


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В зависимости от требуемых точности размера в шероховатости поверхности отверстия обрабатывают путем сверления, зенкерования, развертывания, растачивания и другими способами.
Неточные отверстия (5-7-го классов) обрабатывают за одну операцию путем сверления или чернового растачивания. При образовании точных отверстий (2-3-го классов) обработка делится на черновую, чистовую и отделочную.
При черновой обработке удаляется основная величина припуска и обеспечивается точность относительного положения оси отверстия.
Чистовая обработка обеспечивает точность размеров, геометрической формы и относительного положения отверстия, а также точность положения и прямолинейность его оси.
Для повышения точности отверстия и уменьшения шероховатости поверхности применяют отделочную операцию.
Способы обработки отверстий в зависимости от заданной точности приведены в табл. 2.1.
Порядок обработки отверстий, указанный в этой таблице, применим для отверстий, длина которых не превышает 5-6 диаметров.
2.2.Сверление, зенкерование, развертывание
Сверление - один из распространенных способов получения глухих и сквозных цилиндрических отверстий в сплошном материале с точностью 4-5-го классов и шероховатостью поверхности 2-3-го классов.
Если необходимо образовать отверстие более высокой точности, то после сверления осуществляют зенкерование и развертывание его.
В сплошной заготовке отверстие выполняют сверлом. В зависимости от конструкции различают сверла спиральные, кольцевые, для глубокого сверления и центровочные. В машиностроении наиболее широко распространены спиральные сверла с коническим и цилиндрическим хвостовиками.
Инструментальная промышленность выпускает спиральные сверла с двумя направлениями канавок: правым и левым. Левые сверла имеют диаметр от 0,25 до 20 мм (ГОСТ 10902-64) и цилиндрический хвостовик. Используют их на токарных автоматах. Правые сверла с цилиндрическим хвостовиком по длине рабочей части делят на длинные диаметром от 2 до 20 мм (ГОСТ 886-64) и короткие диаметром от 0,25 до 20 мм. Сверла с укороченным хвостовиком (ГОСТ 4010-64) заводы-поставщики изготовляют по согласованию с потребителями по отдельным заказам.
В соответствии с ГОСТом 1093-64 спиральные сверла выпускают с удлиненным коническим хвостовиком диаметром от 6 до 30 мм и укороченным диаметром от 6 до 80 мм. Сверла мелкоразмерные с утолщенным хвостовиком изготовляют диаметром от 0,1 до 1,0 мм.
Спиральные сверла из сталей Р18Ф2, Р12, Р6М3 и Р9 используют для обработки металлов твердостью до 260-280 НВ, а из сталей Р9Ф5, Р18Ф2К5- для сверления труднообрабатываемых сплавов.
При работе сверлами больших диаметров (35-40 мм) из-за наличия у вершины сверла перемычки большой толщины возникают значительные осевые усилия. Поэтому отверстие больших диаметров сверлят за два прохода сначала сверлом меньшего диаметра, а затем требуемого. Чтобы перемычка второго сверла не участвовала в работе, а также для более равномерного распределения работы резания между обоими сверлами диаметр первого сверла d1 обычно принимают равным:
d1 ≈ (0,5 ч 0,6) d2,
где d2 - диаметр второго сверла.
Так как поперечная кромка сверла работает в неблагоприятных условиях и является причиной резкого увеличения осевой силы, ее подтачивают различными способа.
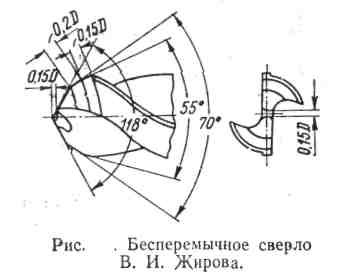
Новатор предложил конструкцию бесперемычного сверла из стали Р18 (рис. 2.1), которое имеет три пары режущих кромок с углами при вершине 2ц =116-118˚, 2ц1 = 70˚ и 2ц2 = 55˚. Для облегчения процесса стружкообразования в перемычке прорезается паз шириной 1,5-2,5 мм и глубиной 2 мм. Наличия паза в 2-3 раза уменьшает силу подачи и в 1,5-2 раза - момент сопротивления резания. А это приводит к уменьшению износа сверла и повышению его стойкости (в 2-3 раза по сравнению со стойкостью стандартных сверл).
Таблица 2.1.
