


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Область применения. По существу, анодно-механическая обработка может заменить почти все операции обработки металлов резанием. Однако это не всегда целесообразно.
Наиболее широкое распространение получила анодно-механическая резка. Этот способ обработки применяется при резании твердосплавных изделий, из пруткового вольфрама, сталей высокой твердости и т. п. Обработка производится стальной лентой толщиной 0,8-1,2 и шириной 35. мм. При твердости заготовки НВ>300 производительность достигает 10 см3/мин, т. е. выше, чем при механической обработке.
В промышленности анодно-механическое профилирование фасонных твердосплавных резцов, а также шлифование и полирование. Значительный интерес представляет одно из направлений анодно-механической обработки – чистовое электроабразивное и электроалмазное шлифование. Электроабразивные и алмазные круги позволяют получать поверхности шероховатостью 11-12-го классов чистоты.
9.2. Электроэрозионная обработка
Метод обработки материалов импульсами электрического тока, известный под названием электроэрозионной, электроискровой обработки, предложен в 1943 г. советскими учеными и . Метод электроэрозионной обработки основан на использовании явления электрической эрозии – направленного разрушения токопроводящих материалов в результате теплового действия импульсных электрических разрядов между инструментом и
обрабатываемой поверхностью.
Генераторы импульсов для электроэрозионной обработки отличаются по принципу действия, конструкции и параметрам вырабатываемых импульсов. К первой относятся генераторы, в которых процесс генерирования импульсов тока полностью определяется величиной и состоянием межэлектродного пространства, а ко второй – генераторы вырабатывающие импульсы, параметры которых лишь частично зависят от величины и состояния межэлектродного пространства. В первую группу входят наиболее распространенные релаксационные генераторы, а во вторую – машинные и разобщенные генераторы импульсов.
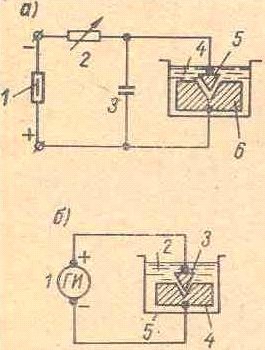
Принципиальная схема электроэрозионной обработки с применением релаксационной конденсаторной схемы приведена на рис. 9.4, а. Источником искровых разрядов здесь является конденсатор, обеспечивающий высокую частоту следования разрядов – до сотен тысяч в секунду. Инструмент, соединенный с отрицательным полюсом источника тока, перемещается вдоль своей оси. Межэлектродный промежуток в пределах 5-100 мкм поддерживается с помощью следящей системы.
По этой схеме обрабатываются небольшие поверхности и сквозные отверстия, а также производится чистовая и точная обработка.
Перемещение стола с обрабатываемой деталью относительно проволоки в соответствии с заданным профилем вырезки осуществляется при помощи оптической системы, по чертежу, по копиру, или путем программирования координатных перемещений стола. При вырезке контура в твердосплавной плите толщиной 10 мм скорость перемещения стола составляет 1 мм/мин, шероховатость поверхности соответствует 7-8-му классам чистоты, а точность до ±0,005 мм.
Вырезка ведется на мягких режимах: емкость С = 0,01-0,3 мкФ, ток короткого замыкания Iк. з = 0,1-1 а и напряжение U = 0,5-12 в.
Принципиальная схема электроимпульсной обработки приведена на рис. 9.4, б. Инструмент-электрод 3 и обрабатываемая деталь 4, между поддерживается зазор, погружена в ванну 5 с диэлектрической жидкостью. Генератор импульсов 1 создает в рабочей зоне межэлектродного пространства редкие (400 имп/сек.), но мощные импульсы, обеспечивающие высокую производительность процесса – до 1500 мм3/мин.
Электроимпульсным методом изготавливают отверстия и полости в штампах, пресс-формах и других стальных деталях средних и больших размеров.
9.3. Электрохимическая обработка
Метод размерной электрохимической обработки предложен в 1928 г. и . Он заключается в направленном растворении металла под действием тока. Схема электрохимической обработки приведена на рис. 9.5.
