 6—7-му классам чистоты.
Обработка зубчатых колес долбяками производится на зубодолбежных станках. Зубодолбежный полуавтомат мод. 5В12 предназначен для нарезания цилиндрических колес с прямыми и винтовыми зубьями как наружного, так и внутреннего зацепления модулем от 1 до 4 мм. В крупносерийном и массовом производстве черновое и получистовое нарезание цилиндрических зубчатых колес наружного зацепления, блоков зубчатых колес, а также шлицевых валиков осуществляют резцовыми головками на зубодолбежном полуавтомате мод. 5120. Промышленность выпускает также аналогичные по принципу действия станки моделей 5110 и 5А130. Наименьший и наибольший модули нарезаемых на них зубчатых колес 2,5 и 6 мм.
Нарезание зубьев гребенками на зубострогальных станках производят при изготовлении точных прямозубых, косозубых и шевронных колес с внешними зубьями больших модулей, а также с зубьями большой длины.
Гребенки бывают прямозубые и косозубые. В торцовой плоскости зубьям гребенки приданы режущие свойства. По ГОСТу они имеют профиль рабочей рейки.
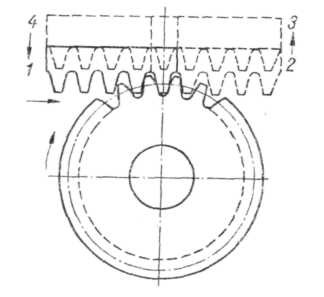
Схема нарезания зубьев гребенкой показана на рис. 7.7. Движение резания осуществляется при возвратно – поступательном перемещении гребенки. Гребенка, установленная на заданную глубину, перемещается из позиции 4 в позицию 1. Затем включается движение обкатки, при котором имитируется зацепление рейки и колеса, и совершаются согласованные движения — перемещение гребенки из позиции 1 в позицию 2, а также поворот нарезаемого колеса на заданный угол. После окончания обкатки, в ходе которой ого или нескольких зубьев, происходит формирование одного или нескольких зубьев, гребенка отходит от колеса — из позиции 2 она перемещается в позицию 3 и затем в исходную позицию 4. После этого процесс повторяется.
Из-за наличия холостых ходов и прерывистого процесса обкатки этот способ нарезания зубьев менее производителен, чем обработка зубодолбежным дисковым долбяком и тем более фрезерованием.
Накатывание зубчатых поверхностей. Процесс накатывания находит применение при изготовлении цилиндрических колес с прямыми, косыми и шевронными зубьями. Колеса с модулем до 1,5 мм накатываются в холодном состоянии, а с модулем свыше 1,5 мм и до 10 мм— в горячем состоянии.
Основными схемами накатывания, основанными на принципе обкатки, являются: накатывание с радиальной подачей валков и накатывание с осевой (продольной) подачей заготовки.
Накатывание зубчатых колес можно осуществлять не только на специальных станках, но и на токарных, револьверных, резьбонакатных и других с помощью приспособлений.
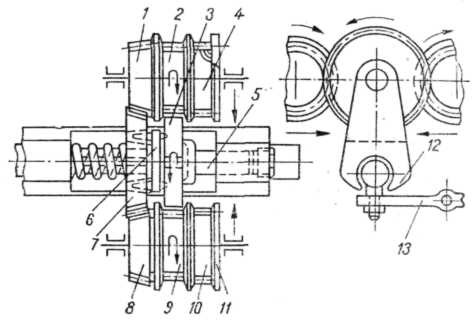
Накатывание с радиальной подачей валков колес диаметром более 60 мм целесообразно осуществлять двумя накатными роликами (рис. 7.8). Заготовка 3 устанавливается на оправку 5 и фиксируется штырями поводка 6. Оправка и поводок закреплены на стойке 12, которая свободно поворачивается на шарнире 13. Предварительное накатывание заготовки производят роликами 2 и 9, а окончательное — калибрующими роликами 4 и 10. Во избежание возможного выдавливания металла в осевом направлении торцов роликов устанавливаются ограничительные диски-реборды 11.
Заготовка и накатные ролики получают принудительное вращение от взаимно связанных колес 1, 7 и 8. Ведомое зубчатое колесо 7, жестко связанное и синхронно вращающееся с заготовкой 3, имеет такое же число зубьев, как и обрабатываемое колесо.
Накатывание по этой схеме обычно производится на двухроликовых гидравлических резьбонакатных станках с применением специального качающегося приспособления.
