


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Основная
Технология машиностроения: В 2 кн. Кн. 2. Производство деталей машин: Учеб. пособ. для вузов/, , и др.; Под ред. СЛ. Мурашкина.— М: Высш. шк., 2003.— 295 с: ил.Дополнительная
Муравьёв обработки металлов: Учеб. пособие для учащихся 5 – 9 кл. общеобразоват. учреждений. - М.: Просвещение, 1995.-224 с., ил. , Молодцов в учебных мастерских: Учеб. пособие для студентов пед. ин-тов по спец. № 000 «Общетехнические дисциплины и труд» и учащихся пед. уч-щ по спец. № 000 «Преподавание труда и черчения в неполной сред. шк.» В 2 ч. Ч.1. Обработка металлов /Под ред. . - М.: «Просвещение», 1987.-272 с., ил.Теоретические сведения
3.1. Нарезание резьбы плашками, головками и метчиками
Плашками нарезают крепёжные резьбы преимущественно на болтах, винтах и шпильках вручную и на револьверных станках, автоматах и реже на токарных станках.
Плашки бывают круглые, раздвижные и специальные (для нарезания труб).
Круглые плашки изготовляются цельными, разрезными и трубчатыми. Круглыми плашками нарезают резьбы диаметром от 1 до 52 мм за один проход. Цельные плашки обладают большой жесткостью и обеспечивают получение чистой резьбы, но они малопроизводительны и быстро изнашиваются.
Разрезные плашки в отличие от цельных имеют прорезь (0,5—1,5 мм), что позволяет регулировать диаметр резьбы в пределах 0,1—0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
Подготовка заготовки-стержня под нарезание резьбы плашкой сводится к правильному выбору его диаметра. Практика показывает, что диаметр стержня должен быть несколько меньше диаметра нарезаемой резьбы. Это объясняется тем, что при образовании профиля резьбы металл детали течет, вследствие чего происходит защемление витков резьбы в плашке.
Плашки устанавливаются в державки или патроны, которые в зависимости от конструкции обеспечивают либо жесткое крепление, либо такое, которое устраняет влияние несовпадения осей детали и отверстия плашки на точность обработки и делает ненужным точное согласование подачи с шагом резьбы.
Чтобы облегчить врезание плашки в металл, на конце заготовки рекомендуется снимать фаску шириной 2—3 мм.
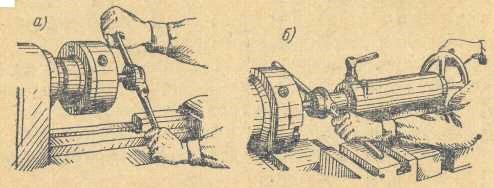
При нарезании резьбы на токарном станке работу начинают с нарезания нескольких ниток вручную плашкой, закрепленной в плашкодержателе, а затем уже включают шпиндель, упирая плашкодержатель в суппорт (рис. 3.1, а). Более производительным приемом следует считать нарезание первых витков при поджатии плашки пинолью задней бабки, которая сообщает плашке правильное направление (рис. 3.1, б).
Основной недостаток всех типов плашек — необходимость свинчивать их по окончании нарезания резьбы, что значительно увеличивает вспомогательное время.
Резьбонарезные головки. В серийном производстве резьбы нарезаются самораскрывающимися резьбонарезными головками. Это более производительный метод нарезания резьбы, чем обработка плашками, так как благодаря автоматическому раскрыванию головок обратного свинчивания их не требуется.
Резьбонарезными головками можно нарезать наружные и внутренние резьбы на сверлильных, револьверных, болторезных станках и автоматах.
Наружную резьбу нарезают винторезными головками, а внутреннюю — гайконарезными. Различают вращающиеся и не вращающиеся головки.
Не вращающимися головками с дисковыми гребенками нарезают резьбу диаметрами 4—42 мм на токарных и револьверных станках. На сверлильных станках и автоматах резьбу нарезают вращающимися головками с дисковыми гребенками.
