


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
8.6. Чистовая обработка давлением
Чистовая обработка давлением связана с пластическим деформированием металла, сопровождающимся сглаживание микронеровностей. Обработка давлением способствует достижению высокой точности, а благодаря упрочнению поверхностных слоёв металла позволяет повышать эксплуатационные качества деталей.
Существует насколько способов чистовой обработка давлением. К ним относятся дорнование, обкатывание поверхностей роликами и шариками, прокатывание между роликами и дробеструйная обработка.
Дорнование отверстий. В процессе калибрования отверстий инструмент (дорн) определённой формы проталкивается (протягивается) через обрабатываемое отверстие, имеющее несколько меньшие размеры, чем дорн, при этом за счет пластических деформаций диаметр отверстия увеличивается, а поверхностный слой металла в нём упрочняется.
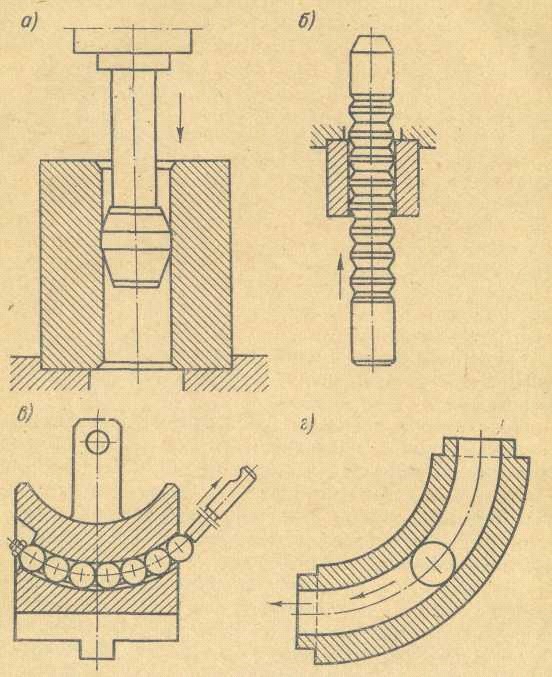
Схемы дорнования цилиндрических отверстий однозубыми и многозубыми дорнами и шариками показаны на рис. 8.16.
Однозубыми дорнами (рис. 8.16, а) обрабатывают втулки, шестерни, маховики и другие детали со сквозными отверстиями с точностью по 1—2-му классам и шероховатостью поверхности по 9—10-му классам чистоты; многозубыми дорнами цельными (рис. 16, б) и наборными — гидравлические и пневматические цилиндры, подшипники, шатуны, станины и другие детали со сквозными отверстиями с точностью по 2-му классу. Детали с криволинейной осью обрабатывают сборной протяжкой из шариков на гибком тросе (рис. 8.16, в) по 2—4-му классам точности. Шариком (рис. 8.16, г) обрабатывают детали пневматической и гидравлической аппаратуры, корпусные детали и детали приборов по 2—3-му классам точности.
Способы дорнования фасонных отверстий аналогичны рассмотренным выше. Фасонное дорнование часто применяется для исправления профильных отверстий, деформированных при термической обработке.
Диаметр отверстия после дорнования dд получается несколько меньше диаметра инструмента dи. Это связано с тем, что при дорновании имеют место не только остаточные до, но и упругие ду деформации.
Из схемы деформации при дорновании шариком (см. рис. 8.17) имеем:
д = dи – dз; до = dд - dз; ду = dи - dд,
где д – величина натяга;
до – остаточная деформация;
ду – упругая деформация;
dз – диаметр отверстия до дорнования;
dд – диаметр отверстия после дорнования;
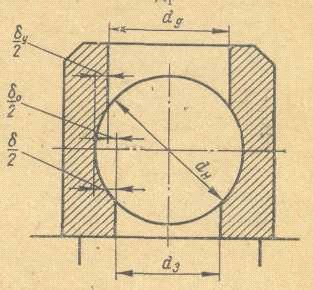
dи – диаметр инструмента (шарика).
Для отверстий диаметром 10 – 15 мм величина натяга составляют д = 0,05 – 0,15 мм. На выбор оптимального натяга при дорновании влияет целый ряд факторов и в частности механические свойства обрабатываемого материала, геометрические размеры детали, высота, форма и направление микронеровностей предварительно обработанной поверхности, условия смазки и др.
Дорны изготавливают из сталей разнообразных марок. Детали из цветных сплавов и чугуна обрабатывают дорнами из сталей марок У12А, Х12М, Р18, ХВ5 и др. Стальные детали целесообразно дорновать дорнами, рабочие поверхности которых хромированы или азотированы. Такие дорны следует изготавливать из стали марок Х12Ф или 30ХМЮА. Наиболее стойкими являются дорны, оснащенные твердым сплавом марок ВК8 и Т5К10.