Способы обработки отверстий в зависимости от заданной точности
Диаметр отверстия, в мм | Заготовка под отверстие | Классы точности | ||
2 | 3 | 4 | ||
До 10 | Сплошной материал | Сверление, развертывание черновое, развертывание чистовое | Сверление, развертывание | Сверление |
10-30 | Сплошной материал | Сверление, зенкерование или растачивание, развертывание черновое, развертывание чистовое | Сверление, зенкерование или растачивание, развертывание | Сверление, зенкерование |
Отлитое или прошитое отверстие с припуском до 4 мм на диаметр | Растачивание или зенкерование, развертывание черновое, развертывание чистовое | Растачивание или зенкерование, развертывание | Растачивание или зенкерование | |
Отлитое или прошитое отверстие с припуском свыше 4 мм на диаметр | Растачивание или зенкерование черновое, зенкерование или растачивание получистовое, развертывание чистовое | Растачивание или зенкерование черновое, зенкерование или растачивание получистовое, развертывание | Растачивание или зенкерование черновое, зенкерование или растачивание чистовое | |
30-100 30-100 | Сплошной материал | Сверление, рассверливание, зенкерование или вместо рассверливания и зенкерования-растачивания, развертывание черновое, развертывание чистовое | Сверление, рассверливание, зенкерование или вместо рассверливания и зенкерования - растачивания, развертывание | Сверление, рассверливание, зенкерование или вместо рассверливания и зенкерования - растачивание |
Отлитое или прошитое отверстие с припуском до 6 мм на диаметр | Растачивание или зенкерование черновое, развертывание черновое, развертывание чистовое | Растачивание или зенкерование, развертывание | Растачивание или зенкерование | |
Отлитое или прошитое отверстие с припуском свыше 6 мм на диаметр | Растачивание или зенкерование черновое, зенкерование или растачивание получистовое, развертывание черновое, развертывание чистовое | Растачивание или зенкерование черновое, зенкерование или растачивание полу- чистовое, развертывание. | Растачивание или зенкерование черновое, зенкерование или растачивание получистовое |
Подточка увеличивает передний угол поперечной кромки, уменьшает ее длину и тем самым снижает осевую силу резания.
При сверлении отверстий малых диаметров (менее 6-8 мм) также приходиться считаться с необходимостью уменьшения осевого усилия в связи с недостаточной прочностью и жестокостью сверла. В этих случаях целесообразно работать с большой скоростью резания при небольших подачах.
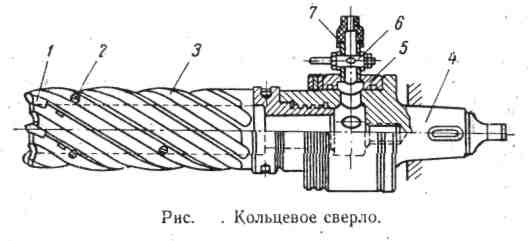
Отверстия большого диаметра (свыше 60 ч 70 мм) целесообразно обрабатывать путем кольцевого сверления, так как при обычном сверлении в стружку уходит значительное количество металла. При использовании же кольцевого сверла (см. рис. 2.2) своими режущими пластинами 1, закрепленными в корпусе 3, выбирает кольцевую канавку в обрабатываемой заготовке. В стенках корпуса между винтовыми канавками под винтами 2 размещены шарики, которые придают сверлу постоянное направление в работе до тех пор, пока высверливаемый сердечник держится жестко и может служить направлением для сверла. Корпус соединен резьбой с оправкой 4, на которой закреплено кольцо 5 со штуцером 6 и резиновым шлангом 7 для подвода охлаждающей жидкости.
Различают два основных способа сверления. На станках сверлильной группы движение резания и движения подачи осуществляет сверло, а на станках токарной группы - движение резания осуществляется при вращении обрабатываемой детали, а движение подачи-перемещения сверла. При сверлении глубоких отверстий обработка часто производиться при совместном встречном вращении детали и сверла.
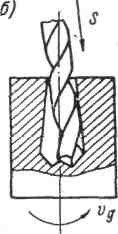
При первом способе обработки, когда ось сверла совпадает с направлением подачи, но не совпадает с осью наружной поверхности детали (рис. 2.3, а), подача сверла будет осуществляться под углом по отношению к оси детали, и потому ось отверстия займет неправильное положение, т. е. произойдет увод оси. Отверстие в этом случае сохраняет цилиндричность.
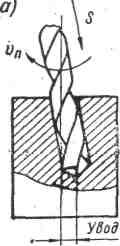
При обработке по второму способу при несовпадении оси сверла с осью детали отверстие будет иметь переменный по длине диаметр. Это объясняется тем, что при отклонении оси сверла от оси вращающейся детали диаметр отверстия будет определяться уже не радиусом сверла, а расстоянием от оси вращения до наиболее удаленной точки на периферии сверла (рис. 2.3, б). Так как это расстояние по мере движения сверла все время увеличивается, то и диаметр отверстия тоже будет возрастать и отверстие примет коническую форму. С другой стороны, вращение детали приводит к самоцентрированию сверла, так как боковое давление на сверло со стороны стенки отверстия уже не будет уравновешено давлением с противоположной стороны, как это бывает при не вращающейся детали. За счет разности этих боковых давлений сверло будет стремиться занять такое положение, при котором его ось совпала бы с осью вращения детали.
Следовательно, при обработке отверстий с вращением детали увод оси сверла от нужного направления будет меньше, чем при сверлении с вращением инструмента. Однако в большинстве случаев отверстия обрабатывают на станках сверлильной группы, т. е. с вращением инструмента. На этих станках легче обеспечить получение требуемой скорости резания благодаря вращению уравновешенного шпинделя с инструментом и не приходиться прибегать к соответствующим мерам для балансирования вращающихся масс станка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