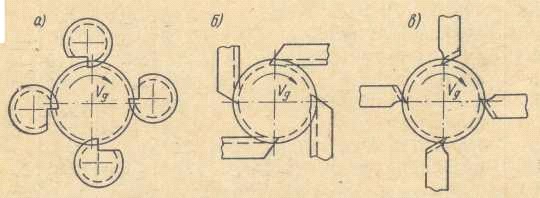
В винторезных головках гребенки располагаются радиально или тангенциально к нарезаемой резьбе (рис. 3.2). В первом случае головки бывают с дисковыми (рис. 3.2, а) или с призматическими (рис. 3.2, б и в) гребенками, а во втором — только с призматическими. Головками с радиальным расположением гребенок нарезают точные резьбы, а с тангенциальным — менее точные резьбы.
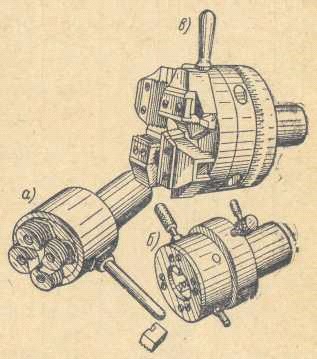
Рис. 3.3. Самораскрывающиеся головки для нарезания резьбы
Резьбонарезные головки наряду с высокой производительностью обеспечивают получение резьб 2-го класса точности с шероховатостью поверхности 5—6-го классов.
Наиболее распространенные типы самооткрывающихся головок для нарезания наружной резьбы приведены на рис. 3.3: на рис. 3.3, а показана головка с радиальным расположением дисковых гребенок, на рис. 3.3, б — с радиальным расположением призматических гребенок, а на рис. 3.3, в — с призматическими гребенками, расположенными тангенциально к нарезаемой резьбе.
Винторезные головки с дисковыми гребенками регламентированы ГОСТом.
Нарезание резьбы метчиками. Основным инструментом для нарезания внутренних резьб является метчик. В соответствии с ГОСТом метчики изготовляются четырех степеней точности: С, Д, Е и Н; машинно-ручные и гаечные метчики — двух степеней точности: С и Д, а ручные также двух — Е и Н.
Ручные метчики предназначены для нарезания резьб диаметром от 2 до 52 мм вручную. Они выпускаются комплектом, состоящим из двух или трех метчиков.
Гаечные метчики служат для нарезания резьб в сквозных деталях малой толщины как вручную, так и на станках. Они изготовляются с удлиненным хвостовиком для собирания на нем нарезаемых гаек. Номинальный диаметр нарезаемой резьбы — от 2 до 33 мм.
Машинные метчики предназначены для нарезания глухих резьб диаметром от 2 до 52 мм на сверлильных, револьверных и агрегатных станках, автоматах и полуавтоматах. Выпускаются они комплектом из двух метчиков и одинарные.
Для нарезания резьбы метчиками необходимо произвести предварительную обработку отверстия. В зависимости от необходимой точности резьбы отверстие предварительно сверлят, зенкеруют или растачивают.
При нарезании резьбы материал детали несколько выдавливается метчиком, и внутренний диаметр резьбы оказывается больше диаметра исходного отверстия. Это обстоятельство учтено в специальных таблицах, по которым выбирают диаметр отверстия под резьбу.
При нарезании резьб на станке метчики крепят в патронах — быстросменных, самоцентрирующих, качающихся и плавающих.
В быстросменных патронах обычного типа метчик жестко связан со шпинделем станка.
Качающиеся и плавающие патроны позволяют метчику самоустанавливаться в нарезаемом отверстии в первом случае благодаря отклонению его оси от вертикали, а во втором — за счет смещения его параллельно собственной оси.
