


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обработку шлицевых поверхностей осуществляют фрезерованием, строганием, протягиванием и холодным накатыванием.
Наружные шлицевые поверхности чаще всего фрезеруют способом копирования или обкатки. Обработка способом копирования применяется только в единичном производстве. В серийном производстве шлицевые поверхности обрабатывают способом обкатки червячной фрезой па шлицефрезерных или зубофрезерных станках.
У закаливаемых валов наружные шлицевые поверхности фрезеруют после предварительного шлифования их, а у незакаливаемых — после чистового шлифования.
Процесс механической обработки шлицевых поверхностей у закаливаемых валов, центрируемых по наружной поверхности, состоит из следующих операций: 1) фрезерование шлицов с припуском под шлифование боковых поверхностей; 2) чистовое шлифование боковых поверхностен шлицов после термической обработки и чистового шлифования.
Шлицевые поверхности у незакаливаемых валов подвергают только чистовому фрезерованию после чистового шлифования наружной поверхности.
Процесс механической обработки шлицевых поверхностей валов, центрируемых по внутренней поверхности, состоит из таких операций: 1) фрезерование шлицов с припуском под шлифование; 2) фрезерование канавок для выхода круга при шлифовании центрирующей поверхности внутреннего диаметра; 3) чистовое шлифование боковых поверхностей и центрирующей поверхности внутреннего диаметра после термической обработки.
Существуют более прогрессивные способы образования шлицевых поверхностей. К ним относится, например, процесс обработки шлицевых поверхностен валов прямоугольной формы, состоящий из предварительного фрезерования фасонными дисковыми фрезами 2
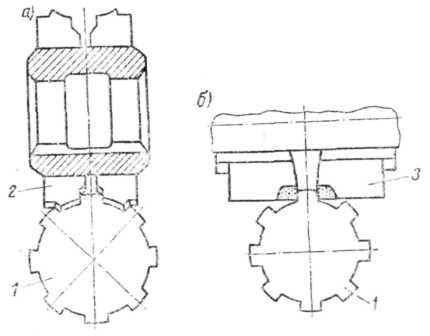
(рис. 7.24, а) и чистового фрезерования боковых поверхностей шлицов 1 торцовыми твердосплавными фрезами 3 (рис. 7.24, б) на горизонтальных продольно-фрезерных станках. Обработка ведется при скорости резания v — 180 м/мин и Sz = 0,55 мм/зуб.
В промышленности осуществляют также строгание и протягивание шлицов.
Строение производят набором фасонных резцов, закрепленных в специальной головке на станке мод. МАЧ. Количество резцов соответствует числу шлицов вала. Станок предназначен для обработки валов диаметром 20—50 мм и длиной до 435 мм при длине обрабатываемой части от 70 до 370 мм. Строганием обрабатывают как сквозные, так и несквозные шлицы.
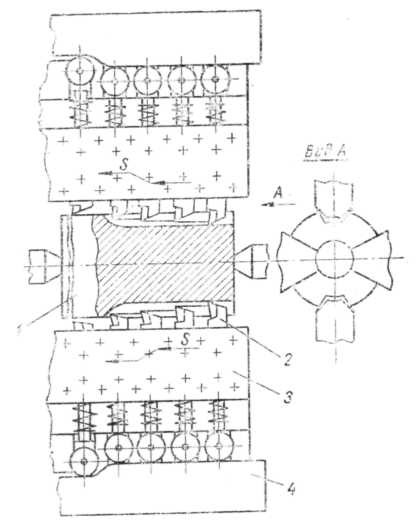
Протягивание осуществляют двумя блочными протяжками одновременно двух диаметрально противоположных впадин на валу 1 (рис. 7.25) с поворотом вала на определенный угол после каждого хода протяжки. Блок 3 протяжки состоит из набора резцов 2, которые имеют независимое радиальное перемещение. Копирная линейка 4 позволяет обрабатывать несквозные шлицевые поверхности по заданной траектории. Скорость протягивания v — 30 м/мин. Производительность этого процесса в 5—10 раз выше, чем шлицефрезерование.
Шлицевые поверхности в отверстиях почти всегда обрабатывают протяжками. Наиболее высокая точность взаимного расположения боковых поверхностей шлицов и центрального отверстия детали достигается при использовании комбинированных протяжек, одновременно обрабатывающих те и другие поверхности.
Отверстия в шлицевых деталях с центрированием по внутреннему диаметру после термической обработки подвергают шлифованию. При твердости HRC 40 -50 шлицы могут быть окончательно обработаны калиброванием. При большей твердости боковые поверхности шлицов доводят или шлифуют.
