


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Электрокорунд белый (ЭБ) получают при плавке в электрических печах технического глинозема. В электрокорунде белом содержится 96 – 99 % окиси алюминия. В зависимости от содержания Аl2О3 электрокорунд белый выпускают двух марок: ЭБ9, содержащий в зерне № 40 не менее 98,5% Аl2О3 и не более 0,15% Fe2О3, и ЭБ8, содержащий в зерне № 40 не менее 96,5% А2О3 и не более 0,5% Fe2О3
Монокорунд (М) — одна из разновидностей электрокорунда — содержит до 97% кристаллической окиси алюминия Аl203 и отличается высокими режущими свойствами и прочностью.
Карбид кремния — химическое соединение кремния с yглеродом — обладает большой твердостью и хрупкостью, чем элсктрокорунд. Карбид кремния бывает зеленый (КЗ), имеющий цвет от светло - до темно-зеленого, и черный (КЧ) — обычного черного и темно-синего цвета.
Карбид кремния выпускается следующих марок: карбид кремния зеленый — шлифзерно К39 и К38, шлифпорошки К37 и К36 и микропорошки К36; карбид кремния черный — шлифзерно КЧ8 и КЧ7 и шлифпорошки КЧ-17 и КЧ5,
Цифры в маркировке показывают содержание SiC в процентах. Например, марка КЗ9 означает: карбид кремния зеленый с содержанием SiC около 99 %.
Карбид бора представляет собой соединение бора с углеродом. Получают его из технической борной кислоты и нефтяного кокса в электрических печах. Используется он в виде порошков и паст для доводки твердых материалов.
Кубический нитрид бора (КНБ) — новый твердый материал, представляющий собой соединение бора, кремния и углерода. По своим физико-механическим свойствам КНБ не уступает алмазам, но имеет более высокую температурную стойкость. Применяется для изготовления шлифовальных кругов для шлифования и доводки инструментов из быстрорежущей (высокованадиевой и кобальтовой) стали.
Искусственные (синтетические) алмазы (АС) широко используются в промышленности. Они имеют то же строение, что и естественные. Физико-механические свойства синтетических алмазов высоких сортов тождественны свойствам природных алмазов.
Синтетические алмазы выпускают трех марок; АСО — алмаз синтетический обычной прочности, предназначенный для изготовления инструментов на органической связке, а также паст и порошков; АСП — повышенной прочности для инструментов на металлической и керамической связках; АСВ — высокой прочности для инструментов на металлической связке, работающих при высоких удельных нагрузках.
Зернистость характеризует крупность зерен абразивных материалов — их линейный размер. Обозначения зернистости абразивных порошков (по ГОСТ 9206-59) и природных алмазных порошков (по ГОСТ 3647-59) приведены в табл. 6.1. Цифры, следующие за буквой А, означают размер основной фракции. Вёрхний предел размера зерна соответствует размеру ячейки сита (в микронах), сквозь которое зерно основной фракции проходит, а нижний предел — ячейки сита, на котором зерно основной фракции задерживается.
Таблица 6.1
Наименование групп | Обозначение зернистости | Обозначение зернистости в дюймовой системе | Размер зерен основной фракции, в мкм | |
природных алмазных порошков | абразивных порошков | |||
Шлифзерно | - - - - - - А50 А40 А32 А25 А20 А16 | 200 160 125 100 80 63 50 40 32 25 20 16 | 10 12 16 20 24 30 36 46 54 60 70 80 | 2500-2000 2000-1600 1600-1250 1250-1000 1000-800 800-630 630-500 500-400 400-315 315-250 250-200 200-160 |
Шлифпорошки | А12 А10 А8 А6 А5 А4 | 12 10 8 6 5 4 | 100 120 150 180 230 280 | 160-125 125-100 100-80 80-63 63-50 50-40 |
Микропорошки | АМ40 АМ28 АМ20 АМ14 АМ10 АМ7 АМ5 АМ3 АМ1 | М40 М28 М20 М14 М10 М7 М5 М3 М1 | М40 М28 М20 М14 М10 М7 М5 М3 М1 | 40-28 28-20 20-14 14-10 10-7 7-5 5-3 5-3 мельче 1 |
Твёрдость. Абразивные материалы должны иметь более высокую твердость, чем обрабатываемый материал.
Твердость минералов определяется различными методами. Один из них основан на принципе царапания: царапающее тело должно быть более твердым, а царапаемое — более мягким. Взяв несколько кристаллов минералов, путем царапания одного другим можно установить их относительную твердость.
Более точно установить твердость абразивного материала можно методом вдавливания в него алмазной пирамиды с углом 136о. В этом случае микротвердость определяется на приборах ПМТ-2 или ПМТ-З.