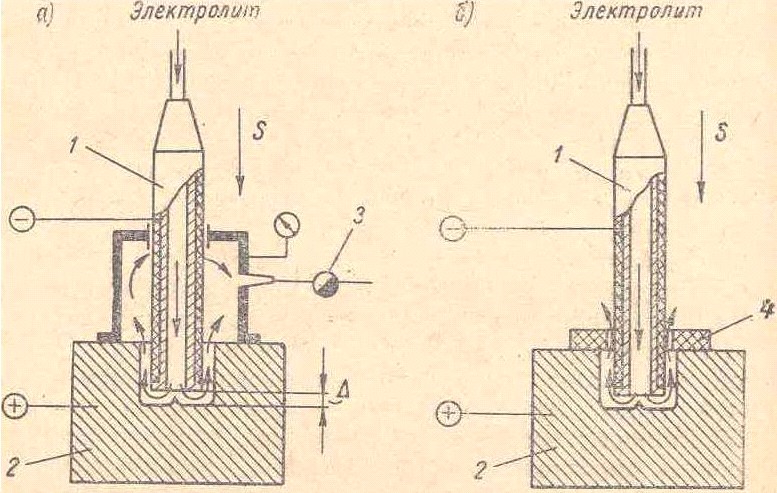
Рабочий инструмент 1 (Рис. 9.5, а) подключается к отрицательному, а обрабатываемая деталь 2 – к положительному полюсу источника электрического тока. Электролит, в качестве которого обычно используется 15%-ный водный раствор хлористого натрия, подается под давлением 8-16 атм. в зазор ∆ между инструментом 1 и деталью 2. Величина зазора ∆ = 0,1-0,5 мм. Под действием постоянного электрического тока происходит электрохимическое растворение анода – обрабатываемой детали; продукты растворения уносятся потоком электролита. По мере съема металла инструмент 1 (электрод) перемещается с постоянной скоростью подачи s в направлении детали и образует в ней требуемое отверстие или полость.
Величина межэлектродного зазора ∆ сохраняется постоянной. Одним из постоянных факторов, обеспечивающих точность электрохимической обработки, является способ подачи электролита в межэлектродный зазор. При обработке отверстий электролит, как правило, подаётся в зазор через отверстие в инструменте 1, а отвод его осуществляется через специальное устройство 3 (рис. 9.5, а) или калиброванные шайбы 4 (рис. 9.5, б), накладываемые на деталь 2.
Питание током производится от источника постоянного тока напряжением 12 – 24 В; ток выбирается из расчета его плотности 20 – 200 а/см2.
Инструмент, изготовленный из меди или бронзы, в процессе работы практически не изнашивается.
При выполнении отверстий подача s достигает 5 – 8 мм/мин.
Электрохимическая обработка обеспечивает получение поверхностей шероховатостью 7 – 8-го классов чистоты и точность в пределах допуска 0,05 – 0,1 мм.
Разновидностью электрохимического метода обработки являются электроабразивная и электроалмазная обработка.
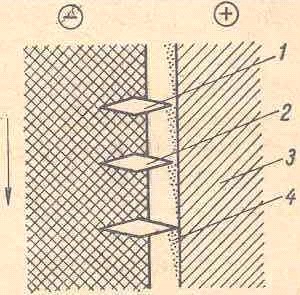
В промышленности широко используется электроалмазное шлифование (рис. 9.6). Обрабатываемая деталь 3 и вращающийся шлифовальный круг 2 присоединяются к источнику постоянного тока через регулируемое сопротивление. Алмазные зерна 1 создают зазор между электропроводной связкой круга 2 и деталью 3. Зазор заполняется электролитом – водным раствором солей, который подается струей в зону обработки.
При прохождении тока поверхностный слой детали растворяется, а продукты растворения (анодная пленка) 4 удаляются с поверхности детали алмазными зернами круга.
