


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Ориентировочные данные для установления режимов шлифования деталей способом продольной подачи на одном станке приведены в таблице 6.3.
При многопроходной обработке деталей на одном станке шлифующий круг для всех переходов остается одним и тем же. Варьирование режимов шлифования осуществляется только изменением числа оборотов ведущего круга.
6.4. Внутреннее шлифование
Внутреннее шлифование является одним из основных способов обработки отверстий, при котором может быть достигнута точность обработки по 1 — 3-му классам и шероховатости поверхности по 7 — 9-му классам чистоты. Оно используется во всех типах производства, а также в поточно-массовом производстве и на автоматических поточных линиях.
Внутреннее шлифование применяют при обработке цилиндрических и конических, сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закалённой стали, чугуна, цветных металлов и неметаллических материалов.
Чаще всего оно осуществляется при обработке точных отверстий в закаленных деталях или в деталях из высокотвердыx и труднообрабатываемых материалов, а такжеточных отверстий с пересеченной поверхностью, например, с выточкой, со шпоночными и шлицевыми пазами, диаметром свыше 100 мм, когда развертывание нет возможно, отверстий 2-го класса точности и выше.
Особенностью внутреннего шлифования и его достоинством является возможность исправления направления оси отверстия при ее уводе на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия при шлифовании отверстия и торца с одной установки. Однако особенности этого способа обработки отверстий создают и ряд ограничений для его использования. К ним относятся: зависимость диаметра шлифовального круга от диаметра обрабатываемого отверстия детали;
недостаточная жесткость шпинделя, несущего шлифовальный круг.
Современные внутришлифовальные станки позволяют обрабатывать отверстия диаметром от 5 мм, а в некоторых случаях — и от 1 мм. Эти станки подразделяются на патронные, планетарные и бесцентровые.
Диаметр детали, в мм | Элементы режима шлифования | Многопроходное шлифование на одном станке | |||||
Предварительное (черновое) | Окончательное (чистовое) | ||||||
Подача на глубину 2t, мм | Класс точности | ||||||
0,10-0,20 | 0,20-0,35 | 0,35-0,50 | 1 | 2 | 2а-3 | ||
10 | s | 3800 | 3500 | 2500 | 1600 | 1800 | 2000 |
v | Устанавливаются по уровню окончательного прохода | 60-45 | 50-40 | 45-37 | |||
б | 1о30'-2о | 2о-2о30' | 2о30'-3о | ||||
i | 1 | 1 | 1 | 3 | 3 | 2 | |
15 | s | 3600 | 2600 | 1900 | 1300 | 1700 | 1800 |
v | Устанавливаются по уровню окончательного прохода | 50-37 | 48-38 | 40-34 | |||
б | 1о30'-2о | 2о-2о30' | 2о30'-3о | ||||
i | 1 | 1 | 1 | 3 | 3 | 2 | |
25 | s | 3000 | 1850 | 1300 | 1200 | 1500 | 1700 |
v | Устанавливаются по уровню окончательного прохода | 45-34 | 43-34 | 39-32 | |||
б | 1о30'-2о | 2о-2о30' | 2о30'-3о | ||||
i | 1 | 1 | 1 | 4 | 4 | 3 | |
40 | s | 2900 | 1500 | 1000 | 1100 | 1300 | 1500 |
v | Устанавливаются по уровню окончательного прохода | 42-31 | 37-29 | 35-29 | |||
б | 1о30'-2о | 2о-2о30' | 2о30'-3о | ||||
i | 1 | 1 | 1 | 5 | 5 | 4 | |
60 | s | 2200 | 1200 | 750 | 1000 | 1200 | 1300 |
v | Устанавливаются по уровню окончательного прохода | 38-28 | 34-27 | 30-25 | |||
б | 1о30'-2о | 2о-2о30' | 2о30'-3о | ||||
i | 1 | 1 | 1 | 5 | 5 | 4 | |
80 | s | 1600 | 800 | 500 | 800 | 1000 | 1200 |
v | Устанавливаются по уровню окончательного прохода | 30-23 | 28-23 | 27-23 | |||
б | 1о30'-2о | 2о-2о30' | 2о30'-3о | ||||
i | 1 | 1 | 1 | 5 | 5 | 4 |
Таблица 6.3
Патронные станки получили наибольшее распространение и служат для шлифования отверстий в деталях средних размеров, которые удобно закреплять в патроне станка. На этих станках можно шлифовать торцы деталей, а при наличии поворотной передней бабки — и конические отверстия.