Обозначение зернистости абразивных материалов
Величина микротвёрдости (в кг/мм2) некоторых абразивные материалов составляет:
алмаза природного……………………………..10 060
алмаза синтетического…………………………10 100
кубического нитрида бора……………………..10 100
карбида бора ………………………………3700 — 4300
карбида кремния…………………………..2300 — 3500
монокорунда………………………………..2100 — 2300
электрокорунда белого…………………...2300 — 2400
электрокорунда нормального……………2000 — 2200
Абразивный инструмент делится па следующие виды: шлифовальные круги общего и специального назначения, алмазные круги, шлифовальные и алмазные головки и шлифовальные и алмазные сегменты.
Шлифовальные круги и характеризуются формой и геометрическими размерами, видом абразивного материала и его зернистостью, видом связки, твердостью и структурой.
Форма и размеры круга выбираются в зависимости от конструкции станка и обрабатываемой детали. Рекомендуется применять круги возможно больших диаметров. Исключения составляют отверстия, для обработки которых требуются круги определенных размеров.
Абразивные шлифовальные круги изготавливают на керамической, силикатной, бакелитовой, вулканитовой и шеллаковой связках. Круги на шеллаковой связке применяют редко, их заменяют инструментами на бакелитовой или вулканитовой связке.
Выбор круга по связке производят в зависимости от способа и вида обработки, допускаемых окружных скоростей, механической прочности круга и т. п.
Твердостью шлифовального круга принято называть сопротивление связки вырыванию зерен. Получение различной твердости круга при одних и тех же номерах зерна и структуры достигается изменением количества связки.
Для облегчения подбора круга по твердости ГОСТ 3751-47 предусматривает шкалу степеней твердости (табл. 6.2).
Под структурой понимают строение абразивного инструмента, характеризуемое количественным соотношением объема абразивных зерен, связки и пор. Различают три группы структур: структуры № 1-5 называют закрытыми, или плотными, № 6-10 – средниим и № 11-18 – открытыми.
Для заточки режущего инструмента присменяюит круги со средними или открытыми структурами, така как при этом облегчается удаление стружки из зоны резания и уменьшается возможность образования дефектов на затачиваемом инструменте.
Таблица 6.2
Твёрдость абразивного инструмента
Степень твёрдости | Подразделение твёрдости | Вид связки | Область применения |
Мягкий (М) | М1, М2, М3 | К | Обработка минералокерамических и твердосплавных инструментов |
Среднемягкий (СМ) | СМ1, СМ2 | Обработка твердосплавных инструментов | |
Средний (С) | С1, С2 | В | Обработка быстрорежущих инструментов |
Среднетвёрдый (СТ) | СТ1, СТ2, СТ3 | Обработка конструкционной стали | |
Твёрдый (Т) | Т1,Т2 | ||
Весьма твёрдый (ВТ) | ВТ1, ВТ2 | Б | Правка кругов |
Чрезвычайно твёрдый (ЧТ) | ЧТ1, ЧТ2 | ||
Примечание. Цифры 1, 2 и 3 характеризуют твёрдость в порядке её возрастания |
Круги со структурами № 1-5 изготавливают на бакелитовой связке, а со структурами № 6-18 – на керамической.
Чтобы правильно выбрать круг, необходимо знать его характеристику. Эта характеристика в виде условных обозначений (маркировки) наносится несмываемой краской на поверхность круга. Абразивный круг с такой маркировкой, которая, по существу, является паспортом абразивного инструмента, показан на рис. 6.1.
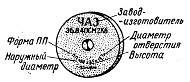
В целях единообразия все условные обозначения в маркировке располагают в следующем порядке:
1) одной или двумя буквами обозначается наименование абразивного материала, а следующей за ними цифрой указывается маркировка абразива. На рис. 6.1 ЭБ — электрокорунд белый, а цифра 8 — его маркировка;
2) следующие две (например, 40) или три цифры бозначают зернистость;
3) буквы с индексом 1, 2 или 3 (СМ2) — твердость;
4) следующая буква (К) — материал связки;
5) последняя цифра (6) — структуру.
Кроме того, проставляется завод-изготовитель (ЧАЗ), форма (ПП) и основные размеры круга (450X63Х12,7).
На кругах для скоростного шлифования (vкр = 50 м/сек) дополнительно наносят красную полосу или надпись «скоростной», а на кругах для внутреннего шлифования с окружной скоростью vср = 65 м/сек — две красные полосы. На высокопористых кругах делают дополнительные обозначения зернистости наполнителя.
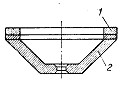
Алмазные круги. Алмазный круг (рис. 6.2) состоит из корпуса 1 и алмазоносного слоя 2. Корпус изготовляют из дюралюминия или пластмассы, алмазоносный слой — из алмазного порошка, связки и исполнителя.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