Лабораторная работа № 8
Тема: Отделочные операции
Задание и порядок выполнения работы:
Ознакомиться с инструкцией о выполнении работы. Ознакомиться с теоретическими сведениями о способах, видах и методах отделочных операций Разработать технологический процесс отделки деталей машин, с составлением всей необходимой технологической документации Составить отчет о работе.Содержание отчёта:
При составлении отчета необходимо:
I. Ознакомиться с краткими теоретическими сведениями по следующим вопросам:
Хонингование Суперфиниширование Доводка Полирование Электрополирование Чистовая обработка давлениемII. Представить технологическую документацию необходимую для выполнения технологического процесса отделки одним из выбранных способов
III. Ответить на контрольные вопросы:
Назовите два вида хонингования. От каких скоростей зависят хонингование и шероховатость поверхности? Станки какого типа наиболее распространены в хонинговании? Производительность процесса суперфиниширования и качество получаемой поверхности зависят от основных параметров. Сколько их? Какова средняя частота колебания брусков по данным ВНИИАШ при выполнении суперфиниширования? Какой основной инструмент используется при доводке? Какие смазочные жидкости применяют при доводке? Что понимают под процессом полирования? Что обрабатывают однозубыми дорнами? На каких станках производится чистовая обработка давлением шариковыми упрочнителями?Литература:
Основная
, Бодров машиностроения: Учебник. — М.: ФОРУМ: ИНФРА-М. 2004. — 860 с: ил. — (Серия «Профессиональное образование»). , , Левко машиностроения. Проектирование технологических процессов: Учебное пособие. — СПб.: Издательство «Лань», 2011. — 352 с.: ил.Дополнительная
и др. Практикум в учебных мастерских. Учеб. пособие для студентов пед. ин-тов по специальности «Общетехнические дисциплины и труд». - М.: «Просвещение», 1976.– 400 с. с ил. Муравьёв обработки металлов: Учеб. пособие для учащихся 5 – 9 кл. общеобразоват. учреждений. - М.: Просвещение, 1995.-224 с., ил.Теоретические сведения
8.1. Хонингование
Хонингование является процессом точной обработки сквозных и глухих цилиндрических, конических и ступенчатых отверстий. Его применяют при точной обработке наружных цилиндрических и конических поверхностей, а также плоских и фасонных.
Наиболее широко хонингование используется при обработке отверстий диаметром от 2,5 до 1000 мм при максимальной длине до 25 м.
Хонингование осуществляется головкой (хоном) несущей на внутренней или внешней поверхности абразивные бруски, раздвигающиеся в процессе обработки. Головке сообщают одновременно вращательное и возвратно-поступательное движения, а обрабатываемая деталь остаётся неподвижной.
Хонингование отличается от процессов шлифования и доводки. При хонинговании в работе одновременно участвуют в 100 – 1000 раз больше абразивных зёрен, чем при шлифовании; скорость резанья в 50 – 100 раз меньше, чем при шлифовании, а давление абразивных брусков хона на сбрасываемую поверхность – 6-10 раз меньше, чем при шлифовании.
Различают два вида хонингования – размерное и отделочное.
Размерное хонингование осуществляют для получения заданной точности размеров и геометрической формы без предъявления особых требований к качеству поверхности. Максимальная высота микронеровностей при размерном хонинговании достигает 0,5 мкм.
При отделочном хонинговании сохраняется ранее получения точность обработки, но обеспечивается получение нужного класса чистоты поверхности и повышается точность геометрической формы отверстия. Максимальная высота микронеровностей при отделочном хонинговании – 0,025 мкм.
При хонинговании может быть получена поверхность шероховатостью 9 - 12-го классов при условии правильного выбора параметров процесса.
Основными параметрами процесса хонингования являются: 1) соотношение между окружной скоростью хо и скоростью возвратно-поступательного движения хп головки; 2) окружная скорость хонинговальной головки; 3) характеристика абразивных брусков; 4) величина удельного давления; 5) конструкция головки и станка.
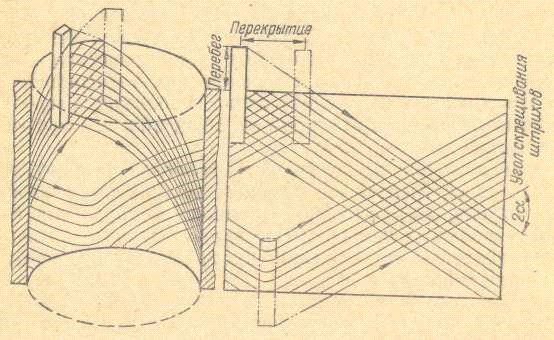
При одновременном вращении возвратно-поступательном движении головки режущие зёрна абразивных брусков, перемещаясь по винтовой линии, образуют на обрабатываемой поверхности сетку спиральных рисок (рис. 8.1), скрещивающихся между собой под углом 2б. Изменяя величины хо и хп, можно получить различные значения угла 2б.
Производительность процесса хонингования и шероховатость поверхности зависят от окружной скорости хо хонинговальной головки, скорости её возвратно-поступательного движения хп, а также от соотношения этих скоростей хо : хп.
Для размерного хонингования отверстий длиной менее 1 м могут быть рекомендованы следующие значения хо (в м/мин):
Мягкая сталь ……………………………………20 – 42
Твёрдая сталь…………………………………..20 – 32
Чугун ……………………………………………..30 – 62
Алюминий ……………………………………….30 – 68
Бронза …………………………………………...32 – 67
При доводочном хонинговании скорость хо соответственно уменьшается на 20 – 30%.
Увеличение скорости хп при постоянной величине скорости хо повышается производительность обработки. Однако при очень больших значениях хп возникают вибрации, приводящие к поломкам брусков. Предварительное хонингование обычно осуществляют с максимально возможной для данного станка скоростью возвратно-поступательного движения хп с учётом длины рабочего хода.
При обработке стали она составляет хп = 5-15 м/мин, а при обработке чугуна - хп = 12-20 м/мин.
Соотношение скоростей хо : хп выбирают таким образом, чтобы угол скрещивающихся штрихов 2б составлял 30-60°. В этом случае угол наклона траектории абразивного зерна будет равен 15-30°.
Среднее значение отношений хо : хп для размерного и отделочного хонингования отверстий длиной меньше 1 м приведены в таблице 8.1.
Таблица 8.1
Среднее значение отношений хо : хп для различных металлов

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