На патронных станках внутренние поверхности, так же как и наружные, могут обрабатываться с продольной или поперечной подачей. Схема шлифования продольными подачами приведена на рис. 6.10, а, а поперечными — на рис. 6.10, б. Главное движение (скорость резания) в этих станках — вращение шлифовального круга.
Рис. 6.10. Схемы шлифования внутренних поверхностей
Скорость резания определяется по формуле:
vк=![]() (м/сек),
(м/сек),
где Dк — диаметр круга, в мм;
nк — число оборотов круга в минуту.
Круговая подача о, осуществляется вращением заготовки со скоростью
v3=![]() ; м/мин
; м/мин
где D3— диаметр отверстия заготовки, в мм;
n3 — число оборотов заготовки в минуту.
Скорость вращения заготовки выбирается в зависимости от обрабатываемого материала и назначения операции. Обычно она находится в пределах vз = 25 — 115 м/мин. Продольная подача сообщается шлифовальному кругу либо (реже) заготовке. В зависимости от обрабатываемого материала и характера шлифования продольная подача принимается sп равной 0,25 — 0,75 ширины В круга на один оборот.
Таким образом sпр = (0,25 ч 0,75) В мм/об.
Поперечная (радиальная) подача t сообщается кругу, а на некоторых станках – заготовке. Для чернового шлифования t = 0,05 ч 0,075 мм/ дв. ход.; для чистового t = 0,002 ч 0,01 мм/ дв. ход.
Планетарные внутришлифовальные станки – горизонтальные и вертикальные – применяются для шлифования отверстий в крупных и тяжёлых деталях, вращение которых затруднено.
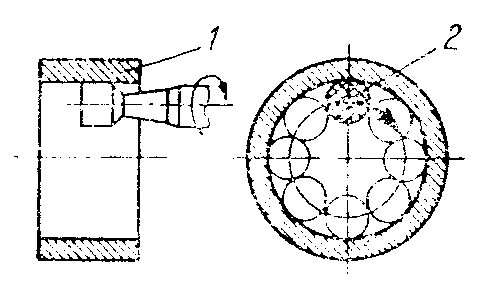
Рис. 6.11. Схема планетарного шлифования
Схема планетарного шлифования приведена на рис. 6.11. Заготовка 1 в процессе обработки остаётся неподвижной, а шлифовальный круг 2 вращается одновременно вокруг своей оси со скоростью резания vk и вокруг оси отверстия со скоростью круговой подачи vз, чем обеспечивается планетарное движение. Продольная sпр и поперечная t подачи также осуществляются шлифовальным кругом. Поперечная подача очень мала – она выражается тысячных или сотых долях миллиметра. Эти станки имеют ограниченное применение.
Бесцентровые внутришлифовальные станки используются для обработки цилиндрических и конических отверстий после шлифования наружных поверхностей деталей, при этом обеспечивается высокая концентричность натужней и внутренней поверхностей.
Схема внутреннего бесцентрового шлифования показана на рис. 6.12, а. Деталь 1 устанавливают между опорным роликом 2, ведущим кругом 3 и прижимным роликом 4. Шлифовальный 5 и ведущий 3 круги вращаются в разные стороны. Если диаметр детали (заготовки) меньше 30 мм, то опорный ролик заменяется опорным ножом 6 (рис. 6.12, б). Шлифовальный круг осуществляет движение резания vk и поперечную t подачу в конце каждого хода детали, а деталь – круговую подачу с окружной скоростью ведущего круга и продольную подачу вместе с ведущим кругом и роликом.

Рис. 6.12. Схемы внутреннего бесцентрового шлифования
При шлифовании конических отверстий ведущий круг и ролики вместе с деталью устанавливаются под углом наклона образующей конуса к его оси (рис. 6.12, в).
Внутришлифовальные станки делятся на универсальные, полуавтоматы, автоматы, специализированные нормальной точности и прецизионные.
Универсальные станки моделей ЗВ225, ЗЛ227, ЗА229 и др. предназначены для обработки отверстий диаметр 5 до 800 мм. Станки-полуавтоматы моделей ЗЛ225Б, ЗА226Б, ЗА227Б, ЗА230Б и др. служат для шлифования отверстий диаметром от 16 до 500 мм. У станка мод. ЗА225Б число оборотов электрошпинделя составляет nк=96 000 об/мин., а число оборотов шпинделя бабки — n3 = 600 ч 2400 об/мин.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