При нарезании резьбы в отверстиях, не препятствующих свободному удалению метчика после рабочего хода, он пропускается полностью через отверстие и затем вставляется в патрон для нарезания следующей детали. Для сокращения времени на установку и снятие метчик в патроне не крепится. Крутящий момент передают квадрат, лыски или срезы на хвостовике. При работе на станках с вертикальной осью метчик свободно падает в конце прохода.
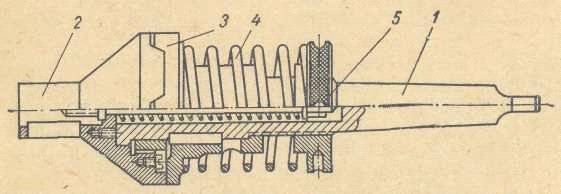
При нарезании резьбы на вертикально - и радиально-сверлильных станках во избежание поломок метчика при упоре его в дно глухого отверстия, а также при перегрузке применяются предохранительные патроны (рис. 3.4), позволяющие метчику останавливаться при вращающемся шпинделе, когда крутящий момент превысит безопасную величину. Предохранительный патрон состоит из корпуса 1 с коническим хвостовиком и ведомой втулкой 2, предназначенной для крепления метчика. Ведомая втулка 2 соединяется с ведущей 3 трапецеидальными зубьями. Ведущая втулка, связанная с корпусом шпонкой, прижимается к ведомой пружиной 4. При увеличении крутящего момента больше допустимой величины осевая составляющая сила на зубьях втулок превысит силу пружины, ведущая втулка продвинется вдоль оси, ее зубья выйдут из зацепления, и ведомая втулка остановится. Натяжение пружины регулируют гайкой 5.
Для каждого патрона существует определенный интервал диаметров нарезаемых резьб. Наиболее часто используют комплект из трех патронов: для нарезания резьб диаметрами 8—12, 12—30 и 18—42 мм.
В массовом производстве гайки нарезают на гайконарезных автоматах и полуавтоматах с кривыми метчиками, закрепленными в специальном патроне.
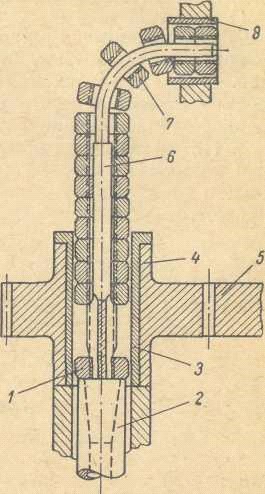
Схема нарезания резьбы невращающимся метчиком с изогнутым хвостовиком приведена на рис. 3.5. Заготовки гаек 1 при помощи толкателя 2 поступают в направляющую втулку 3, в которой они центрируются и приводятся во вращение зубчатыми колесами 4 и 5. В процессе нарезания резьбы гайка центрируется по метчику 6, благодаря чему и обеспечивается концентричность резьбы. Нарезанные гайки 7 движутся по метчику и, пройдя втулку 8, сходят с конца хвостовика в сборник.
Вследствие недостаточной прочности метчика на режущей части не должно быть одновременно более двух гаек.
Для получения резьбы 2-го класса точности скорость резания принимают в пределах 7—15 м/мин.
Точность резьбы, нарезаемой метчиками, может колебаться в широких пределах. Метчиком с нешлифованным профилем нарезают резьбу 3-го класса точности, а со шлифованным — 2-го класса. При тщательной подготовке отверстия метчиком со шлифованным профилем можно нарезать резьбу 1-го класса точности. Калибрование резьбы вручную также повышает ее точность.
3.2. Нарезание резьбы резцами
Нарезание треугольной резьбы. Существует много способов нарезания резьбы многолезвийными инструментами, однако наиболее широко распространен способ обработки резьбы резцами на токарных станках. Этот способ, ставший универсальным, почти всегда используется при нарезании резьбы на ответственных деталях, а с внедрением твердосплавных инструментов он сделался и производительным.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