В процессе дорнования применяется смазка: минеральное масло – при обработке стальных и бронзовых деталей и керосин – при обработке чугунных. При дорновании деталей из высокопрочной стали с очень большими натягами, а также при выдавливании в отверстии различного рода профилей целесообразно осуществлять предварительное покрытие поверхностей отверстий металлическими смазками – производить омеднение или свинцевание их.
Скорость дорнования оказывает сравнительно небольшое влияние на стойкость инструмента и качество поверхности. При обработке вязких материалов рекомендуются скорости 2—5 м/мин, а при дорновании менее пластичных материалов — 5—7 м/мин
Дорнование можно осуществлять на протяжных станках или прессах. Технологическая оснастка подобна оснастке, применяемой при протягивании.
Экономическая точность дорнования – 2-й класс. Этот процесс обеспечивает повышение точности обработки на один класс, а при дорновании с оптимальным натягом улучшение шероховатости поверхности на 2 – 4 класса.
Обкатывание и раскатывание. Обработка деталей обкатыванием и раскатыванием применяется для получения поверхностей высокого класса чистоты, увеличения износостойкости и усталостной прочности деталей, обеспечения большей прочности прессовых посадок.
В процессе обкатывания или раскатывания рабочий инструмент, прижимающийся к обрабатываемой поверхности с определённым усилием, сглаживает на ней микронеровности и создаёт наклёпанный слой, повышающий эксплуатационные качества детали.
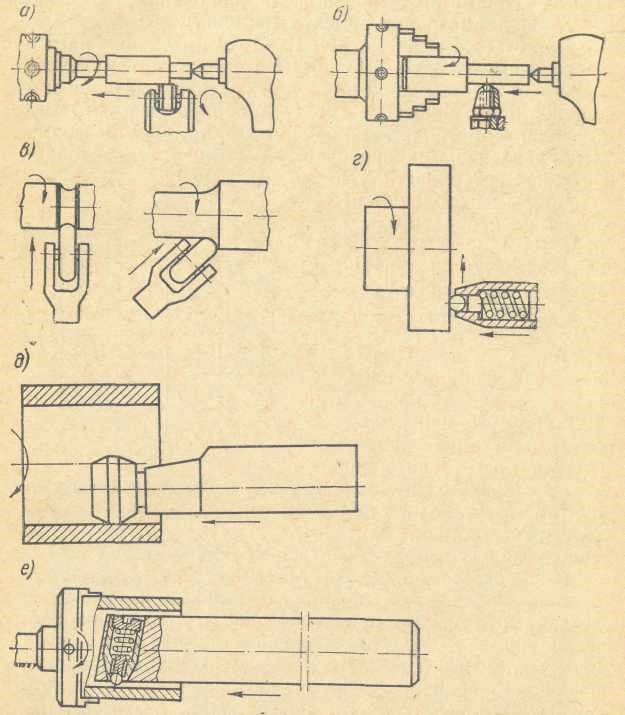
Схемы обкатывания роликами и шариками наружных цилиндрических и плоских поверхностей, а также канавок и галтелей приведены на рис. 8.18, а, б, в и г, а внутренних поверхностей — на рис. 8.18, д и е.
Обкатывание роликами производится на станках токарного типа. Деталь устанавливают в центрах или в патроне, а державку или приспособление с роликами – на суппорте.
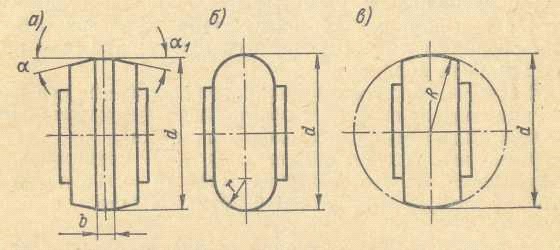
Наиболее распространенные формы рабочего профиля роликов показаны на рис. 8.19. Для получения поверхностей высокого класса чистоты применяют ролики с цилиндрической ленточкой и заборными и обратными конусами (рис. 8.19, а). Канавки и галтели обрабатывают роликами с малым радиусом закругления r (рис. 8.19, б). Ролики с большим радиусом закругления R (рис. 8.19, в) легко устанавливаются относительно образующей обрабатываемой поверхности и могут использоваться при частой смене инструмента.
Ролики изготавливают из стали марок Х12, Х12М, ХВТ и Х, а также У10А и У12А, термически обработанных до твёрдости HRC 60 – 65. Иногда рабочие поверхности роликов хромируют.
