


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Плоскости небольшой ширины обрабатывают цилиндрическими фрезами на горизонтально-фрезерных станках – наиболее распространенных и более универсальных, чем вертикально-фрезерных.
Фрезерование цилиндрическими, а также дисковыми фрезами может быть выполнено по двум схемам:
направление движения подачи направлено против вращения фрезы (рис. 4.3, а); направления движения подачи совпадает с направлением вращения фрезы (рис. 4.3, б).
Фрезерование по первой схеме называют встречным, а по второй схеме – попутным.
При встречном фрезеровании сечение среза и нагрузка на зуб увеличиваются постепенно – от нуля при врезании зуба до максимума при выходе его из контакта с деталью. Горизонтальная составляющая усилия резания направлена в сторону, противоположную подаче. Преодоление этой составляющей в процессе работы приводит к устранению зазора, имеющегося в механизме подачи, и резание проходит плавно и спокойно.
При попутном фрезеровании зуб фрезы начинает работу со срезания слоя наибольшей толщины, которая в конце работы уменьшается до нуля. Горизонтальная составляющая совпадает по своему направлению с подачей и стремится затянуть деталь под фрезу.
При обработке заготовок с черной поверхностью попутное фрезерование применять не следует, так как при врезании зуба фрезы в твердую корку происходит преждевременный износ и выход из строя фрезы.
При обработке заготовок с чистыми поверхностями попутное фрезерование имеет преимущества перед встречным в отношении, как стойкости инструмента, так и шероховатости поверхности. При попутном фрезеровании необходимо, чтобы станок был в хорошем состоянии и имел устройство для устранения зазора в механизме подачи.
При попутном и встречном фрезеровании можно работать при движении стола в обоих направлениях, что позволяет выполнять черновое и чистовое фрезерование за одну операцию.
Цилиндрические фрезы широко используются в единичном и серийном производстве.
Торцовыми фрезами можно обрабатывать и ступенчатые и плоские поверхности, имеющие свободный вход и выход для фрезы.
Торцовые фрезы имеют ряд преимуществ по сравнению с цилиндрическими. Они обеспечивают равномерное фрезерование даже при небольших припусках на обработку, так как угол контакта фрезы с заготовкой зависит только от диаметра фрезы и ширины заготовки. Длина дуги контакта здесь значительно больше, чем при фрезеровании цилиндрическими фрезами. Для оснащения сборных торцовых фрез требуется меньше быстрорежущей стали или твердого сплава. Установка торцовый фрезы непосредственно в шпиндель станка исключает необходимость в примени длинных и недостаточно жестких оправок, неизбежных при работе цилиндрическими насадными фрезами, и позволяет использовать фрезы диаметром до 800 – 1200 мм, что повышает пределы ширины фрезерования примерно до 800 мм.
В настоящее время применяют торцовые фрезы с механическим креплением металло - и минералокерамических вставных ножей круглой и многогранной форм, что значительно повышает их стойкость, а следовательно, и производительность. Эти фрезы обеспечивают шероховатость поверхности 6 – 8-го классов.
Широкое распространение получили торцовые фрезы с неперетачиваемыми многогранными пластинками из твердого сплава. Конструкции этих фрез позволяют заменять отдельные ножи или весь комплект их непосредственно на станке. В собранном виде фреза имеет достаточно высокую точность: биение по главным режущим кромкам двух смежных ножей не превышает 0,03 – 0,05 мм, а двух противоположных – 0,06 – 0,1 мм, торцовое биение – 0,06 – 0,08 мм.
Диаметр D торцовой фрезы определяется по ширине B фрезеруемой поверхности, при этом пользуются зависимостью:
D = (1,4 – 1,7)В (мм).
Фрезерование плоскостей торцовыми фрезами осуществляется на вертикально - и продольно-фрезерных станках, а также и на горизонтально-фрезерных станках с установкой фрезы непосредственно в шпинделе станка.
Точность фрезерования зависит от типа станка, режущего инструмента, режима резания и других факторов. В обычных условиях точность обработки достигает 3 – 4-го классов, а шероховатость поверхности – 6 – 7-го классов.