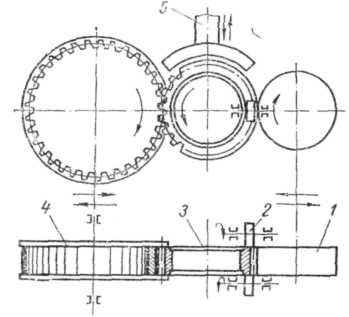
Схема накатывания колес в горячем состоянии зубчатым и гладким валками представлена на рис. 7.9. Заготовка 3, установленная на оправку, принудительно вращается между зубчатым 4 и гладким 1 валками, которые также получают принудительное вращение. Гладкий валок устраняет утечку металла с периферии зубьев, способствуя их уплотнению и калибровке. Боковые ролики 2, свободно вращающиеся при вращении заготовки, препятствуют осевому выдавливанию металла у торца. Индуктор 5 обеспечивает нагрев заготовки токами высокой частоты до необходимой температуры и поддержание этой температуры в процессе накатывания.
Накатывание с осевой подачей. Заготовки длиной свыше 30 мм целесообразно накатывать с осевой (продольной) подачей роликами, имеющими заборную часть.
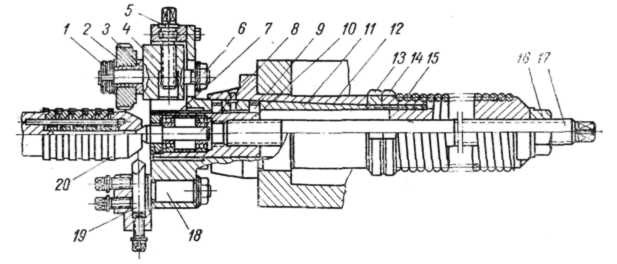
Конструкция трехроликового приспособления для накатывания пакета заготовок на токарно-револьверном станке мод. СМ36 изображена на рис. 7.10. Корпус 11 накатной головки крепится в конической втулке 12, устанавливаемой в револьверной головке станка. Каретки 4 с накатными роликами 2, которые вращаются во втулках 3 и фиксируются гайками 1, располагаются в пазах корпуса и крепятся гайками 6. Винты 5 позволяют перемещать каретки в радиальном направлении. В отверстие корпуса 11 устанавливается пиноль 10. В подшипниках 7 ее крепится упорный центр 8. Шпонка 9 предохраняет пиноль от проворота. Штревелем 17 пиноль связана с гайкой 16, на которой крепится пружина 15. Другой конец пружины крепится на ступице контргайками 13 и 14.
В процессе накатывания заготовок, установленных на оправке 20, ролики вместе с корпусом движутся в осевом направлении, а центр с пинолью остается неподвижным, вызывая растягивание пружин, при этом пакет заготовок сжимается еще большим осевым усилием, что препятствует вытеканию металла на торцы заготовок.
На корпусе накатной головки в державке 18 закреплен резец 19, который производит наружную обработку заготовок после накатывания при обратном ходе головки.
Диаметр заготовки из прутка для накатывания колес в холодном состоянии можно определить по следующей формуле:
![]()
где dд — диаметр делительной окружности обрабатываемого зубчатого колеса, в мм;
М — коэффициент, зависящий от числа зубьев обрабатываемого колеса (М — 0,965 — 0,995).
Отверстие в заготовке должно быть выполнено по 2-му классу точности. Биение наружной поверхности заготовки относительно отверстия не должно превышать 0,03—0,04 мм, допускаемые непараллельность торцов — 0,02 мм, неперпендикулярность оси центрального отверстия— 0,03—0,04 мм.
При накатывании мелкомодульных зубчатых колес в холодном состоянии с осевой и радиальными подачами целесообразно работать со следующими скоростями:
Обрабатываемый материал Скорость накатывания, в м/мин
Дюралюминий, латунь, бронза 80—100
Стали марок 40, 50, 1X13, 2X13, 3X13,
4X13 и 30ХГСА 30—50
Рекомендуемые величины подач на оборот детали при накатывании зубчатых колес с осевой подачей приведены в табл. 7.1. Как видно из этой таблицы, подача зависит от длины пакета заготовок, так как при большой его длине увеличиваются осевые усилия, распирающие пакет.
Таблица 7.1
Рекомендуемые подачи и длины пакета при накатывании зубчатых колес (т=0,5 ч 0,8мм) из различных материалов

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