В промышленности широко распространено обкатывание и раскатывание шариками. Вследствие того, что при обкатывании шариком осуществляется точечный контакт инструмента с поверхностью, для обработки её требуется меньше усилия, чем при обкатывания роликами.
Качество обработки поверхностей роликами или шариками зависит от усилия обкатывания (раскатывания), подачи, скорости, числа проходов и смазки.
Величину усилия обкатывания (Р) принимают в зависимости от механических свойств металла, состояния поверхности, формы и размеров детали и инструмента.
Подача оказывает влияние на качество обработанной поверхности. Для повышения класса чистоты поверхности подача не должна превышать s = 0,5 мм/об. При обычном обкатывании s = (0,3 – 0,5) b мм/об, где b – ширина цилиндрической ленточки ролика, в мм.
Для роликов с малым радиусом закругления по профилю и шариков малого диаметра рекомендуется подача s = 0,1 – 0,2 мм/об.
При обработке многороликовыми накатками подача может быть увеличена в соответствии с количеством роликов или шариков в инструменте.
Скорость обкатывания не оказывает существенного влияния на качество обработанной поверхности. Практически обработка ведется со скоростями до 200 м/мин.
Первые два прохода ролика (шарика) улучшают качество поверхности. Дальнейшее увеличение числа проходов может вызвать ухудшение её качества.
Смазка оказывает влияние на стойкость роликов, качество поверхности, а также на величину затрачиваемой, на обработку мощности. В качестве смазки применяют сульфофрезол, индустриальное масло, мазут, смесь трансформаторного масла (95%) и олеиновой кислоты (5%) и др.
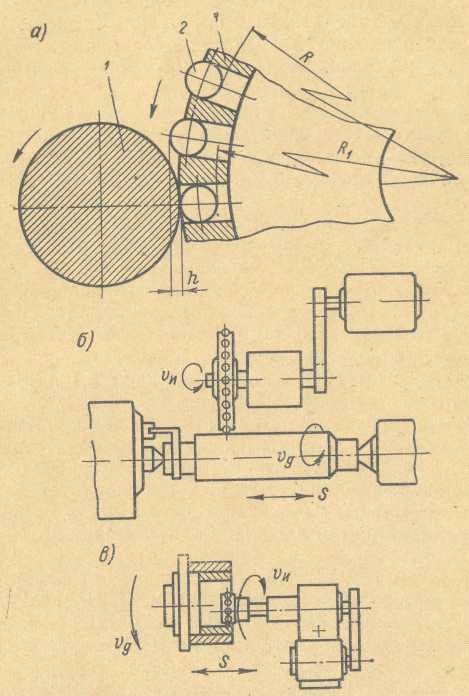
Динамический наклёп. Для повышения усталостной прочности и уменьшения шероховатости детали подвергают обработке ротационными шариковыми упрочнителями, основанной на принципе динамического удара шариков об обрабатываемую поверхность, при этом используется центробежная сила шариков, свободно насаженных в радиальных отверстиях быстровращающегося диска (рис. 8.20, а). Этим способом обрабатывают наружные (рис. 8.20, б) и внутренние (рис. 8.20, в) поверхности и плоскости. С помощью копирных устройств шариковыми упрочнителями можно обрабатывать фасонные поверхности.
Параметры процесса характеризуются окружной скоростью упрочнителя v, натягом h, количеством шариков в сепараторе и их диаметром, окружной скоростью детали, величиной продольной подачи s и количеством проходов. Значения этих величин составляют: окружная скорость упрочнителя v = 10—50 м/сек; окружная скорость детали vд = 30—90 м/мин; натяг h = 0,05—0,8 мм; диаметр шариков dш = 7—10 мм. Для обработки поверхности по всей длине инструменту или детали сообщается продольная подача s = 0,1—0,5 мм на один оборот детали; число проходов — от одного до трех.
Обкатку целесообразно осуществлять с применением, смазки, представляющей собой смесь веретенного масла (60%) и керосина (40%). Смазка подаётся на шарики через каждые 5 – 10 мин. Перед обработкой поверхность детали смачивают керосином. Точность обработки деталей шариковыми упрочнителями и соответствует 2 – 3-му классам. Шероховатость поверхности зависит от предварительной обработки и может быть доведена до 7 – 10-го классов чистоты.
Твёрдость обкатанной поверхности повышается в среднем при обработке силумина на 50%, стали – 25–45%, чугуна – 30–60%, и латуни – 60%. Глубина наклёпанного слоя достигает 0,6 – 0,8 мм и более.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