Чистовое (шабрящее) фрезерование обеспечивает шероховатость поверхности стальных и чугунных деталей до 7 – 8-го классов, а деталей из бронзы и алюминиевых сплавов – до 9-го класса и отклонение от плоскостности 0,02 – 0,03 мм на 1 пог. м.
Указанные точность и шероховатость поверхности достигаются фрезерованием за 2 – 3 прохода при глубине резания t = 0,05 – 0,1 мм, подаче s = 2 – 3 мм/об и скорости резания v = 200 м/мин. При обработке стальных деталей инструмент рекомендуется оснащать пластинками твердого сплава марки Т30К4, а чугунных – ВК3.
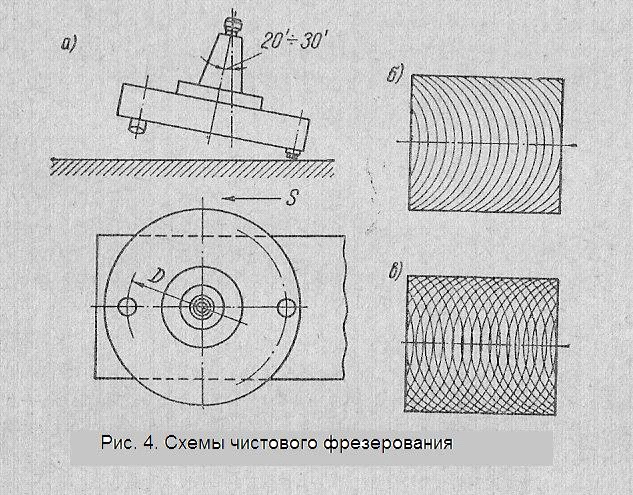
При чистовом фрезеровании ось вертикального шпинделя должна быть установлена под весьма малым углом к направлению подачи (рис. 4.4, а), чтобы след, оставленный зубом фрезы на поверхности детали, представлял собой так называемую полусетку (рис. 4.4, б). В этом случае длина пути резца вдвое меньше, чем при фрезеровании в сетку (рис. 4.4, в). Кроме того, при фрезеровании в полусетку зуб фрезы при каждом обороте фрезы срезает новый слой металла, в то время как при фрезеровании в сетку он скользит по наклепанному слою. Стойкость фрезы при обработке в полусетку выше, чем при фрезеровании в сетку.
Чистовое фрезерование алюминиевых сплавов осуществляют однозубыми фрезами, а черных и цветных металлов и сплавов – двузубыми ступенчатыми. У двузубых ступенчатых фрез зубья смещены по высоте на 0,05 – 0,3 мм и несколько отличаются формой заточки. Первый зуб предназначен для снятия основного припуска, а второй – зачистной – для отделочного резания.
Одним из основных путей повышения производительности при работе на фрезерных станках является усовершенствование технологии путем выбора наиболее рациональной схемы обработки.
В настоящее время повышение производительности труда обеспечивается при:
1) одновременном фрезеровании несколькими фрезами;
2) одновременном фрезеровании нескольких деталей;
3) позиционном и
4) непрерывном фрезеровании
Одновременная обработка несколькими фрезами осуществляется набором фрез, специальными фрезерными станками или многошпиндельными головками.
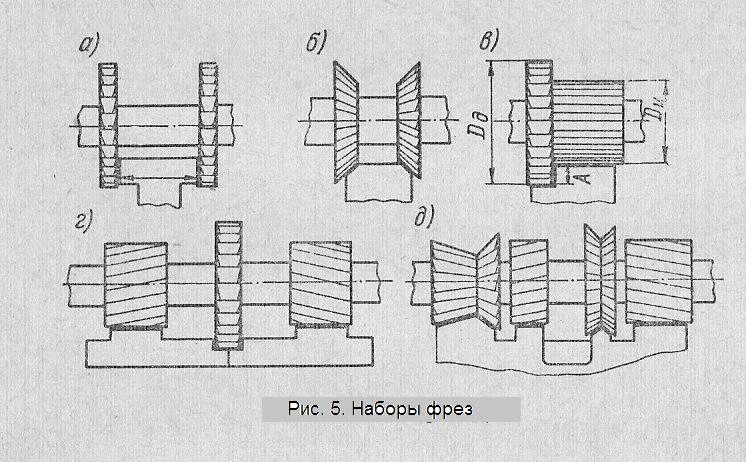
Наборы фрез в основном применяют при работе на горизонтально-фрезерных станках. Фрезы в этом случае устанавливаются на фрезерной оправке, опирающейся на центр или угловые (рис. 4.5, б), цилиндрические и дисковые (рис. 4.5, в и г), цилиндрические, угловые и фасонные (рис. 4.5, д).