Производительность процесса и качество обрабатываемой поверхности зависят от электрических режимов. Шлифование, обеспечивающее получение поверхностей шероховатостью 10-12-го классов чистоты и зеркального блеска, осуществляется при напряжении 10-15 в. Производительность при этом достигается 20-25 мм3/мин.
При электроалмазной обработке производительность процесса и стойкость круга зависит также от концентрации алмазов. Круги со 100%-ной концентрацией обеспечивают наибольшую производительность. Электрохимическая обработка применяется в основном для изготовления деталей сложной формы из жаропрочных сплавов (лопаток и роторов газовых турбин, компрессоров, фасонных отверстий в роторах), а также зубчатых реек сложного профиля, образования канавок, удаления заусенцев в штампах и пресс-формах и т. П.
9.4. Ультразвуковая обработка
Принцип ультразвуковой обработки твердых и хрупких материалов состоит в создании высокой скорости направленного износа или скалывания частиц обрабатываемого материала под влиянием вибрирующего с ультразвуковой частотой инструмента и непрерывно подаваемого в зону обработки абразивного материала.
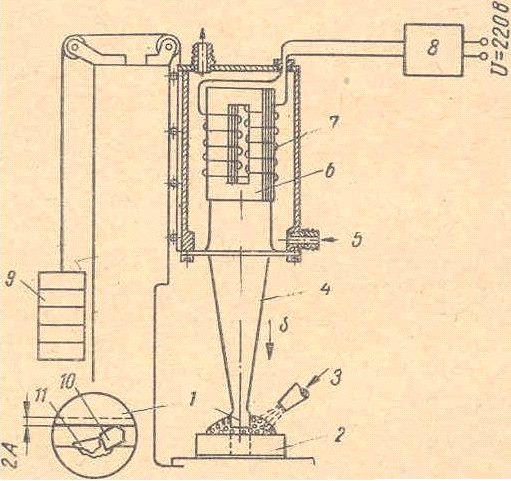
Принципиальная схема ультразвуковой размерной обработки приведена на рис. 9.7. В рабочую зону, т. е. в пространство между торцом инструмента 1 и обрабатываемой деталью 2, подается водная суспензия 3 абразивного порошка карбида кремния или карбида бора.
Инструмент совершает продольные колебания с ультразвуковой частотой f = 16-30 кГц и небольшой амплитудой А = 0,02-0,06 мм. В процессе колебаний торцовая поверхность инструмента ударяет по абразивным зернам 10, которые и скалывают с обрабатываемой поверхности микрочастицы 11. Большое количество одновременно ударяющихся о поверхность абразивных зерен обуславливает интенсивный съем с нее материала.
Колебания инструменту 1 передаются от магнитострикционного вибратора 6, в котором электрические колебания электронного генератора 8 преобразуются в механические. Электрические колебания генератора подаются на обмотку 7 вибратора 6. Магнитострикционная деформация вибратора составляет 5-10 мкм. Для увеличения колебаний инструмента в 2-5 раз применяют трансформаторы скорости или акустические концентраторы 4, которые припаиваются к концу вибратора 6. Вибратор охлаждается проточной водой 5. Система с противовесом 9 создает давление инструмента 1 на деталь 2 и осуществляет подачу инструмента.
Производительность и качество ультразвуковой обработки зависят от свойств обрабатываемого материала, амплитуды и частоты колебаний инструмента, характеристик абразивного материала и величины давления инструмента на деталь.
Производительность составляет при обработке стекла и кварца – 5-20 мм/мин, твердых сплавов – 0,05-0,3 мм/мин, сталей твердостью HRC 55-60 – 0,05-0,1 мм/мин. Достигаемая шероховатость поверхности - 5-8-й классы чистоты, точность обработки – 0,05-0,1 мм.
Ультразвуковая обработка применяется при изготовлении деталей сложной формы из стекла, флюорита, кварца, фильер из технических алмазов, твердосплавных матриц сложной формы, при обработке полупроводниковых материалов – германия и кремния.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