При обработке набором фрез не только повышается производительность, но и лучше используется станок по мощности, а также возрастает точность фрезерования.
Набор фрез, по существу, представляет собой специальный инструмент. Первоначальная стоимость его велика, заточка гораздо сложнее, чем каждой фрезы в отдельности. При работе набором фрез не представляется возможным использовать каждую из них наиболее рациональным способом, так как при принятой скорости резания число оборотов должно назначаться по фрезе наибольшего диаметра, а подача – по фрезе с наименьшим числом зубьев. Из-за большой разницы в диаметрах фрез затупление и износ их протекает по-разному, поэтому при переточке одной фрезы приходится перетачивать все фрезы набора.
Из сказанного ясно, что применять набор фрез целесообразно в условиях крупносерийного и массового производства. В набор могут входить различные дисковые фрезы (рис. 4.5, а).
Одновременное фрезерование нескольких деталей может осуществляться параллельным, последовательным или параллельно-последовательным способом.
При параллельном способе фрезерования детали располагаются в ряд перпендикулярно движению подачи и обрабатываются одновременно одной или набором фрез.
При последовательном фрезеровании детали размещаются в ряд друг за другом в направлении подачи.
При параллельно-последовательном фрезеровании детали устанавливаются рядами как в направлении подачи. Так и в перпендикулярном направлении.
Позиционное фрезерование. Различают две основные разновидности этого способа обработки – позиционное фрезерование на специальных или универсальных поворотных столах или приспособлениях и маятниковое фрезерование, не требующее специальных поворотных устройств.

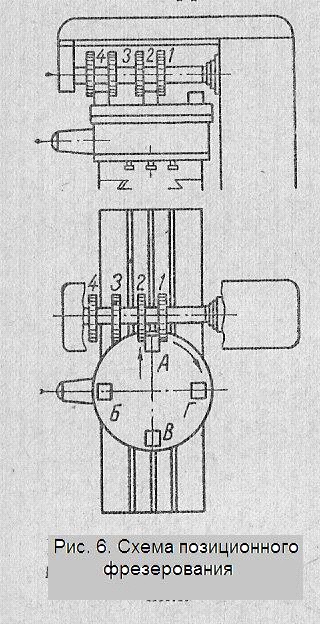
Схема позиционного фрезерования с использованием круглого поворотного стола приведена на рис. 4.6. Набором фрез обрабатывают боковые плоскости четырех квадратных деталей А, Б, В и Г. Вначале дисковые двусторонние фрезы 1 и 2 обрабатывают две плоскости детали А, а фрезы 3 и 4 – две плоскости детали Б. После обработки этих плоскостей стол поворачивается на 900, и деталь Б перемещается в новое положение – становится в позицию для фрезерования двух других плоскостей фрезами 1 и 2; фрезы 3 и 4 при этом положении стола будут обрабатывать две плоскости детали В. При следующем повороте стола на 900 деталь В устанавливается на место, которое в предыдущей позиции занимала деталь Б. При этом положении стола фрезы 1 и 2 фрезеруют у детали Б две последние плоскости. При третьем повороте стола деталь Б попадает на последнюю позицию, где она снимается, а на ее место устанавливается новая заготовка.
Схема фрезерования с применением маятниковой подачи приведена на рис. 4.7. При рабочей подаче стола от позиции 2 к позиции 3 торцовая фреза обрабатывает торец детали А. После этого направление подачи стола изменяется, и он ускоренно перемещается к позиции 4.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
